| Journal of Renewable Materials |
DOI: 10.32604/jrm.2022.021313
ARTICLE
Strength Performance and Microstructure Characteristic of Naturally-Bonded Fiberboard Composite from Malaysian Bamboo (Bambusa vulgaris)
1Eco-Technology Program, Faculty of Applied Sciences, Universiti Teknologi MARA (UiTM), Shah Alam, 40450, Malaysia
2Engineering Research Centre, Malaysian Agricultural Research and Development Institute (MARDI), Serdang, 43400, Malaysia
3Department of Forestry and Wood Technology, Linnaeus University, Växjö, 35195, Sweden
*Corresponding Author: Reza Hosseinpourpia. Email: reza.hosseinpourpia@lnu.se
Received: 07 January 2022; Accepted: 15 March 2022
Abstract: This study investigated the mechanical properties and microstructural characteristics of fiberboard composite produced by naturally-bonded Malaysian bamboo fiber (Bambusa vulgaris). The components that obtained through soda pulping of bamboo culms such as fiber and black liquor, were used for the preparation of high-density fibreboard composite at two target densities of 850 and 950 kg/m3. The bamboo fiberboard composite (BFC) were then produced at 200°C and two pressing parameters of 125 and 175 s/mm. The mechanical properties, e.g., flexural strength and internal bonding (IB) of BFC samples were evaluated according to BS EN 310: 1993 and BS EN 319: 1993, respectively. It was found that the mechanical performance of the composite with 850 kg/m3 density was significantly higher than 950 kg/m3 ones, especially for the samples with 125 s/mm pressing parameter. Microstructure characteristic of the BFC samples illustrated that the fiber linkages were cracked in the composites with higher density, e.g., the composite with the density of 950 kg/m3 and also black liquor were slightly degraded at longer pressing time, which led to the reduction in mechanical properties, especially in IB strength.
Keywords: Bamboo fiber; naturally-bonded; black liquor; mechanical properties; SEM; composite
Wood-based composite industry, almost exclusively uses synthetic adhesives, mainly formaldehyde-based adhesives. The formaldehyde emission from wood-based panel composite increases the risk of human health [1]. Apart from formaldehyde emission, the adhesive itself is also considered to be a significant proportion of costs for composite manufacturing [2]. Manufacturing natural composite without synthetic adhesive is very likely to emerge in some countries. Mobarak et al. [3] noted that natural bonded composite will become an important target of trials for effective utilization of biomass, especially in developing countries where people have limited wood resources and no adequate chemical industries.
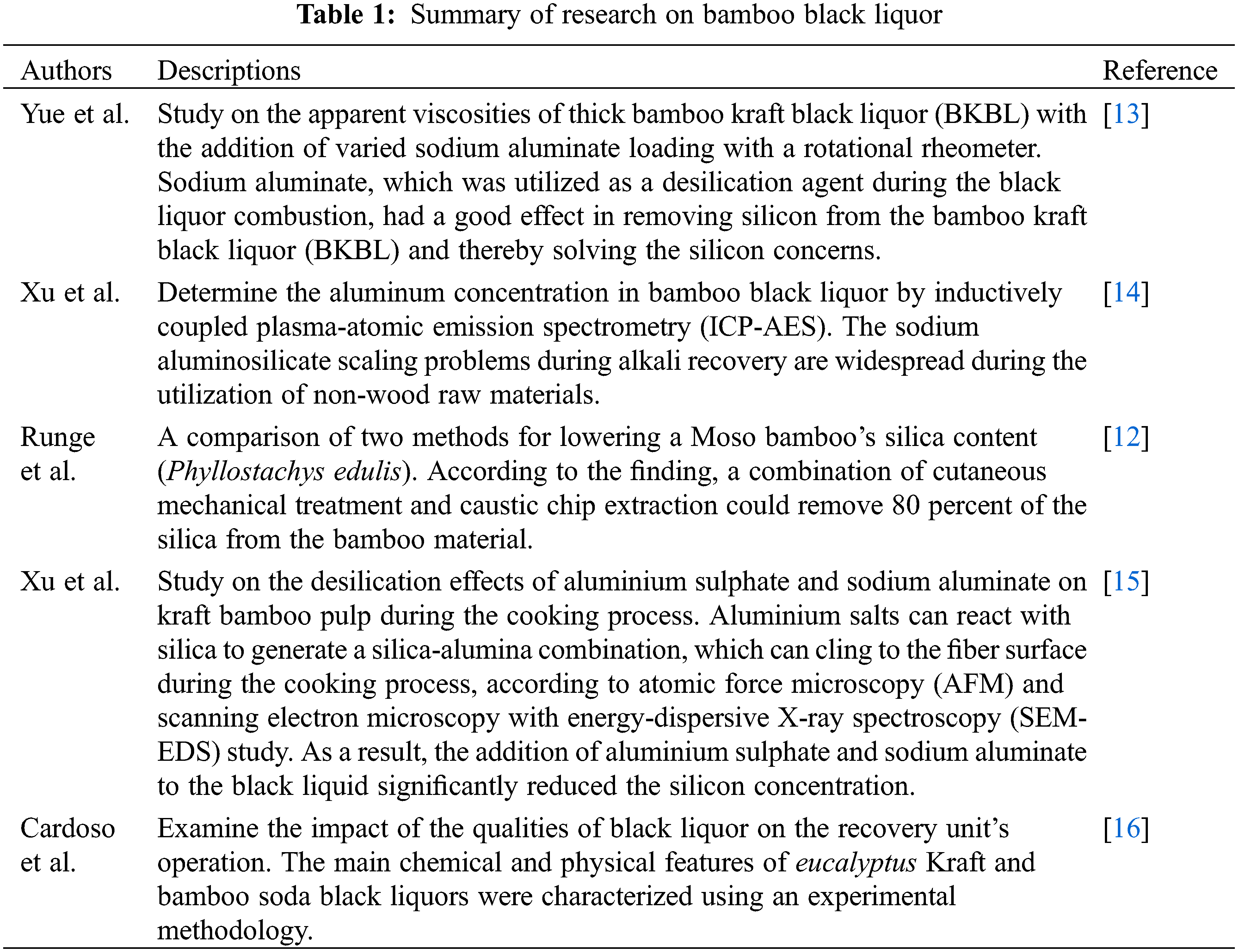
Additionally, the shortage of wood supplies, forestry regulations, and the exploration of new materials have encouraged the wood industry to explore alternative sources of raw material for composite production. Bamboo seems to be one of the potential materials to be used in fiber composite manufacturing due to its availability and good properties. Bamboo belongs to the Bambusoideae tribe of the huge family Gramineae, the grass family [4]. Tewari [5] stated that there are about 60 to 80 genera and over 1200 to 1500 species of bamboo are existed in the world. According to Wong [6], about 59 bamboo species are documented in Peninsular Malaysia, where about 25 species are known in cultivation and 34 are indigenous. However, only about 13 bamboo species are widely used, include Bambusa vulgaris [7]. Bamboo culm reaches its maximum strength at about two to three years old [7–9], thus providing an advantage for bamboo to be used as an alternative raw material in wood-based industry. Apart from its availability and short maturation period, bamboo is also suitable material for fiber composite production due to its fiber core which is better than many hardwood species [10], while the average fiber length of B. vulgaris is recorded as 2.3 mm [11]. However, because of its high silica concentration, bamboo can be difficult to pulp, posing problems for black liquor recovery [12]. Despite this, numerous research has been performed to address the issue (Table 1).
Naturally-bonded composite is a term used for a panel product composed of cellulosic materials without the addition of any synthetic adhesive. This type of panels is composed after chemical activation in the cellulosic materials. This phenomenon, so-called self-bonding, is mainly attributed to the hydrolysis of hemicellulose and the softening of lignin [17] as well as molecular characteristic changes of bamboo cell wall polymers to different degrees [18]. Studies on the physical and mechanical properties of naturally-bonded or binderless composite from various fibers and particles were reported previously. Binderless composite made of oil palm fine particles and strands showed the modulus of rupture (MOR) values that conformed to the requirement of Japanese Industrial Standard [19]. The mechanical properties of binderless bamboo fiberboard from the steam explosion process increased linearly with increasing the board density [13]. There was no significant change reported in thickness swelling (TS) of the boards with increasing the density [13]. The physical and mechanical performances of binderless particleboard from bagasse (Saccharum officinarum L.) was studied by Widyorini et al. [20], and they reported that the bagasse pith particles improved the mechanical properties of the boards in comparison with bagasse rind particles. The internal bonding (IB) values of the boards were increased with increasing the pressing time and the water absorption (WA) values were decreased with increasing the board density [20]. Velásquez et al. [21] explored the suitability of pretreated Miscanthus sinensis, through a thermo-mechanical process that hydrolyzed most of the hemicelluloses and plasticized the lignin, for fiberboard manufacturing with no synthetic binder addition. The authors quoted that the mechanical performance of the board was improved at the higher lignin content, to a certain extent, a tendency to form bubbles was observed at high pressing temperatures [21]. Mobarak et al. [3] claimed that the binding elements were generated from hemicelluloses during the pressing process at higher temperatures that could contribute to the self-bonding of the naturally-bonded composite. Meanwhile, Christy et al. [22] revealed that the pressing temperature affected the mechanical properties of binderless bark particleboard made from Gelam (Melaleuca viridiflora Sol. Ex Gaertn.) bark waste which increased as the temperature increased, and the physical properties which decreased as the temperature increased. Similar study was done by Nitu et al. [23] on jute stick binderless particleboard where they concluded that by controlling particle mixing ratio (50:50) at high press temperature (220°C) with proper press time (6 min), high-performance jute stick binderless particleboard could be successfully developed.
Therefore, this study was conducted with the aims to explore the possibility of using bamboo fiber and its black liquor by following the soda pulping method for producing fiberboard composite. The composite samples were then analyzed in terms of their mechanical properties, e.g., flexural and internal bonding, and their microstructure characteristics using scanning electron microscopy.
Bambusa vulgaris, or its local name in Malaysia, Buloh Minyak, was harvested from a natural bamboo stand in Raub, Malaysia. Since the bamboos were found to be matured at the age of three years [8–9,24], the present study was confined to bamboos of about three years old. The solid round bamboos were transferred to Wood Composite Laboratory, Forest Research Institute Malaysia (FRIM), Kepong, Malaysia, for the production of bamboo fiberboard composite (BFC). The bamboos were cut into two parts and bamboo chips (30 to 50 mm in length and 1 to 3 mm in thickness) were produced using drum chipper machine. The chips were soaked and washed in water for 15 min to remove dirt and other debris before digesting process.
As indicated in Fig. 1, after the washing processes, the chips were digested using the soda pulping method (SPM). In the SPM step, 5 liters of water and 500 g of sodium hydroxide (NaOH) pallet (supplied by Kumpulan Saintifik F.E. Sdn. Bhd. Malaysia) were poured and boiled together into a solution in the beaker. About 0.2 to 0.4 g of hydrochloric acid (HCl) was poured into a 125 ml Erlenmeyer flask, and phenolphthalein (as an indicator solution) was added to the HCl in the flask. NaOH solution was constantly used for titration of HCl. The concentration of the NaOH solution was recorded. The volume percentage of bamboo chips, NaOH and water mixture was set to 14.30, 10.20 and 75.50, respectively. The mixture was subjected to the digester control with a steam pressure of 2000 psi and at a constant temperature of 170°C. After the digesting process, the pressurized air was slowly released from the digester, and bamboo fibers and black liquor produced were collected in containers and directly transferred to Bio-Composite Laboratory, UiTM Shah Alam for further processing. The fibers were dried in oven-drier at 80°C until reaching the moisture content (MC) of 3%. The black liquor collected from SPM was heated to 100°C to remove the volatile impurities.

Figure 1: Production process flow chart of BFC
The black liquor with approximately 37% solid content was sprayed to the oven-dried fibers, using spraying nozzles in a rotary drum, and mixed for 15 min. Then, the fiber mat was formed manually in a vibrating mold with a dimension of 350 × 350 mm2. The formed mat was then pre-pressed under 6 MPa pressure for 2 min, and delivered to hot press at 200°C. The composite boards with final thickness of 12 mm were produced with two different target densities of 850 kg/m³ and 950 kg/m³ and two pressing parameters of 125 and 175 s/mm. Three composite boards were produced for each parameter. After hot-pressing, the boards were cooled to room temperature and cut to various sizes according to their respective standards. The samples were then stored at 20 ± 2°C and 65 ± 5% relative humidity for 14 days prior to testing.
The flexural tests, modulus of elasticity (MOE) and modulus of rupture (MOR), were performed according to the BS EN 310: 1993 [25] with a samples size of 290 × 50 mm2 in length and width, respectively. The square samples of 50 mm2 in length and width were used for the internal bonding (IB) test by following the BS EN 319:1993 [26]. The samples were tested using the universal testing machine (Instron Model 5582, 100 kN). The mechanical properties were compared to the mean values stated in BS EN 622-5:2006 [27] for fiberboard specification.
T-test method and ANOVA were used to analyze the significant difference of mechanical properties of BFC at different board densities and hot-pressing times using Statistical Analysis Software (SAS).
Microstructure observation of BFC was conducted using FEI Quantra 2000 scanning electron microscope (SEM Quanta 200 FEI, USA). Large field detector (LFD) was used in the SEM. Small blocks with 10 mm square in dimension were dissected out from the broken surface of each fiber composite.
Flexural properties of BFC with different board densities and hot-pressing parameters are shown in Fig. 2. By viewing Fig. 2a, at a pressing parameter of 125 s/mm, the MOE mean value of BFC from 850 kg/m³ board density group was 3252 MPa, which was significantly higher than the ones from 950 kg/m³ density (3105 MPa). However, opposite result was obtained at 175 s/min pressing parameter, where the BFC from 850 kg/m³ board density group showed significantly lower MOE mean value than those of 950 kg/m³. In this view, MOE mean value of boards with 850 kg/m³ and 950 kg/m³ densities were 2877 MPa and 3093 MPa, respectively at 175 s/mm pressing parameter.

Figure 2: The mean flexural values of BFC at different board densities and pressing parameters: (a) MOE, (b) MOR (Note: Values labeled with a different letter are statistically different in term of ANOVA and Tukey’s HSD test at an error probability of α = 0.05. Error bars represent standard deviations)
With reference to Fig. 2b, the MOR mean value of BFC from 850 kg/m³ board density group (16.89 MPa) was significantly higher than 950 kg/m³ board density (15.01 MPa) at 125 s/mm pressing parameter. In contrast, at 175 s/mm, the MOR mean value of BFC from 850 kg/m³ board density (14.25 MPa) was significantly lower than 950 kg/m³ board density (16.62 MPa).
Reduced compressibility of fiber mat during hot pressing process at higher density [28] is believed to be a major density mechanism at the occasion of 125 s/mm pressing parameter that forced the significantly lower flexural properties of BFC from higher density group (950 kg/m³). The result described that by implying longer pressing parameter (175 s/mm), the BFC from higher density group (950 kg/m³) consolidated themselves sufficiently due to the ample fiber curing time [29,30]. Theoretically, during density profile measurement, the variation of peak density (density at top and bottom surface layer) and core density (density at the middle layer) of fiber-based composite from lower board density category was larger than higher board density category [28]. With longer pressing parameter, it is presumed that the fiber in BFC had adequate time to solidify and stabilize in order to reduce the variation of peak and core densities of each BFC board. This result shows that the flexural properties of BFC are depending on the pressing time. BFC with a combination of longer pressing time and higher board density has better flexural values.
However, a direct comparison of BFC between 125 s/mm and 175 s/mm pressing parameters has shown that most of the flexural properties of BFC at 125 s/mm were significantly higher than 175 s/mm for a pressing parameter factor alone. This outcome establishes an understanding that 125 s/mm pressing parameter is sufficient when taking time factor alone. Another possible reason for the declined flexural properties of BFC at 175 s/mm is related to the statement by Winandy et al. [31], that the chemical contents of fiber in the composite is considerably altered by longest hot-pressing duration.
Density and hot-pressing time show relationship as it plays an important role in the BFC fabrication. The result revealed that differences in setting-up of pressing time and composite density, the flexural properties of BFC has changed significantly. Therefore, different combination of pressing time-composite density has resulted different flexural performance. In general, only MOE result has fulfilled the requirement for HDF standard (2500 MPa) as stated in BS EN 622-5:2006 [27].
IB mean values of BFC at different board densities and pressing parameters are shown in Fig. 3. At 125 s/mm pressing parameter, the IB mean value of BFC from 850 kg/m³ board density group (0.270 MPa) was significantly higher than the one with 950 kg/m³ (0.144 MPa). The IB mean value of BFC with 175 s/mm pressing parameter from 850 kg/m³ board density group (0.157 MPa) was also higher than the board with 950 kg/m³ (0.122 MPa), however, the difference was statistically insignificant. The IB mean value of BFC from 850 kg/m³ board density group was generally higher than the board with 950 kg/m³ density due to the rationale of reduced compressibility of fiber mat during hot pressing process at higher density [28] that led to the internal bond weakness especially at the middle layer of each BFC.

Figure 3: The IB mean values of BFC at different board densities and pressing parameters (Note: Values labeled with a different letter are statistically different in term of ANOVA and Tukey’s HSD test at an error probability of α = 0.05. Error bars represent standard deviations)
Similar to flexural properties, the IB mean value of BFC with 125 s/mm pressing parameter was significantly higher than the ones with 175 s/mm. In general, IB result has not fulfilled the requirement for HDF standard (0.65 MPa) as stated in BS EN 622-5:2006 [27]. Previous study reported that at 180°C pressing temperature, softening of lignin occurs that can promote the self-bonding mechanism of bamboo fibers. According to Velásquez et al. [21], high board density decreases the lignin fluidity on fibers, and thus reduces the inter-fiber bonds. Wood cell wall damage may also occur at excessive densification pressure [32]. Apart from board density, water vapor in fiber composite may also influence the high IB value of BFC from 850 kg/m³. According to Li et al. [33], when density of fiber increases over its optimum point, water vapors in fibers evaporate slowly. Water vapor cannot be sufficiently evaporated from the composite, and this situation prevents the hardening of the black liquor in the core layer. The bonding between core fibers was also decreased. Different mechanisms were observed in the BFC produced with 175 s/mm pressing parameter. The maximum core steam pressure generated during hot pressing is linearly related to panel strength [34]. High core steam pressure reduced the strength performance, most probably caused by the possible tendency of the board to blow during hot press. Due to longer pressing time, BFC with 175 s/mm hot pressing time and 950 kg/m³ board density caused complete water evaporation that may result in the prevention of black liquor hardening and finally decreased fiber bonding. This is expected to be a reason for the reduction in strength performance of the board with higher density and longer pressing time.
3.2 Microstructure Characteristics
Fig. 4 shows SEM micrograph of BFC from different board densities. When comparing Figs. 4a and 4d, it is observed that BFC samples from 950 kg/m³ board density are more compact than 850 kg/m³, due to the high weight/volume ratio of bamboo fibers. However, as can be seen in Figs. 4d, 4e and 4f, most of the fibers in BFC samples from 950 kg/m³ board density were cracked. High densification condition has sheared most of individual fibers in BFC samples.

Figure 4: SEM micrograph of BFC samples from 850 kg/m³ (a, b, c) and 950 kg/m³ board density groups (d, e, f) at different magnifications
Unlike 950 kg/m³, most of the fibers in BFC samples with 850 kg/m³ board density remained intact despite high pressure (Figs. 4a, 4b and 4c). According to Camlibel et al. [35], process parameter and hot-pressing criteria in fiber-based composite board production affect the optimum consistency of board properties. In relation with this study, the fibers sustain their homogeneity in term of microstructure arrangement at 850 kg/m3. Therefore, in most cases, BFC from 850 kg/m3 density group offered better strength values compared to 950 kg/m³.
Fig. 4c focuses that most of the bamboo fibers were interlocked to each other, rationale of the high mechanical properties of the BFC from 850 kg/m3. A similar mechanical interlocking was previously reported by Rokiah et al. [19] in the case of naturally-bonded particleboard from oil palm trunk. The microstructure orientation of bamboo fiber may also affect the mechanical properties of composite through the creation of frictional force and stress transmission within fibers due to the pressure of the swollen cellulosic fiber [36–38].
Fig. 5 shows the SEM micrograph of BFC samples at different pressing parameters. Microstructure of BFC with pressing parameter of 125 s/mm clarified the heated and cured black liquor due to the pressing temperature (Fig. 5a). It is illustrated that the 175 s/mm pressing parameter has possibly blazed the bamboo fibers (Fig. 5b), which resulted in significant BFC degradation in MOE, MOR (only for 850 kg/m3), IB, and most probably deterioration in black liquor properties. The burnt fibers have probably initiated the inferior bonding strength between the fibers, and thus influenced the reduction in mechanical strength. Another feasible reason for this circumstance is the solid content value of black liquor (37%) may contain approximately another 63% of moisture that affect the inferior strength performance of BFC at 175 s/mm pressing parameter. In this context, fibers may absorb moisture due to their hydrophilic nature. Moisture absorption decreases the fiber strength and bonding. According to Mohammed et al. [39], moisture absorption capacity increases with pressing time of composite. It is inferred that this absorption has initiated microcracks of composite’ fiber bonding that finally reduce the bending and IB strength of BFC. In the next study, pre-treatment approach, e.g., combination of a small amount of nano mineral particle and phenolic resin [40] is possibly to be added in the black liquor to modify the mixture and fiber surface for fiber bonding and hydrophobic improvement.

Figure 5: SEM micrograph of BFC samples at 125 s/mm (a) and 175 s/mm (b)
Fiberboard composite was produced with bamboo fiber and its black liquor. Strength performance and microstructure characteristics of BFC at different composite board densities and pressing parameters were determined. Higher mechanical strength was recorded in BFC from 850 kg/m³ board density group than the one with 950 kg/m³. Moreover, the strong degradation of fiber and black liquor, as indicated in the microscopy observation, was considered as an additional reason for strength reduction in the BFC with higher density and pressing time. Future studies can be focused on the pre-treatment effect on the performance of high-density fibreboard panels from bamboo fibres.
Funding Statement: This research has been partially supported by the Fundamental Research Grant Scheme (FRGS), Ministry of Higher Education Malaysia (Project Code: 600-IRDC/ST/FRGS.5/3/1156) entitled “Strength Properties of Environmental-Friendly Binderless Bamboo Medium Density Fibreboard (bBMDF)”.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Frihart, C. R., Chaffee, T. L., Wescott, J. M. (2020). Long-term formaldehyde emission potential from UF- and NAF-bonded particleboards. Polymers, 12, 1852. DOI 10.3390/polym12081852. [Google Scholar] [CrossRef]
2. Laemsak, N., Okuma, M. (2000). Development of boards made from oil palm frond. II. Properties of binderless boards from steam-exploded fibers of oil palm frond. Journal of Wood Science, 46, 322–326. DOI 10.1007/BF00766224. [Google Scholar] [CrossRef]
3. Mobarak, F., Fahmy, Y., Augustin, H. (1982). Binderless lignocelluloses composite from bagasse and mechanism of self-bonding. Holzforschung, 36, 131–135. DOI 10.1515/hfsg.1982.36.3.131. [Google Scholar] [CrossRef]
4. Espiloy, Z. B. (1992). Properties affecting bamboo utilization. Proceeding of the International Symposium on Industrial Use of Bamboo, Bamboo and Its Use, pp. 139–142. International Tropical Timber Organization, Chinese Academy of Forestry, China. [Google Scholar]
5. Tewari, D. N. (1993). Monograph on bamboo. India: International Book Distributors. [Google Scholar]
6. Wong, K. M. (1995). The bamboo of peninsular Malaysia, Forest Research Institute Malaysia (FRIMMalaysia. [Google Scholar]
7. Abdelrazak, O., Abd. Latif, M., Liese, W., Norini, H. (1995). Planting and utilization of bamboo in peninsular Malaysia. Research Pamphlet No. 118. Forest Research Institute Malaysia (FRIMMalaysia. [Google Scholar]
8. Jamaludin, K., Abdul Jalil, A., Ashari, A. J., Abd. Latif, M. (1992). Variation in specific gravity of 1, 2 and 3 year old gigantochloa scortechinii (buloh semantan). Proceeding of the Seminar, National Bamboo Seminar, pp. 182–187. Forest Research Institute Malaysia (FRIM), Malaysia. [Google Scholar]
9. Liese, W., Weiner, G. (1996). Ageing of bamboo culms. A review. Wood Science and Technology, 30, 77–89. DOI 10.1007/BF00224958. [Google Scholar] [CrossRef]
10. Hsiung, W. (1991). Prospects for bamboo development in the world. Journal of the American Bamboo Society, 8(1–2), 169–177. [Google Scholar]
11. Liese, W. (1980). Anatomy of bamboo. Proceeding of a Workshop, Bamboo Research in Asia, pp. 161–172. International Development Research Centre, Canada. [Google Scholar]
12. Runge, T. M., Paul, S. (2015). Desilication of bamboo for pulp production. Tappi Journal, 14(11), 743–749. DOI 10.32964/TJournal. [Google Scholar] [CrossRef]
13. Yue, X., Du, X., Xu, Y., (2017). Rheological properties of thick kraft black liquor at high temperature with the addition of sodium aluminate. BioResources, 12(4), 9357–9365. DOI 10.15376/biores.12.4.9357-9365. [Google Scholar] [CrossRef]
14. Xu, Y., Zhang, W., Yue, X., Zhang, D. (2016). Determination of aluminum in bamboo pulp black liquor by ICP-AES. BioResources, 11(2), 3964–3971. DOI 10.15376/biores.11.2.3964-3971. [Google Scholar] [CrossRef]
15. Xu, Y., Zhang, W., Yue, X., Zhang, D. (2015). Silica removal using aluminium sulphate and sodium aluminate during the bamboo cooking process. BioResources, 10(4), 7704–7714. DOI 10.15376/biores.10.4.7704-7714. [Google Scholar] [CrossRef]
16. Cardoso, M., de Oliveira, E. D., Passos, M. L. (2009). Chemical composition and physical properties of black liquors and their effects on liquor recovery operation in Brazilian pulp mills. Fuel, 88(4), 756–763. DOI 10.1016/j.fuel.2008.10.016. [Google Scholar] [CrossRef]
17. Matsumoto, S., Yamazaki, T., Takemura, I. (2001). Development of using technique for unused ligneous material: Forming woodenboard without adhesive. Saitama Prefecture Industrial Technology Center Report, 3, 1–4 (in Japanese). [Google Scholar]
18. Wang, B., Li, D. L., Chen, T. Y., Qin, Z. Y., Peng, W. X. et al. (2017). Understanding the mechanism of self-bonding of bamboo binderless boards: Investigating the structural changes of lignin macromolecule during the molding pressing process. BioResources, 12(1), 514–532. DOI 10.15376/biore.12.1.514-532. [Google Scholar] [CrossRef]
19. Rokiah, H., Norhafizah, S., Othman, S., Tomoko, S., Salim, H. et al. (2010). Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Materials and Design, 31, 4251–4257. DOI 10.1016/j.matdes.2010.04.012. [Google Scholar] [CrossRef]
20. Widyorini, R., Xu, J., Umemura, K., Kawai, S. (2005). Manufacture and properties of binderless particleboard from bagasse I: Effect of raw material type, storage methods and manufacturing process. The 5th International Wood Science SymposiumKyoto, Japan. [Google Scholar]
21. Velásquez, J., Ferrando, F., Salvado, J. (2002). Binderless fiberboard from steam exploded miscanthus sinensis: The effect of a grinding process. European Journal of Wood and Wood Products (Holz als Roh-und Werkstoff), 60, 297–302. DOI 10.1007/s00107-002-0304-2. [Google Scholar] [CrossRef]
22. Christy, E. O., Soemarno, S. H., Soehardjono, A. (2021). Binderless bark particleboard made from gelam (Melaleuca viridiflora sol. ex gaertn.) bark waste: The effect of the pressing temperature on its mechanical and physical properties. BioResources, 16(2), 4171–4199. [Google Scholar]
23. Nitu, I. P., Islam, M. N., Ashaduzzaman, M., Amin, M. K., Shams, M. I. (2020). Optimization of processing parameters for the manufacturing of jute stick binderless particleboard. Journal of Wood Science volume, 66, 65. DOI 10.1186/s10086-020-01913-z. [Google Scholar] [CrossRef]
24. Razak, W., Hashim, W. S., Wan Tarmeze, W. A., Mohd Tamizi, M. (1997). Industri pembuatan pepapan laminasi buluh. FRIM Technical Information Handbook No. 11, Forest Research Institute Malaysia (FRIMMalaysia. [Google Scholar]
25. British Standard BS EN 310: 1993 (1993). Wood-based panels–Determination of elasticity in bending and of bending strength. London, UK: British Standard Institution. [Google Scholar]
26. British Standard BS EN 319: 1993 (1993). Particleboards and fiberboard–Determination of tensile strength perpendicular to the plane of the board. London, UK: British Standard Institution. [Google Scholar]
27. British Standard BS EN 622. (2006). High density fiberboard basic properties. London, UK: British Standard Institution. [Google Scholar]
28. Wong, E. D., Zhang, M., Wang, Q., Han, G., Kawai, S. (2000). Formation of the density profile and its effects on the properties of fiberboard. Journal of Wood Science, (46), 202–209. DOI 10.1007/BF00776450. [Google Scholar] [CrossRef]
29. Gul, W., Khan, A., Shakoor, A. (2017). Impact of hot pressing temperature on medium density fiberboard (MDF) performance. Advances in Materials Science and Engineering, 2017, 1–6. DOI 10.1155/2017/4056360. [Google Scholar] [CrossRef]
30. Iswanto, A. H., Febrianto, F., Hadi, Y. S., Ruhendi, S., Hermawan, D. (2013). The effect of pressing temperature and time on the quality of particle board made from jatropha fruit hulls treated in acidic condition. Makara Seri Teknologi, 17(3), 145–151. DOI 10.7454/mst.v17i3.2930. [Google Scholar] [CrossRef]
31. Winandy, J. E., Krzysik, A. M. (2007). Thermal degradation of wood fibers during hot-pressing of mdf composites: Part I, relative effects and benefits of thermal exposure. Wood and Fiber Science, 39(3), 450–461. [Google Scholar]
32. Bao, M. Z., Huang, X. N. , Jiang, M. L., Yu, W. J., Yu, Y. L. (2017). Effect of thermo-hydro-mechanical densification on microstructure and properties of poplar wood (Populus tomentosa). Journal of Wood Science, 63, 591–605. DOI 10.1007/s10086-017-1661-0. [Google Scholar] [CrossRef]
33. Li, X., Li, Y., Zhong, Z., Wang, D., Ratto, J. A. et al. (2009). Mechanical and water soaking properties of medium density fiberboard with wood fiber and soybean protein adhesive. Journal of Bioresource Technology, 100(4), 3556–3562. DOI 10.1016/j.biortech.2009.02.048. [Google Scholar] [CrossRef]
34. Zhiyong, C., James, H. M., Jerrold, E. W. (2006). Effect of panel density and mat moisture content on processing medium density fiberboard. Forest Product Journal, 56(10), 20–25. [Google Scholar]
35. Camlibel, O., Akgul, M. (2020). Mechanical and physical properties of medium density fibreboard with calcite additive. Wood Research, 65(2), 231–244. DOI 10.37763/wr.1336-4561/. [Google Scholar] [CrossRef]
36. Frybort, S., Mauritz, R., Teischinger, A., Muller, U. (2008). Cement bonded composite–A mechanical review. BioResources, 2008, (3), 602–626. [Google Scholar]
37. Quintana, G., Velàsquez, J., Betancourt, S., Ganan, P. (2009). Binderless fiberboard from steam exploded banana bunch. Industrial Crops and Products, 29, 60–66. DOI 10.1016/j.indcrop.2008.04.007. [Google Scholar] [CrossRef]
38. Luo, H., Yue, L., Wang, N., Zhang, H., Lu, X. (2014). Manufacture of binderless fiberboard made from bamboo processing residues by steam explosion pretreatment. Wood Research, 59(5), 861–870. [Google Scholar]
39. Mohammed, L., Ansari, M. N. M., Pua, G., Jawaid, M., Islam, M. S. (2015). A review on natural fiber reinforced polymer composite and its applications. International Journal of Polymer Science, 2015, 1–15. DOI 10.1155/2015/243947. [Google Scholar] [CrossRef]
40. Lou, Z., Han, X., Liu, J., Ma, Q., Yan, H. et al. (2021). Nano-Fe3O4/bamboo bundles/phenolic resin oriented recombination ternary composite with enhanced multiple functions. Composites Part B: Engineering, 226(1), 109335. DOI 10.1016/j.compositesb.2021.109335. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |