
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

Adhesion of Technical Lignin-Based Non-Isocyanate Polyurethane Adhesives for Wood Bonding
1 Department of Wood and Paper Science, Kyungpook National University, Daegu, 41566, Korea
2 School of Renewable Natural Resources, Louisiana State University, Baton Rouge, LA, 70806, USA
* Corresponding Author: Byung-Dae Park. Email:
Journal of Renewable Materials 2024, 12(7), 1187-1205. https://doi.org/10.32604/jrm.2024.049948
Received 23 January 2024; Accepted 27 February 2024; Issue published 21 August 2024
 View Full Text
View Full Text Download PDF
Download PDFAbstract
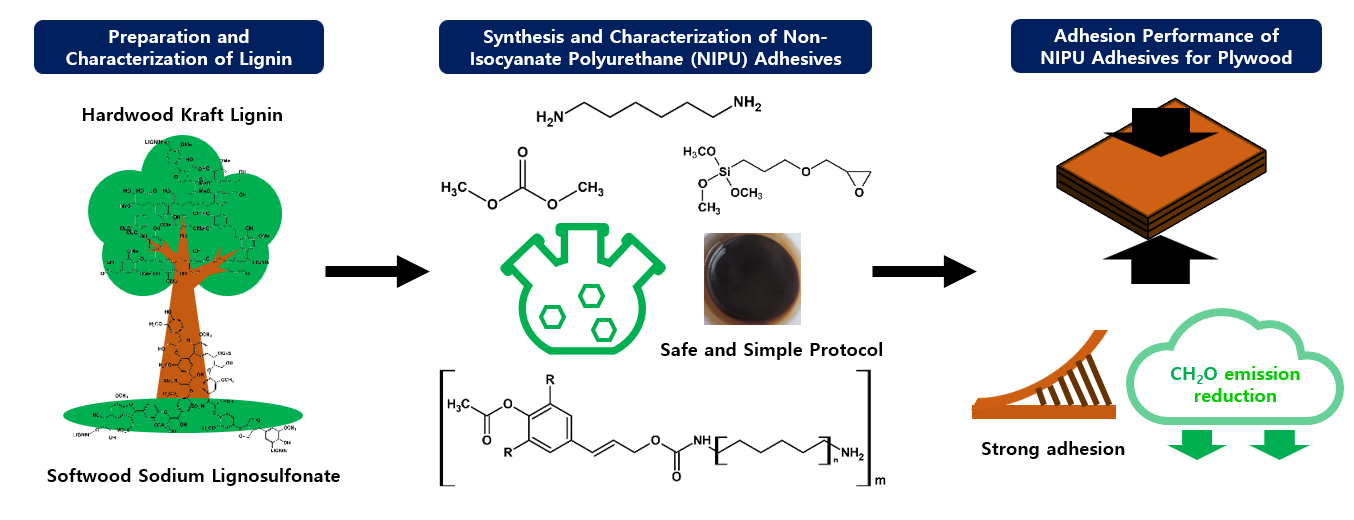
Lignin is the most abundant aromatic natural polymer, and receiving great attention in replacing various petroleum-based polymers. The aim of this study is to investigate the feasibility of technical lignin as a polyol for the synthesis of non-isocyanate polyurethane (NIPU) adhesives to substitute current polyurethane (PU) adhesives that have been synthesized with toxic isocyanate and polyols. Crude hardwood kraft lignin (C-HKL) was extracted from black liquor from a pulp mill followed by acetone fractionation to obtain acetone soluble-HKL (AS-HKL). Then, C-HKL, AS-HKL, and softwood sodium lignosulfonate (LS) were used for the synthesis of technical lignin-based NIPU adhesives through carbonation and polyamination and silane as a cross-linker. Their adhesion performance was determined for plywood. FTIR spectra showed the formation of urethane bonds and the reaction between lignin and silane. The NIPU adhesives prepared with C-HKL showed the highest adhesion strength among the three lignin-based NIPU adhesives. As the silane addition level increased, the adhesion strength of NIPU adhesives increased whereas formaldehyde emission decreased for all NIPU adhesives prepared. These results indicate that NIPU adhesives based on technical kraft lignin have a great potential as polyol for the synthesis of bio-based NIPU adhesives for wood bonding.Graphic Abstract
Keywords
Technical lignin; non-isocyanate polyurethane; wood adhesives; adhesion strength; formaldehyde emission
Cite This Article
APA Style
Lee, J., Park, B., Wu, Q. (2024). Adhesion of Technical Lignin-Based Non-Isocyanate Polyurethane Adhesives for Wood Bonding. Journal of Renewable Materials, 12(7), 1187–1205. https://doi.org/10.32604/jrm.2024.049948
Vancouver Style
Lee J, Park B, Wu Q. Adhesion of Technical Lignin-Based Non-Isocyanate Polyurethane Adhesives for Wood Bonding. J Renew Mater. 2024;12(7):1187–1205. https://doi.org/10.32604/jrm.2024.049948
IEEE Style
J. Lee, B. Park, and Q. Wu, “Adhesion of Technical Lignin-Based Non-Isocyanate Polyurethane Adhesives for Wood Bonding,” J. Renew. Mater., vol. 12, no. 7, pp. 1187–1205, 2024. https://doi.org/10.32604/jrm.2024.049948
 Copyright © 2024 The Author(s). Published by Tech Science Press.
Copyright © 2024 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools