| Fluid Dynamics & Materials Processing |
DOI: 10.32604/fdmp.2022.018225
ARTICLE
Optimization of Process Parameters for Injection Moulding of Nylon6/SiC and Nylon6/B4C Polymer Matrix Composites
1St. Peter’s Institute of Higher Education and Research, Chennai, 600054, India
2Vel Tech Rangarajan Dr. Sagunthala R&D Institute of Science and Technology, Chennai, 600062, India
3St. Peter’s College of Engineering and Technology, Chennai, 600054, India
4MGR Educational and Research Institute, Chennai, 600095, India
*Corresponding Author: G. Boopathy. Email: boopathyg81@gmail.com
Received: 08 July 2021; Accepted: 03 October 2021
Abstract: In this research study, the mechanical properties of several Polymer matrix composites are investigated. These composites are multi-phase materials in which reinforcing materials are properly mixed with a polymer matrix. More precisely, Nylon 6 reinforced with 5, 15 and 25 wt. % of silicon carbide (SiC) and Nylon 6 reinforced with 5, 15 and 25 wt. % of boron carbide (B4C), prepared by means of an injection moulding process at three different injection pressures are considered. Specific attention is paid to the tensile and impact strength of these composites. The Taguchi technique is used to optimize the process parameters such as reinforcement material, its percentage and the injection pressure. It is observed that the specimens 5% SiC with 80 MPa injection pressure display a better tensile strength and similarly the specimen 5% B4C with 90 MPa injection pressure have a superior impact strength.
Keywords: PMCs; Nylon 6; injection moulding; Taguchi technique; ANOVA
Nomenclature
| PMC | Polymer Matrix Composites |
| SiC | Silicon Carbide |
| B4C | Boron Carbide |
| ANOVA | Analysis of Variance |
Polymer composite gears are gaining commercial importance because of their low cost, light weight and economical in production compared with metal gears. Reinforced polymers have a high mechanical strength and can be used in structural and load applications. These complex polymers enable cost effective manufacture of products by the injection moulding process. Many studies have been conducted on issues concerning the efficiency of polymer composite gears. Since the gear blanks are placed inside the machine tool axis in typical metal gear manufacturing processes including gear hobbling and shaping, obtaining concentric features in metal gears is not difficult. But when using reinforced gears in power transmission applications, the surface condition of the gears is important factor in deciding the output. Due to their light weight, low cost, ease of fabrication, and ever-increasing demands in modern technology, polymer matrix metal composites (PMCs) are becoming common materials in the automotive industry. PMCs are made up of a soft base metal and a hard reinforcement material, and they have recently gained popularity due to their high specific strength at room temperature. With the advent of new technology, there is an ever-increasing demand in the automotive industry for a cost-effective, light-weight, harder, and stronger material.
Researchers used injection moulding to create a specimen made of natural fibre and glass hybrid composites for gear applications. They measured the tensile, flexural, and impact strength of the specimen made to ASTM specifications. They discovered that woven fibre glass hybrid composites have a substantial increase in tensile strength [1]. Authors attempt to strengthen the mechanical properties of polyester composites such as tensile strength, flexural strength, compressive strength, and impact strength. Using Grey relational analysis, they were able to find the best parameter combination. The most important element was established using an ANOVA, and the efficacy of the methodology was demonstrated using a validation experiment [2]. Injection moulding is one of the most common polymer processing method widely used because of its high production rate and ability to manufacture very intricate geometries rapidly at a low cost. When manufacturing plastic parts by injection moulding, flaws such as warpage, shrinkage, flash, and sink marks are common. One of the most serious issues that cause dimensional changes in parts during the moulding process is shrinkage [3]. The effect of melting temperature, injection pressure, refilling pressure, and cooling time on shrinkage was also investigated. They discovered that cooling time had the greatest effect on shrinkage, followed by refilling pressure. Injection pressure is found to be the least successful factor [4].
The action of various fibre-reinforced composite materials is investigated in relation to thickness. The test specimens are prepared according to ASTM specifications using a basic hand lay-up technique followed by vacuum bag moulding. To estimate the tensile and flexural strength in a variety of composites with varying thicknesses, a simple tensile and flexural test was performed [5]. For use in gear applications, authors developed polymer/quasi crystal composites. The composites enhanced wear resistance to volume loss in polymer-based composites of certain organic polymers, according to their study. The modulus of the reinforced composites was found to be twice higher than that of the polymer samples in mechanical research. The low coefficient of friction and high hardness of the quasi crystal rich powders are credited with the composite’s reduced wear rate [6]. Nylon 66 fabrics were surface roughened with formic acid before being treated with resorcinol formaldehyde latex to create rubber composites. The effect of the treatment on interfacial adhesion was also assessed using a peel strength test [7]. The partial effort of developing a polymer composite gear using Nylon 6 with silicon carbide (SiC) and boron carbide (B4C) as reinforcement materials is presented in this research article.
Nylon 6 is a tough, abrasion-resistant polymer. It has a better surface appearance, creep resistance, and processability than Nylon 66. It can be moulded at a lower temperature (27°C) and with less mould shrinkage because it is slightly less crystalline. Nylon 6 has a lower modulus than Nylon 66 and absorbs moisture more readily. It possesses exceptional physical, thermal, and chemical properties, as well as resistance to fatigue, abrasion, sunlight, and microorganisms. Moisture acts as a plasticizer, decreasing tensile strength while increasing elongation and stiffness. While moisture absorbs many properties, the plasticizing effect of moisture gives nylon some of its toughness. As moisture content increases, significant changes in impact intensity and general energy absorption properties occur. Moisture effects on nylon production must be considered and accounted for. Nylon 6 has a high tensile strength, elasticity, abrasion resistance, and chemical resistance.
2.2 Reinforcement Materials SiC and B4C
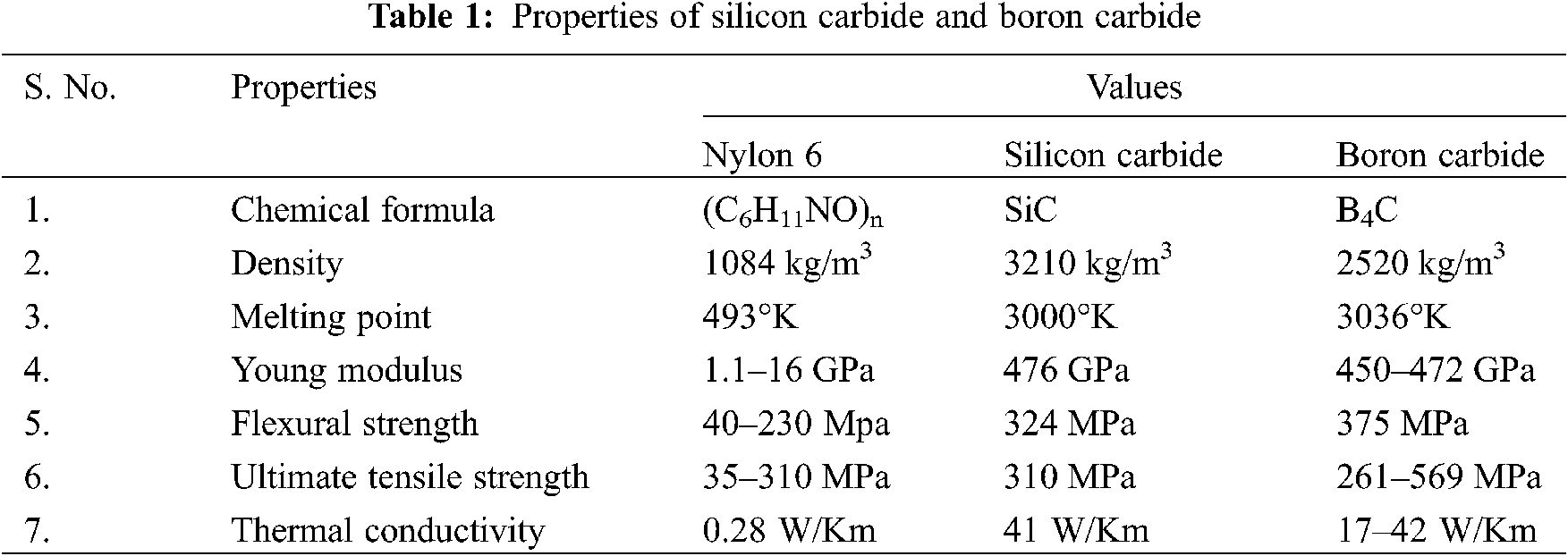
The chemical compound SiC is made up of carbon and silicon. It is made from a high-temperature electrochemical reaction between sand and carbon. SiC is a fantastic abrasive material that has been used in the manufacture of grinding wheels and other abrasive items for over a century [8]. SiC has progressed to become one of the highest quality professional grade ceramics with outstanding mechanical properties. In a range of high-performance applications, it is used as abrasives, refractory materials, and ceramics. SiC is primarily utilized for its hardness and strength, but its ceramic and semiconductor qualities make it ideal for the production of high-speed, high-voltage, and high-temperature devices.
Boron Carbide (B4C) is a hard material that ranks third in hardness after diamond and Cubic Boron Nitride (CBN). Carbon is reacted with B2O3 in an electric arc furnace, carbo-thermal reduction, or gas phase reactions are used to create B4C powder. B4C powders must typically be milled and filtered to eliminate metallic impurities before being used commercially. Table 1 gives details about properties of taken reinforcement materials. Boron carbide is a crystalline boron-carbon molecule. It is a synthetically created, exceptionally hard substance that is employed in abrasive and wear-resistant items, lightweight composite materials, and nuclear power control rods. Table 1 gives the properties of Nylon 6, Silicon Carbide and Boron Carbide.
Injection moulding could be a common producing technique for creating elements from thermoplastic and thermosetting plastic materials. The fabric is fed into a heated barrel, mixed, so forced into a mould cavity, wherever it cools and hardens to the mould cavity’s configuration. Moulds square measure is made up of metal, usually steel or aluminium. Injection moulding is usually used to manufacture of elements, including tiny elements to whole automobile body panels. The time taken for by injection moulding method is incredibly short, typically between 2 s and a couple of minutes, and it consists of four stages particularly clamping, injection, cooling, and ejection. Fig. 1 shows the semi-automatic injection moulding machine used for the fabrication of composites.
Figure 1: Semi-Automatic injection moulding machine
From the literature, it can be understood that nylon exhibits excellent physical and mechanical properties due to its high crystalline nature. It finds wider applications for the gears used in office machines, textile machines, and even in heavy machines for reducing noise/vibration. To modify the properties of the nylon polymers and to lower the cost of the composites, SiC and B4C particles of 5, 15, and 25 wt. % were added to the nylon matrix and about 6 PMC plates were fabricated.
One of the most important and commonly measured properties of structural materials is their ability to resist breaking under tensile stress. Specimens are normally subjected to the tensile test. The dog-bone shaped and straight side form with end tabs are the most common geometries used. In this research all the specimens are of dog-bone shaped dimension (159 mm × 18 mm × 2 mm) as per ASTM D638 standard [9,10]. The experiment is carried out using a Universal Testing Machine (UTM) from the manufacturer (Fuel Instruments & Engineers Pvt., Ltd., India, Model UTN40). Maximum operating capacity of the machine is 400 kN. Fig. 2 shows the injection moulded tensile specimen being mounted on the UTM.

Figure 2: Tensile test specimen
The tensile strength test results help us to understand the effect of reinforcement materials on nylon composite tensile strength, yield strength, and percentage of reduction in area.
Impact test is used to determine the behaviour of materials at higher deformation rates. The impact test is used to measure engineering materials durability and notch sensitivity [11,12]. The impact test was conducted in conjunction with ASTM D256 using an Izod Impact testing machine (Fuel Instruments & Engineers Pvt., Ltd., India, Model IT-30). The test specimens are prepared using the injection moulding method according to ASTM D256, with a scale of (62 mm × 2 mm × 66 mm) [13]. Before putting the specimen on the measuring machine for the impact power, a notch was cut out of it. Fig. 3 shows the notched impact test specimen.

Figure 3: Impact test specimen
2.5 Optimization-Taguchi Method
The application of Taguchi methodology is highly desirable because it gives appropriate level of parameters with minimum number of experiments [14]. It is a systematic statistical approach used for conducting experiments and analyses the effect of multiple parameters on the outcome (response) [15,16]. In general, the Taguchi methodology is carried in three phases. They are: planning phase, conducting phase, and analysis phase to find the optimized parameters [17,18]. For this research work, the reinforcement materials, namely SiC and B4C with respect to wt. % of reinforce materials content and injection moulding pressure are considered as the influencing parameters because they are affecting the mechanical strength of the composite specimen made.
In this research work, the main aim is to optimize controllable factors for maximizing the mechanical strength properties. The type of reinforcement materials, weight % of reinforcement content and injection moulding pressure are maintained at three levels each [19]. The ranges for the process parameters are fixed based on the literature survey. It is decided in this study that only the main effects are important because the interactions are minimal of interest. The factors and their levels are given in Table 2 for Nylon 6 composites. The experimental plan (OA) is created using Minitab 17 software.

In this phase, the experiments are conducted as per Taguchi’s experimental plan using L18 orthogonal array for Nylon 6 composites [20].
In this phase, Minitab 17 software is used for the analysis. The software gives the average value of S/N ratio of each parameter at a certain level. The S/N ratio is useful for getting the optimized parameter level [21]. The S/N ratio plots are created by the software as per the quality characteristic selected. Since, this research work involves maximizing the mechanical properties by using S/N ratio for the case of larger-the-better to evaluate the quality characteristic as per the formula given below:
Larger-the-better:
where, N represents total number of replications of each test run and yi represents the response value in replication experiment ‘i’ carried out under the same experimental conditions for each test run.
The experimental results were shown in Table 3.
3.1 Tensile Strength of Nylon 6
The influence of parameters on tensile strength in case of Nylon 6 composites can be obtained using response table, the work is in line with Channabasavaraju et al. [5] as shown in Table 4. Based on the delta values, the factors are ranked in Table 4. It is clearly observed that wt. % of RM content (B) is the most influencing factor since it is ranked first followed by injection pressure (C) and RM (A) in maximizing the tensile strength which supports the conclusions drawn from Fig. 4.
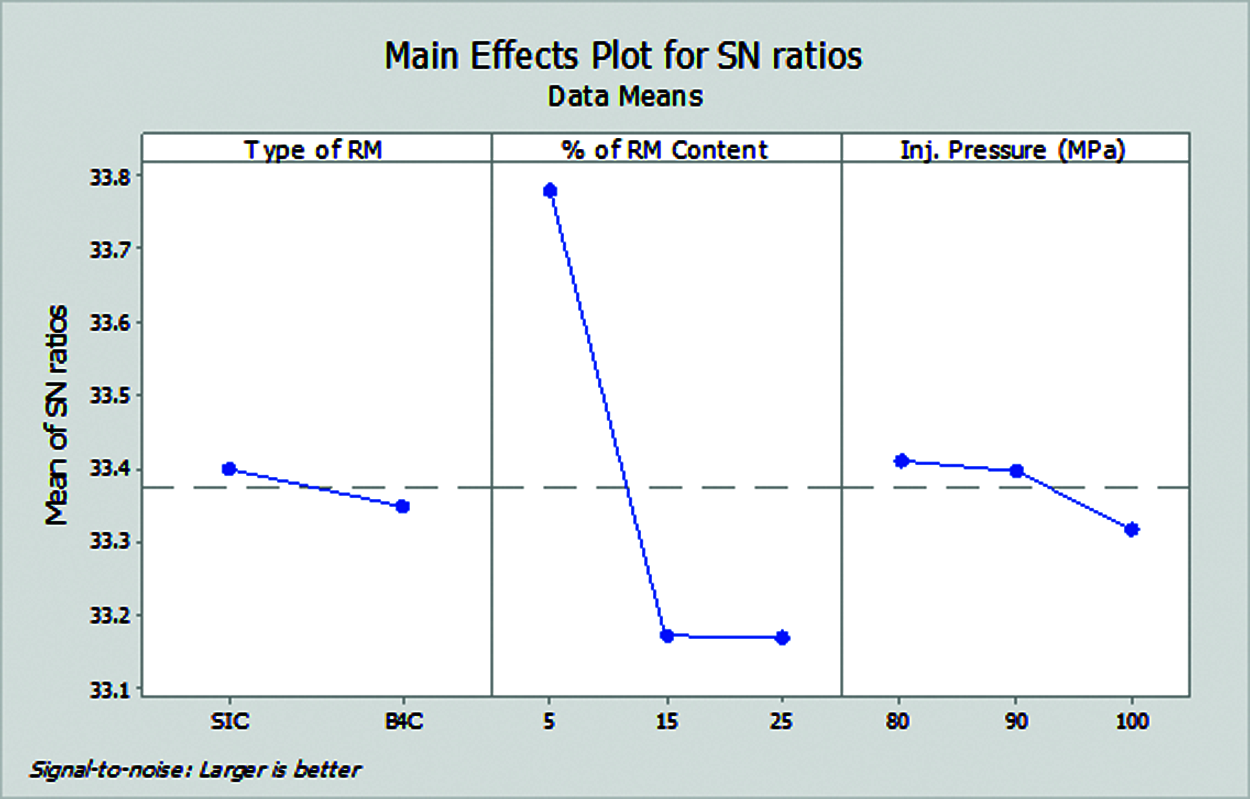
Figure 4: Effect of control factors on tensile strength of Nylon 6 composites
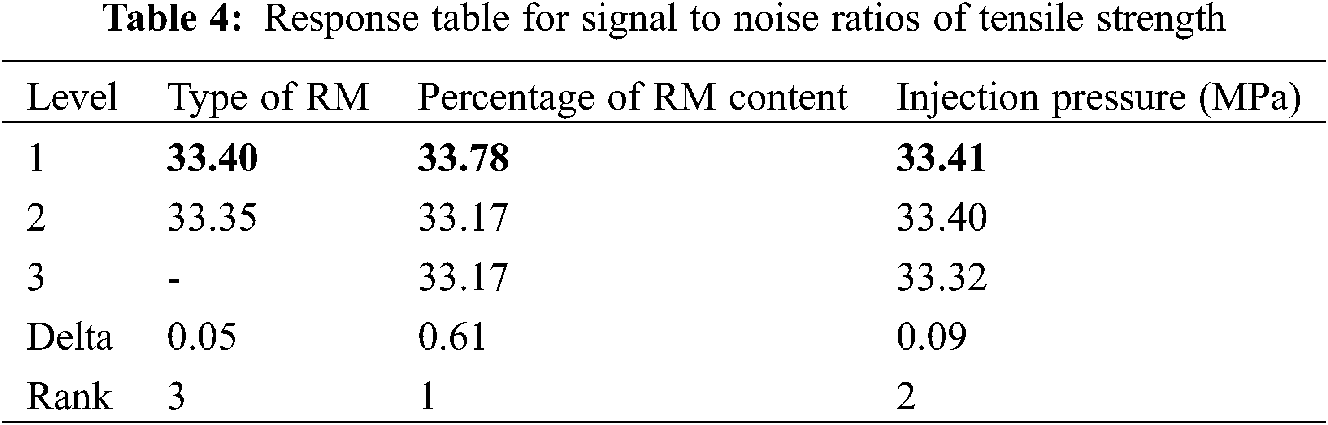
Fig. 4 shows the main effects plot for S/N ratios obtained from the Minitab software. It reveals that of the factors, RM (A) and wt. % of RM content (B) have a larger impact on S/N ratio and tensile strength of Nylon 6 composites. The SiC (Ahigh) is clearly the better choice than B4C in maximizing S/N ratio and tensile strength. The wt. % of RM content, B, at low level Blow is preferred to maximize the tensile strength. The parameter, injection pressure (C) has a least impact on the tensile strength. It is observed that maximum tensile strength can be obtained at factor Ahigh (SiC), factor Blow (5%) and factor Clow (80 MPa). The influence of SiC on tensile strength is more than the B4C addition into nylon matrix.
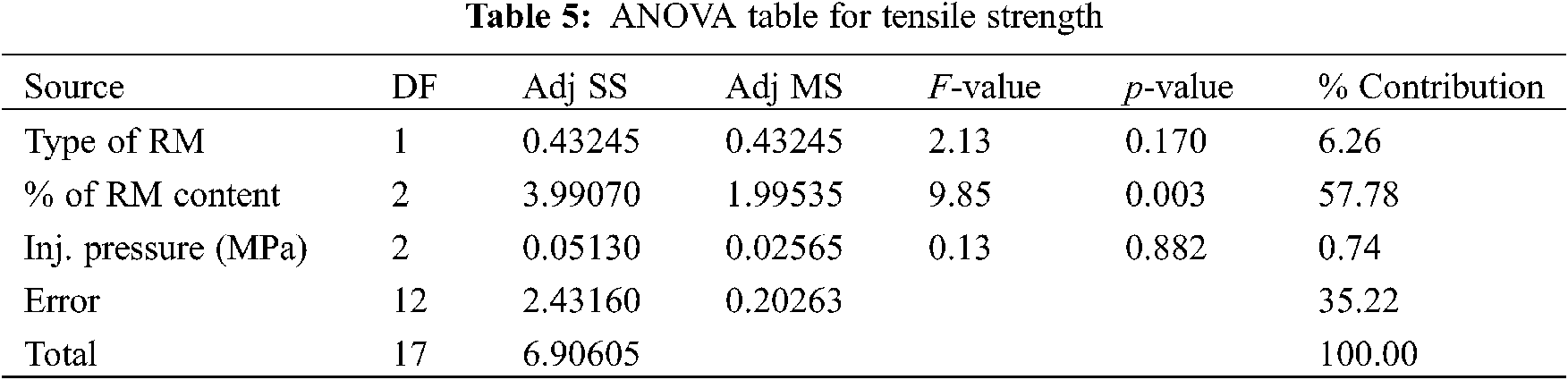
Table 5 presents the ANOVA results for the tensile strength. It indicates that the parameter with p-value less than 0.05 is more significant and it is observed that wt. % of RM content has highest influences on the tensile strength because its p-value is only 0.003. It is followed by factor A. The ANOVA table also shows percentage contribution of each parameter and it is observed that wt. % of RM content has the highest level of contribution (57.78%) and is followed by choice RM (6.26%).
3.2 Impact Strength of Nylon 6
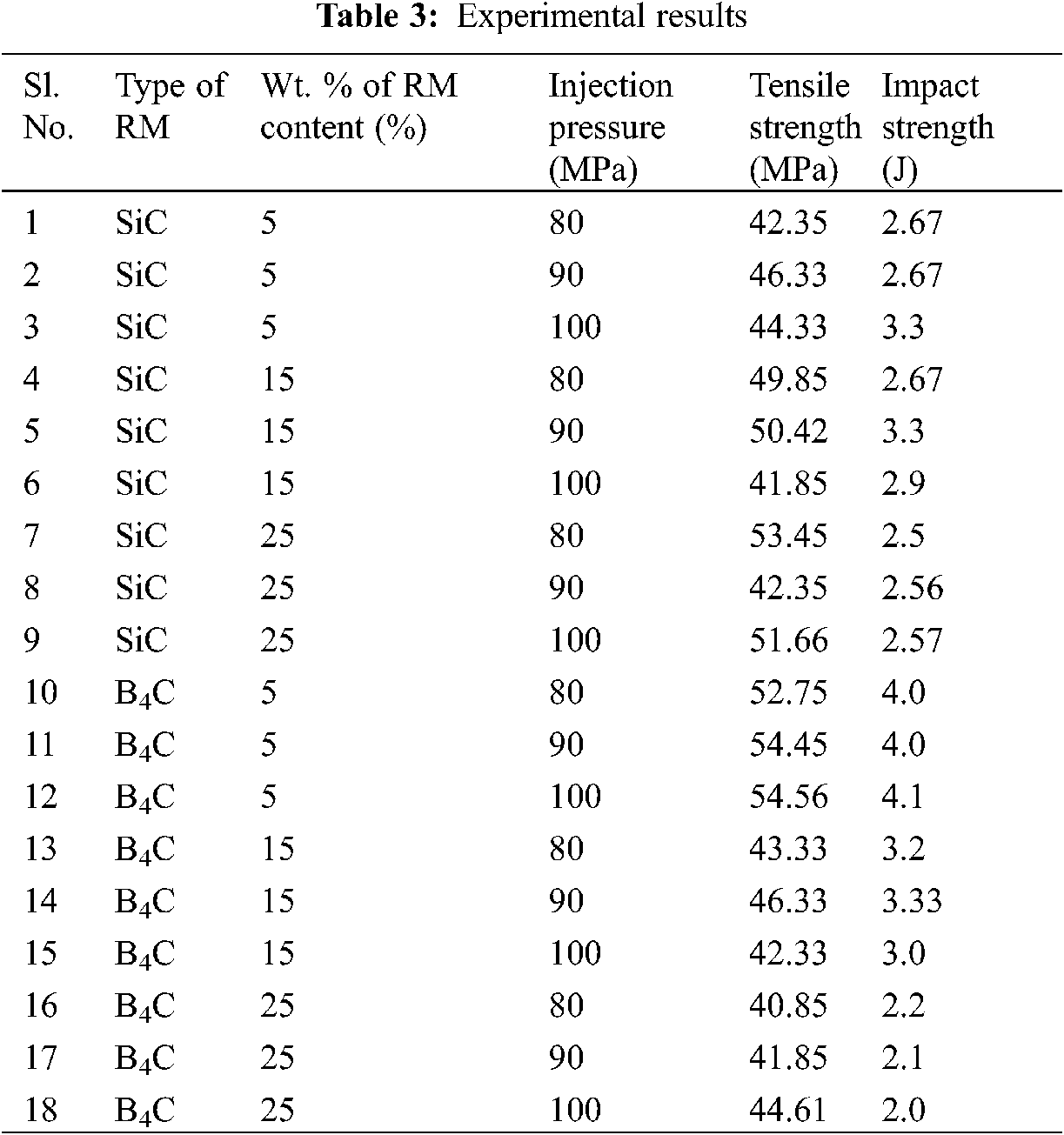
Table 6 presents the response characteristics average for each level of the individual factor in the experimental design, similar to the work done by Karthik et al. [13] Based on the delta values, it is clearly observed that wt. % of RM content (B) is the most influencing factor since it is ranked first followed by type of RM (A) and injection pressure (C) in maximizing the impact strength which substantiates the conclusions drawn from Fig. 5.
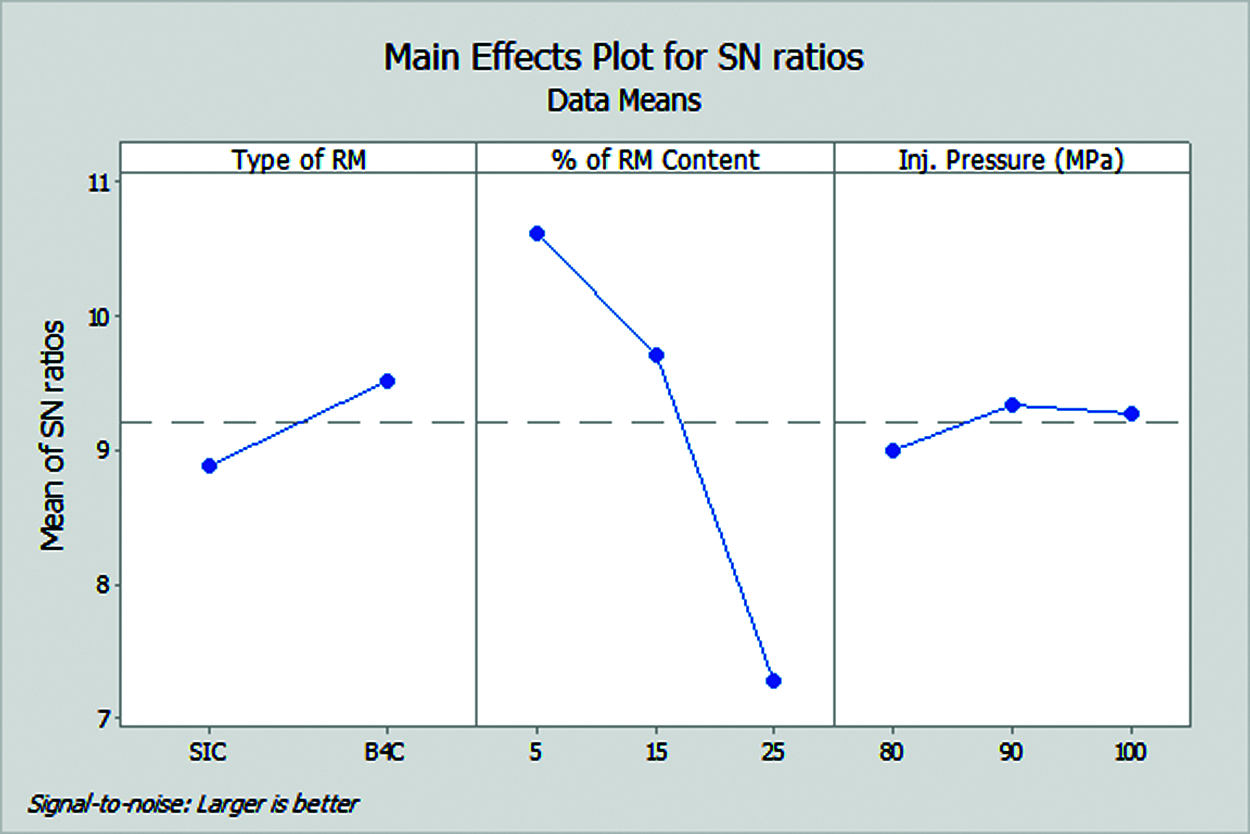
Figure 5: Effect of control factors on impact strength
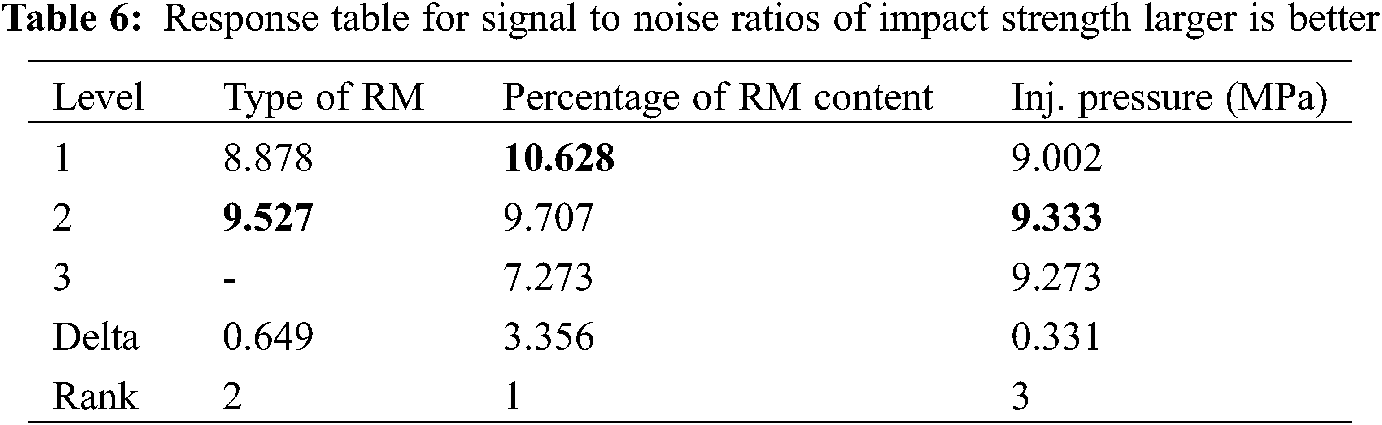
Fig. 5 shows the main effects plot for S/N ratios obtained from the software. It reveals that of the various factors, wt. % of RM content (B) has a larger impact on S/N ratio and impact strength of Nylon 6 composites. While the factors like type of RM (A) and injections pressure (C) have lesser effect on the variation of impact strength of the nylon composites.
The B4C (Ahigh) is clearly the better choice compared to SiC for maximizing S/N ratio and impact strength. The wt. % of RM content, Blow is highly preferred in order to maximize the impact strength. The parameter, injection pressure (C) has a much lesser impact on S/N ratio and the impact strength. From Fig. 5, it is observed that maximum impact strength can be obtained when the factors are maintained: factor Ahigh (B4C), factor Blow (5%), and factor Cmedium (90 MPa). The influence of B4C on impact strength is more than that of SiC in the Nylon 6 composites.
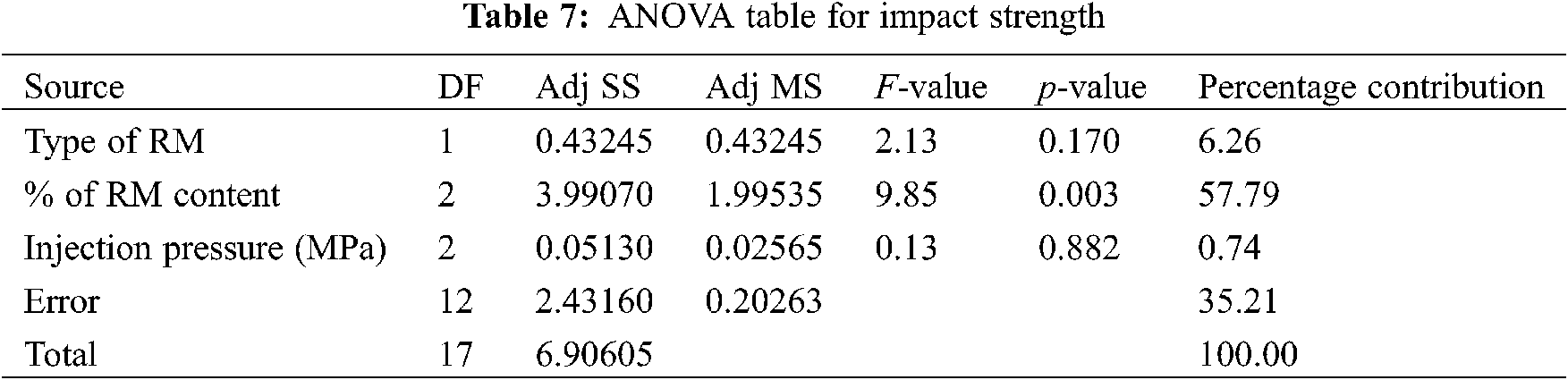
Table 7 presents the ANOVA result for the impact strength. The p-value less than 0.05 shown in the Table 7 indicate that the parameter, wt. % of RM content has significant contribution to the impact strength. It is followed by factor (A) type of RM and injection pressure (C). The ANOVA table also shows that wt. % of RM content has the highest level of contribution (57.79%).
After obtaining the optimum process parameters by analysis of experimental results the final stage involves verifying the optimum process parameters. The confirmation experiments are used to verify the conclusions made from the Taguchi optimization methodology. The confirmatory experiment concludes that the optimal level of parameters derived that will actually yield closer quality characteristics and they are found to be closer with 15% with respective predictions with the real ones.
The optimized values obtained from the response analysis for the Nylon 6 composites are given in Table 8.

The main focus shown in this research paper is to analyse tensile and impact strength of polymer composites, which will be the preliminary study to develop polymer composite gears. For this study 6 PMCs were fabricated in each case, namely Nylon 6 reinforced with 5, 15, and 25 wt. % of SiC and B4C under 80, 90, and 100 MPa injection pressure levels through injection moulding machine. Tensile and impact analyses were performed as per ASTM standards. The Taguchi technique was used to find the optimum value of tensile and impact strength with the variations in wt. % of RM content and injection pressure. The study concludes that the specimen made with 5% SiC, 80 MPa injection pressure has optimized tensile strength and similarly the specimen made of 5% B4C with 90 MPa injection pressure has optimized impact strength.
Funding Statement: The authors received no specific funding for this study.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Sakthivel, R., Rajendran, D. (2014). Experimental investigation and analysis a mechanical properties of hybrid polymer composite plates. International Journal of Engineering Trends and Technology, 9(8), 407–414. DOI 10.14445/22315381/IJETT-V9P278. [Google Scholar] [CrossRef]
2. Vignesh, K., Ramasivam, G., Natarajan, U., Srinivasan, C. (2016). Optimization of process parameters to enhance the mechanical properties of bone powder and coir fiber reinforced polyester composites by Taguchi method. ARPN Journal of Engineering and Applied Sciences, 11(2), 1224–1231. [Google Scholar]
3. Lal, S. K., Vasudevan, H. (2013). Optimization of injection moulding process parameters in the moulding of low-density polyethylene (LDPE). International Journal of Engineering Research and Development, 7(5), 35–39. [Google Scholar]
4. Srivastava, V. K., Lal, S. (2013). Mechanical properties of E-glass fibre reinforced Nylon 6/6 resin composites. Journal of Material Science, 26, 6693–6698. DOI 10.1007/BF02402662. [Google Scholar] [CrossRef]
5. Channabasavaraju, S., Shivan, H. K., Santhosh Kumar, S. (2013). Evaluation of tensile and flexural properties of polymer matrix composites. International Journal of Modern Engineering Reasearch, 3(5), 3177–3180. [Google Scholar]
6. Bloom, P. D., Baikerikar, K. G., Otaigb, J. U., Sheares, V. V. (2000). Development of novel polymer/quasicrystal composite materials. Materials Science and Engineering, 294–296, 156–159. DOI 10.1016/S0921-5093(00)01230-2. [Google Scholar] [CrossRef]
7. Krishna Prasad G., Periyasamy, S., Chattopadhyay, S. K., Raja, A. S. M., Rajkumar, K. et al. (2017). Surface modification of nylon fabric and its optimization for improved adhesion in rubber composites. The Journal of the Textile Institute, 108(6), 1001–1009. DOI 10.1080/00405000.2016.1209826. [Google Scholar] [CrossRef]
8. Yu, D., Zhu, Z., Zhou, J., Liao, D., Wu, N. (2021). On the effect of the rotating chamber reverse speed on the mixing of SiC ceramic particles in a dry granulation process. Fluid Dynamics & Materials Processing, 17(2), 487–500. DOI 10.32604/fdmp.2021.014712. [Google Scholar] [CrossRef]
9. Boopathy, G., Vijayakumar, K. R., Chinnapandian, M. (2017). Fabrication and fatigue analysis of laminated composite plates. International Journal of Mechanical Engieering and Technology, 8(7), 388–396. [Google Scholar]
10. Akinwamide, S. O., Lemika, S. M., Obadele, B. A., Akinribide, O. J., Abe, B. T. et al. (2019). A study on microstructural and mechanical properties of a stir cast Al (SiC-Mg-TiFe) composite. Fluid Dynamics & Materials Processing, 15(1), 15–26. DOI 10.32604/fdmp.2019.04761. [Google Scholar] [CrossRef]
11. Boopathy, G., Vijayakumar, K. R., Chinnapandian, M., Gurusami, K. (2019). Development and experimental characterization of fibre metal laminates to predict the fatigue life. International Journal of Innovative Technology and Exploring Engineering, 8(10), 2815–2818. DOI 10.35940/ijitee. [Google Scholar] [CrossRef]
12. Reda, R. (2019). Constrained groove pressing (CGPDie design, material processing and mechanical characterization. Fluid Dynamics & Materials Processing, 15(3), 171–185. DOI 10.32604/fdmp.2019.03923. [Google Scholar] [CrossRef]
13. Karthik, K., Rajamani, D., Manimaran, A., Udaya Prakash, J. (2021). Evaluation of tensile properties on glass/carbon/Kevlar fiber reinforced hybrid composites. Materials Today: Proceedings, 39(4), 1655–1660. [Google Scholar]
14. Karthik, K., Rajamani, D., Manimaran, A., Udaya Prakash, J. (2020). Wear behaviour of hybrid polymer matrix composites using Taguchi technique. Materials Today: Proceedings, 33(7), 3186–3190. [Google Scholar]
15. Udaya Prakash, J., Jebarose Juliyana, J., Saleem, M., Moorthy, T. V. (2021). Optimisation of dry sliding wear parameters of aluminium matrix composites (356/B4C) using Taguchi technique. International Journal of Ambient Energy, 42(2), 140–142. DOI 10.1080/01430750.2018.1525590. [Google Scholar] [CrossRef]
16. Liu, L., Yu, P. (2020). Design and experiment-based optimization of high-flow hydraulic one-way valves. Fluid Dynamics & Materials Processing, 16(2), 211–224. DOI 10.32604/fdmp.2020.08168. [Google Scholar] [CrossRef]
17. Rubi, C. S., Prakash, J. U. (2020). Drilling of hybrid aluminum matrix composites using Grey-Taguchi method. INCAS Bulletin, 12(1), 167–174. DOI 10.13111/2066-8201.2020.12.1.16. [Google Scholar] [CrossRef]
18. Zhang, W., Qiu, T., Yao, C. (2020). Preparation and optimization of high-purity silicon carbide magnetic abrasives for the magnetic induction-wire sawing process. Fluid Dynamics & Materials Processing, 16(4), 709–721. DOI 10.32604/fdmp.2020.010748. [Google Scholar] [CrossRef]
19. Udaya Prakash, J., Jebarose Juliyana, J., Pallavi, P., Moorthy, T. V. (2018). Optimization of wire EDM process parameters for machining hybrid composites (356/B4C/fly ash) using Taguchi technique. Materials Today: Proceedings, 5(2), 7275–7283. [Google Scholar]
20. Ananth, S., Udaya Prakash, J., Moorthy, T. V., Hariharan, P. (2015). Wet sliding wear optimization of gray cast iron using Taguchi technique. International Journal of Vehicle Structures and Systems, 7(4), 154–156. [Google Scholar]
21. Udaya Prakash J., Jebarose Juliyana S., Karthik, S., Moorthy, T. V. (2017). Optimization of wire EDM process parameters for machining of AMCs (413/B4C) using Taguchi technique. International Journal of Mechanical and Production Engineering Research and Development, 7, 231–238. DOI 10.24247/ijmperddec201725. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |