| Journal of Renewable Materials |
DOI: 10.32604/jrm.2022.017923
ARTICLE
Lignocellulosic Micro and Nanofibrillated Cellulose Produced by Steam Explosion for Wood Adhesive Formulations
1Laboratoire d’Etude et de Recherches sur le Matériau Bois–Green Process For Wood (LERMaB-GP4W), Faculté des Sciences et Technologies, Université de Lorraine, Vandœuvre-lès-Nancy, France
2Laboratoire de Génie des Procédés Papetiers (LGP2), Saint Martin D’Hères, France
3Unidad de Desarrollo Tecnológico (UDT), Universidad de Concepción, Coronel, Chile
4Centre d’Essais TEchnique LORrain (CETELOR), Épinal, France
*Corresponding Author: Nicolas Brosse. Email: nicolas.brosse@univ-lorraine.fr
Received: 22 June 2021; Accepted: 16 July 2021
Abstract: The reinforcing impact of Lignocellulosic micro and nanofibrillated cellulose (L-MNFCs) obtained from Eucalyptus Globulus bark in Urea-Formaldehyde UF adhesive was tested. L-MNFCs were prepared by an environmentally friendly, low-cost process using a combination process involving steam explosion followed by refining and ultra-fine grinding. Obtained L-MNFCs showed a web-like morphology with some aggregates and lignin nanodroplets. They present a mixture of residual fibers and fine elements with a width varying between 5 nm to 20 μm, respectively. The effects of the addition of low amounts of L-MNFCs (1% wt.) on the properties of three different adhesives (Urea-Formaldehyde UF, Phenol-Formaldehyde PF, and Tannin-Hexamine TH) were studied by the evolution of the pH, the viscosity, and the mechanical properties. Results showed that the viscosity of PF and UF adhesives increased with the addition of L-MNFCs, unlike TH. Meanwhile, the addition led to better mechanical behavior for the three adhesives. Particleboards were then prepared using modified UF with L-MNFCs and tested. Results showed that an amount of 1% wt. of L-MNFCs was sufficient to increase the internal bonding by ≈67%, the modulus of elasticity by ≈43%, and the modulus of rupture by ≈29%.
Keywords: Lignocellulosic microfibrils; Eucalyptus globulus bark; wood adhesives; steam explosion; wood panels
Cellulose is used in many new applications because of its outstanding properties, especially at the nanoscale. Owing to their high specific surface area, micro and nano fibrillated cellulose (MNFC) exhibit attractive physical and mechanical properties [1,2]. MNFCs are generally produced by the combination of different processes, which mainly by mechanical treatments, i.e., homogenization, grinding, refining, extrusion and steam explosion [3–9].
The crystalline part of cellulose has an elastic modulus of about 138 GPa and a strength of up to 10 GPa [10]. Therefore, a combination of MNFCs with other materials is widely studied to improve their performance. Indeed, MNFCs can be used to replace oil-based products in different applications like nanocomposites, films, or nanopapers [2,11,12]. However, the high cost of the production process of MNFCs is the most important obstacle for their broad utilization.
In most of the papers, MNFCs are produced using bleached pulps (lignin-free pulps) [13]. Several papers have shown that MNFCs can be also produced from unbleached or partially bleached pulps. In this case, they are referred to as lignocellulosic micro and nanofibrillated cellulose (L-MNFCs). Solala et al. [14] showed in their review paper that L-MNFCs can be extracted from different lignocellulosic sources such as empty palm fruit bunches, wheat straw, banana, jute, pineapple, triticale straw, sunflower stalks, bamboo. In previous work in our team, we worked on the valorization of Eucalyptus Globulus bark, a harvesting residue, as a feedstock for the extraction of L-MNFCs using steam explosion (SteamEx) pretreatment [15]. Compared to bleached pulps, unbleached lignocellulosic materials have many advantages including the use of low-cost feedstock and production process (about 50% cost reduction) and the use of an environmentally-friendly process (elimination of chemicals used for bleaching) [16]. To the best of our knowledge, no sufficient works were published to valorize the low-cost L-MNFCs in terms of applications.
Using MNFC as an additive to wood adhesives remains a novel area of research, with the first articles published in 2009 and 2010 [10]. In a study, Veigel et al. [17] prepared oriented strand board using fortified adhesives with cellulose nanofibrils (CNF). They concluded that the addition of 1% wt. CNF suspension leads to optimal performance in adhesives when tested against 0% and 3% wt. suspensions. The 1% wt. suspension showed the best internal bonding and bending strength. Jiang et al. [18] produced similar results with a 0.96% CNF suspension performing the best against 0.64% and 1.28%, even though starch-based adhesives were used for that study. These authors also concluded that the addition of CNF greatly increases the adhesive viscosity, which therefore the addition of CNF is limited to a certain concentration. Previously, in our team, Cui et al. [19] showed that the addition of CNF to tannin-based adhesives enhances the mechanical properties of the produced panels. Thermomechanical analysis has demonstrated that tannin-based adhesives reinforced with 2% CNF displayed the best mechanical resistance performance. Thermomechanical analysis results were confirmed by the results of the internal bonding strength, modulus of elasticity, and modulus of rupture of particleboards produced with these tannin-based adhesives. The presence of CNF seems not to affect the water resistance of the produced particleboards.
This paper presents the utilization of low-cost L-MNFCs produced by steam explosion to valorize Eucalyptus Globulus barks, a harvesting residue, in wood adhesive applications. The originality of the project is the valorization of L-MNFCs isolated from raw Eucalyptus bark by a low-cost process. The effect of L-MNFCs on the physical and mechanical properties of Urea-Formaldehyde, Phenol-Formaldehyde, and Tannin-Hexamine adhesives is examined. The production and the characterization of wood panels using Urea-formaldehyde adhesives reinforced with L-MNFCs are also described.
For the preliminary study, Tannin-Hexamine (TH), Phenol-Formaldehyde (PF), and Urea-Formaldehyde (UF) adhesives were used. Tannin was extracted with hot water from Pinus radiata bark provided by ACCSA sawmill (Los Ángeles, Chile). Commercial PF and UF adhesives were obtained from Resinas del Bío-Bío S.A. (Coronel, Chile). L-MNFCs were produced from Eucalyptus Globulus bark following the method proposed in previous work [15]. For comparative purposes, bleached MNFC produced at UDT from bleached eucalyptus pulp (CMPC S.A.) were also used. For the validation test, particleboards were produced using UF adhesive and wood particles provided by Companie Française du Panneau (CFP), Lure, France.
2.2 Preliminary Adhesive Tests
Tannin-hexamine adhesive obtained from tannin powder (93.5% wt.) was mixed with hexamine (40% concentration) to get 7% hexamine solids with respect to solids percentage of tannin. Water was then added to obtain a mixture with a solid content of 35% wt. The PF as well as the UF adhesives were already in liquid form.
1% wt. of L-MNFC and bleached MNFCs gels with respect to the percent of solids in each adhesive was added in all trials, apart from the control samples (which were not reinforced with any material). Deionized water was added to achieve equal moisture between samples. An Ultra Turrax device was used to mix the samples for 1–2 min at 8,000 rpm and room temperature.
The pH of each modified adhesive sample was tested using a Hanna pH meter by Equilab.
The samples were heated to 25°C, and the viscosity was then measured using a rotational viscometer by Fungilab, model Smart L, set to 20 rpm using spindle TL7.
The adhesives’ bond strengths were tested using an Automated Bonding Evaluation System (ABES) machine. This machine allows obtaining both the curing kinetics and the performance of the adhesive bond in a vast variety of conditions of temperature and pressing time. To carry out the tests, the adhesives were applied to wood veneers with a marked area of 100 mm2. The spread rate of the adhesive was studied at 100, 150, and 200 g/m2 and was analyzed for 30, 60, 90, and 120 s at 160°C. A computer connected to the ABES machine collected strength data through the ABES software.
2.3 Particleboards Preparation and Testing
For adhesive reinforcement, three dosage levels of L-MNFC (0.5%, 1.0%, and 1.5% wt.) in the gel form (to prevent agglomeration) were incorporated into the UF adhesive. UF without L-MNFC represents the comparative standard. Mixtures were prepared manually.
To test prepared mixtures, 25 milligrams of mixtures were coated on one side of two wood chips with dimensions of 5 mm × 20 mm. The modulus of elasticity was measured by a thermal mechanical analyzer (Mettler TMA 40) equipped with a data processing software (STARe). The tests were performed with a heating rate of 10 °C/min from 25 to 250°C and three-point bending TMA mode.
One-layer particleboards of 350 × 350 × 14 mm3 dimensions were prepared by heat pressing at 25 kg/cm2 (maximum pressure), and 195°C for 7.5 min. 10% wt. (based on dry wood particles) of the adhesive were added. The particleboards were tested according to the international European standard to measure the internal bonding strength in the dry state EN 312. The modulus of elasticity and the modulus of rupture were determined according to the EN 310. The thickness swelling after 24 h immersion in cold water was determined according to the EN 317.
In previous work, we discussed the production of L-MNFCs using an environmentally friendly combinative process. Unbleached Eucalyptus Globulus bark was pretreated by steam explosion (200°C, 8 min) in alkali conditions (20% wt.). Obtained pulp was refined and ground in an ultra-fine grinder until the formation of L-MNFCs gels. The procedure and the comprehensive characterization of unbleached L-MNFCs were described in a previous paper [15]. Tab. 1 summarizes the composition and characteristics of the obtained L-MNFCs.

Results in Tab. 1 show that the obtained L-MNFCs contain 24%–26% cellulose, 4.5% hemicelluloses, and 3%–4% lignin. The gels are composed of residual fibers and fine elements (lengths lower than 200 μm) with a ratio fines/residual fiber of 1.25 × 103. After ultrafine grinding, residual fibers and fine elements have a length of 300 μm and 22 μm, respectively. Concerning the width, it was seen that obtained gels contain 1%–2% wt. residual fibers with a width of 22 μm and 98%–99% wt. fine elements with a width of 5 nm–100 nm. These results show that the L-MNFC produced are composed of macro, micro, and nano-lignocellulosic fibers.
AFM analysis showed the gels are formed of aggregated L-MNFCs with some isolated fibrils with the presence of nanodroplets of lignin (Fig. 1B). AFM images of obtained L-MNFC are shown in Fig. 1.
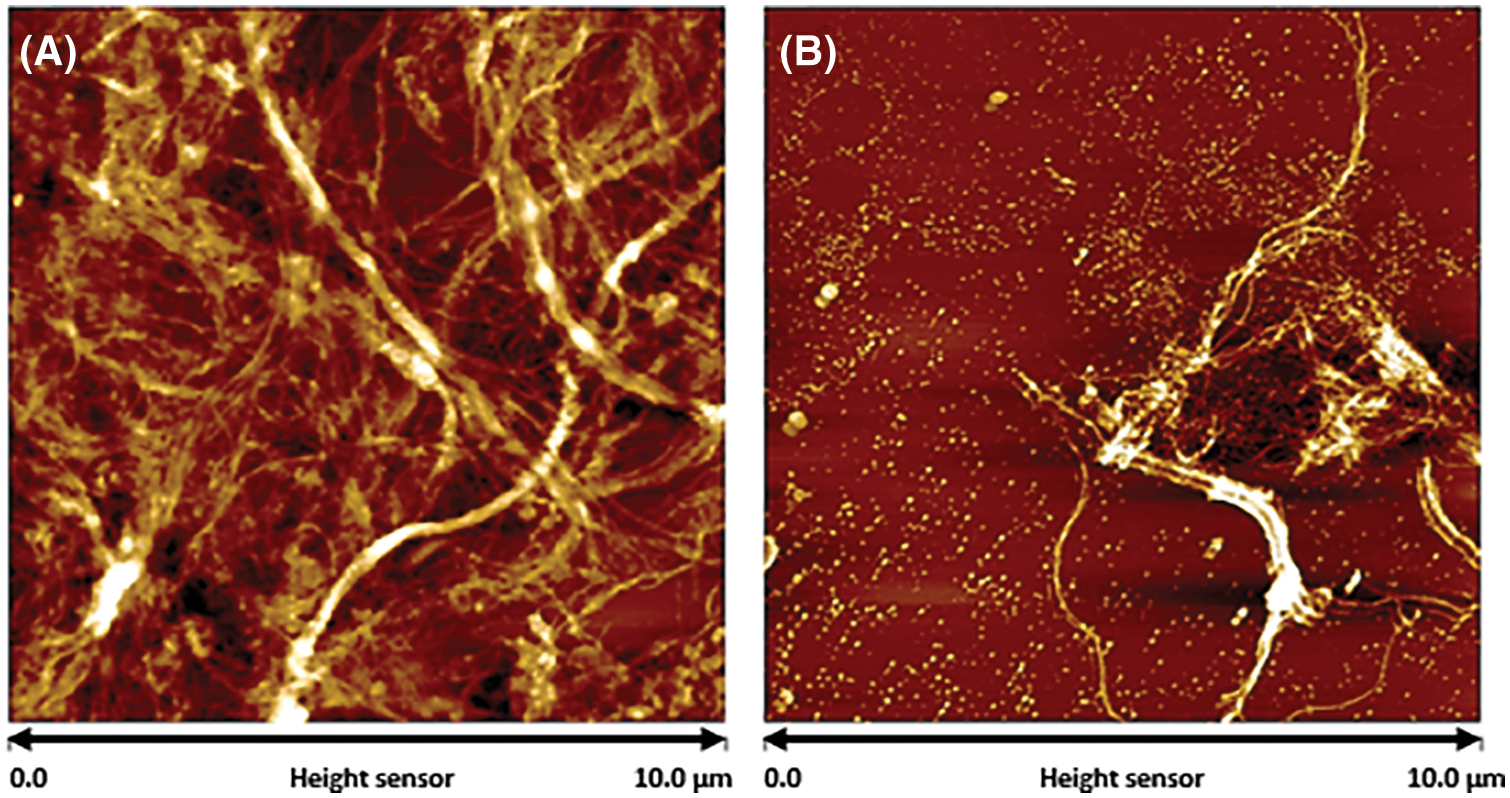
Figure 1: AFM height images of L-MNFC (A) diluted to 103% wt., (B) diluted to 105% wt.
Adhesive formulations of PF, UF, and TH containing 1% wt. of L-MNFC or bleached MNFCs were prepared and characterized. Tab. 2 gives the viscosity and pH of all the formulations studied.

Tab. 2 shows that no significant change in the pH values was observed. Results show a strong increase in viscosity with the addition of L-MNFCs into PF and UF adhesives from 663 cP to 2,089 cP and from 568 cP to 1,567 cP, respectively. It was also observed that the viscosity increased from 663 cP to 1874 cP and from 568 cP to 1,345 cP for the addition of bleached MNFCs into PF and UF adhesives, respectively. This increase in viscosity is the result of a strong inter-fibers bonding in the matrix. Interestingly, L-MNFCs resulted in a higher viscosity increase than bleached ones. For TH the opposite trend was observed with a decrease of viscosity with the addition of bleached and L-MNFCs (from 850 cP to 628 and 411 cP, respectively). It can be deduced that the addition of MNFCs or L-MNFCs to the adhesives causes a viscosity increase. Cellulose fibrils have a slightly negatively charged surface that causes repulsion between the fibers. Karppinen [20] showed that at a low pH there is a high viscosity and low surface charge, indicating a strong fiber network. When the pH increased, the surface charge increased, and the viscosity decreased. At a very high pH, carboxylic groups and hydroxyl groups of cellulose dissociate into negatively charged groups leading to a viscosity increase. This tendency suggests that the PF and UF samples, with their high pH values, should have a high viscosity. However, the TH samples had a moderate pH and did show lower viscosities and lower bonding strengths than PF.
The adhesives bond strengths were tested for all the formulations. The evolutions of bond strengths (in N/m2) as a function of the dosage of the adhesive (in g/mm2) are given in Fig. 2. PF and UF adhesives led to comparable results (6 N/m2–8 N/m2) significantly better than those obtained with TH (2 N/m2–3 N/m2). It appears that the addition of MNFCs and L-MNFCs improved the bonding strength. This can be explained by the fact that MNFCs and L-MNFCs play an important role in the impact resistance of the adhesive. They act as a load transfer medium so they can resist crack propagation [21]. Moreover, it was found in this work that the use of low-cost L-MNFCs produced by steam explosion from unbleached Eucalyptus Globulus bark gives promising results, especially for the UF adhesive.
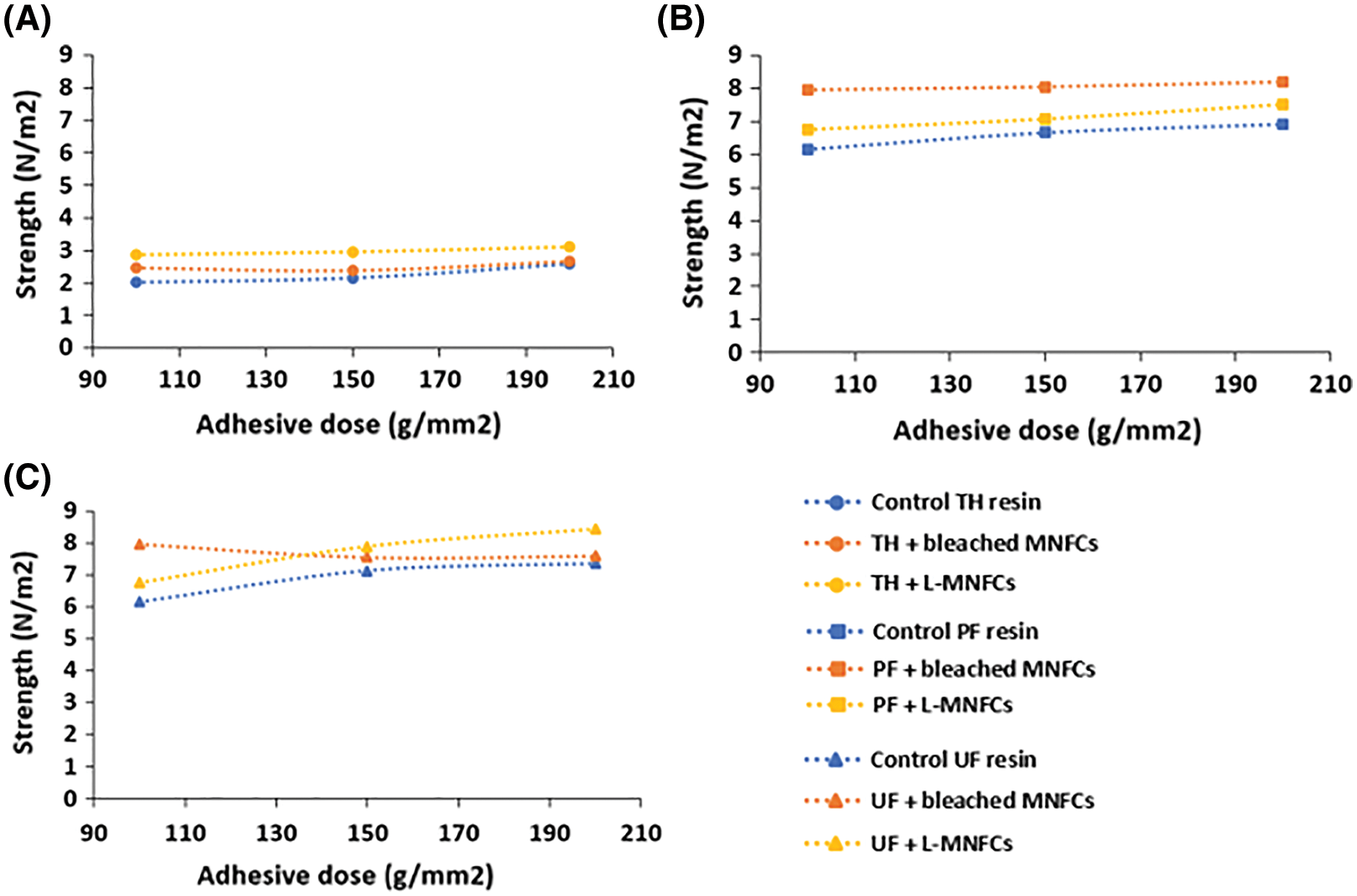
Figure 2: Evolution of the adhesive’s strengths with the dosage of (A) TH, (B) PF and (C) UF adhesives modified with 1% wt. L-MNFCs and bleached MNFCs at 160°C for 90 s
The influence of the content of L-MNFCs (0%–1.5% wt.) in UF adhesive on the mechanical strength has been studied by a thermomechanical analysis in bending according to a technique already reported in previous work [19]. The evolution of the modulus of elasticity for UF adhesive in the function of the temperature is shown in Fig. 3. It appears that the addition of L-MNFCs can enhance the mechanical properties. 1% of L-MNFCs gives the best performance with a maximum modulus of elasticity value of 4,900 MPa. When the content increases further than 1%, the performance of the adhesive decreases. That can be explained by the decrease in the content of the adhesive (replaced by L-MNFCs) leading to the decrease of the mechanical properties.
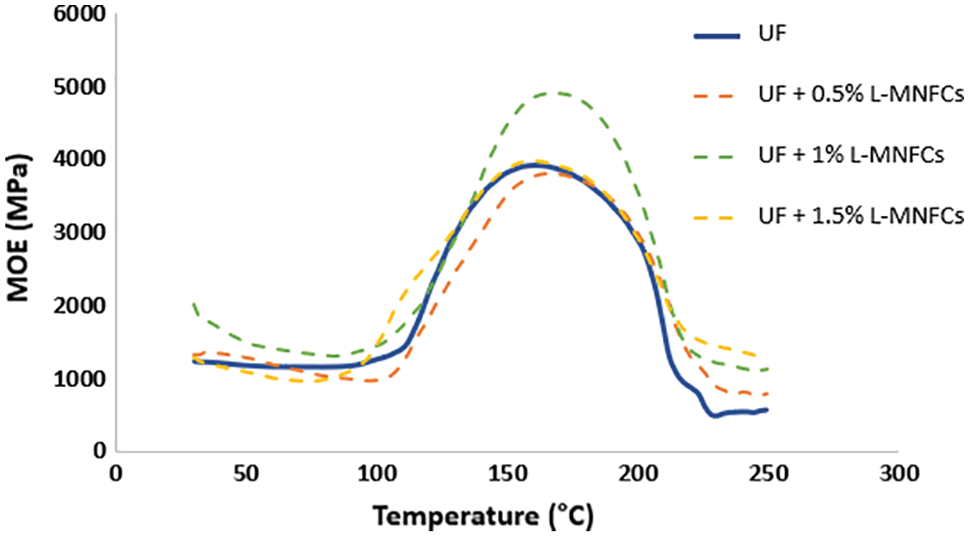
Figure 3: Thermomechanical analysis of UF adhesive with and without L-MNFCs
3.3 Mechanical Properties of Particleboards Prepared with UF Adhesives Modified or Not by Addition of MNFCs
One-layer wood particleboards were prepared using a UF adhesive containing from 0% wt. to 1.5% wt. of L-MNFCs. The data in Fig. 4A shows the internal bonding and the data in Fig. 4B the modulus of elasticity and the modulus of rupture of the particleboard with and without the addition of L-MNFCs into the adhesive formulation. Results showed the addition of L-MNFCs in the adhesive formulation improved the panel strength. That can be explained by the stress transfer from the UF adhesive into the L-MNFCs and by the increased wood-adhesive interaction due to the reaction of the methylol groups of UF adhesive and the hydroxyl groups of L-MNFCs [22,23]. The highest internal bonding strength values (0.4–0.5 MPa) were obtained for the content of L-MNFCs of 0.5% wt. and 1% wt. A further increase in the content of L-MNFCs decreased the internal bonding strength which was still higher than the control panel (0.3 MPa). This is due to the fact that a higher content of added L-MNFCs leads to the formation of agglomeration causing an easier crack propagation into the adhesive matrix [21]. It has also been shown that the modulus of elasticity and modulus of rupture increased with L-MNFCs content, the optimum values being obtained for 0.5% wt.–1% wt.
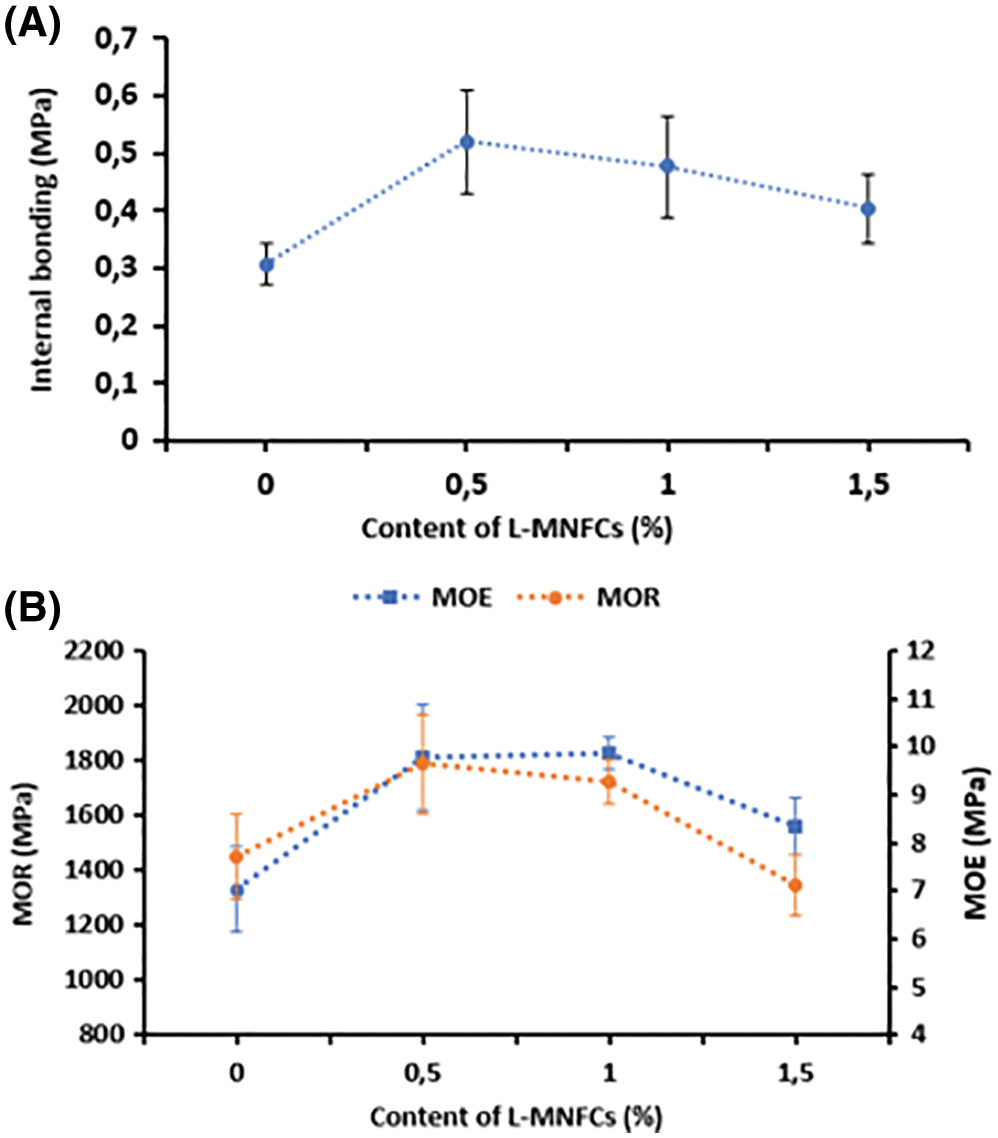
Figure 4: (A) Internal bonding strength of the particleboards prepared with and without L-MNFCs, (B) modulus of elasticity (MOE) and modulus of rupture (MOR) of the particleboards prepared with and without L-MNFCs
In a study, Neelamana et al. [21] added cellulose nanofibers isolated from banana fibers to reinforce PF composites matrix. They found that a small amount of MNFCs induced a significant increase in tensile strength (+142%), flexural strength (+280%), and impact strength (+133%). They attributed this increase to the interconnected web-like structure of the nanofibers. Krishnan et al. [22] studied the effect of cellulose nanofibers on the mechanical properties of polypropylene/polystyrene composites. Tensile modulus of the composite increased by +168% after the addition of 0.5% wt. MNFC.
The evaluation of the water resistance of wood particleboards bonded with UF adhesive reinforced or not with L-MNFCs is shown in Fig. 5. The swelling of the panel after 24 h immersion in cold water slightly decreased after the addition of L-MNFCs. The thickness swelling seems not to be affected by the presence of MNFCs. Cui et al. [19] showed that the addition of MNFCs to tannin adhesives enhances the mechanical properties of the produced particleboards. Best properties were obtained for a 2% wt. MNFCs addition.
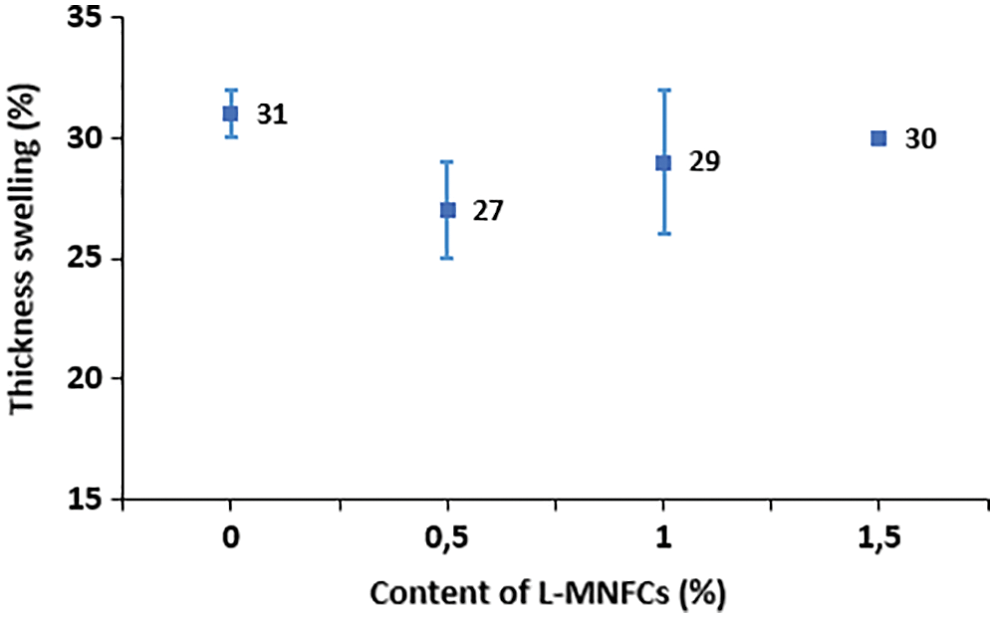
Figure 5: Thickness swelling of the particleboards prepared with and without L-MNFCs
It was demonstrated in this work that the addition of Lignocellulosic micro and nanofibrillated cellulose (L-MNFC) produced by steam explosion from low-cost feedstock to a UF adhesive significantly improved the properties of the adhesive formulation. The addition of 1% wt. of L-MNFCs increased the viscosity and the performance of the adhesive. From the particleboards produced, the measurement of internal bonding strength, moduli of elasticity and rupture, and thickness swelling confirmed this beneficial effect. This study showed that steam explosion of wood coproducts can constitute an easy and cheap way to produce cellulose nanofibers for further industrial applications.
Acknowledgement: Saad NADER gratefully acknowledges Sarah TROILO and the Companie Française du Panneau (CFP), Lure, France for providing us the materials for the wood panel production.
Funding Statement: The authors gratefully acknowledge the financial support of Labex Tec21 and Labex Arbre for the thesis funding. This work was also supported by the Franco-Chilean EcosSud Collaborative Program C18E05, ANID PIA/Apoyo CCTE AFB170007 of Universidad de Concepción.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Klemm, D., Kramer, F., Moritz, S., Lindström, T., Ankerfors, M. et al. (2011). Nanocelluloses: A new family of nature-based materials. Angewandte Chemie International Edition, 50(24), 5438–5466. DOI 10.1002/anie.201001273. [Google Scholar] [CrossRef]
2. Dufresne, A. (2012). Nanocellulose. Berlin, Boston: De Gruyter. [Google Scholar]
3. Nechyporchuk, O., Belgacem, M. N., Bras, J. (2016). Production of cellulose nanofibrils: A review of recent advances. Industrial Crops and Products, 93, 2–25. DOI 10.1016/j.indcrop.2016.02.016. [Google Scholar] [CrossRef]
4. Herrick, F. W., Casebier, R. L., Hamilton, J. K., Sandberg, K. R. (1983). Microfibrillated cellulose: Morphology and accessibility. Journal of Applied Polymer Science: Polymer Symposia (United States37. [Google Scholar]
5. Gane, P. A. C., Schoellkopf, J., Gantenbein, D., Oftringen, S. (2014). Process for the production of nanofibrillar suspensions. US 8,871,057 B2. [Google Scholar]
6. Henriksson, M., Henriksson, G., Berglund, L. A., Lindström, T. (2007). An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. European Polymer Journal, 43(8), 3434–3441. DOI 10.1016/j.eurpolymj.2007.05.038. [Google Scholar] [CrossRef]
7. Ho, T. T. T., Abe, K., Zimmermann, T., Yano, H. (2015). Nanofibrillation of pulp fibers by twin-screw extrusion. Cellulose, 22(1), 421–433. DOI 10.1007/s10570-014-0518-6. [Google Scholar] [CrossRef]
8. Abraham, E., Deepa, B., Pothan, L. A., Jacob, M., Thomas, S. et al. (2011). Extraction of nanocellulose fibrils from lignocellulosic fibres: A novel approach. Carbohydrate Polymers, 86(4), 1468–1475. DOI 10.1016/j.carbpol.2011.06.034. [Google Scholar] [CrossRef]
9. Deepa, B., Abraham, E., Cherian, B. M., Bismarck, A., Blaker, J. J. et al. (2011). Structure, morphology and thermal characteristics of banana nano fibers obtained by steam explosion. Bioresource Technology, 102(2), 1988–1997. DOI 10.1016/j.biortech.2010.09.030. [Google Scholar] [CrossRef]
10. Veigel, S., Müller, U., Keckes, J., Obersriebnig, M., Gindl-Altmutter, W. (2011). Cellulose nanofibrils as filler for adhesives: Effect on specific fracture energy of solid wood-adhesive bonds. Cellulose, 18(5), 1227–1237. DOI 10.1007/s10570-011-9576-1. [Google Scholar] [CrossRef]
11. Ahola, S., Österberg, M., Laine, J. (2008). Cellulose nanofibrils–adsorption with poly(amideamine) epichlorohydrin studied by QCM-D and application as a paper strength additive. Cellulose, 15(2), 303–314. DOI 10.1007/s10570-007-9167-3. [Google Scholar] [CrossRef]
12. Siró, I., Plackett, D. (2010). Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose, 17(3), 459–494. DOI 10.1007/s10570-010-9405-y. [Google Scholar] [CrossRef]
13. Albornoz-Palma, G., Ching, D., Valerio, O., Mendonça, R. T., Pereira, M. (2020). Effect of lignin and hemicellulose on the properties of lignocellulose nanofibril suspensions. Cellulose, 17(3), 459–494. DOI 10.1007/s10570-020-03304-5. [Google Scholar] [CrossRef]
14. Solala, I., Iglesias, M. C., Peresin, M. S. (2020). On the potential of lignin-containing cellulose nanofibrils (LCNFsA review on properties and applications. Cellulose, 27(4), 1853–1877. DOI 10.1007/s10570-019-02899-8. [Google Scholar] [CrossRef]
15. Nader, S., Brosse, N., Khadraoui, M., Fuentealba, C., Ziegler-Devin, I. et al. (2021). Lignocellulosic micro and nanofibrils obtained from eucalyptus globulus barks: Comparative study between steam explosion and conventional cooking (Submitted to be Published). [Google Scholar]
16. Sixta, H. (2006). Handbook of Pulp. Vancouver, Germany: Wiley-VCH Verlag. [Google Scholar]
17. Veigel, S., Rathke, J., Weigl, M., Gindl-Altmutter, W. (2012). Particle board and oriented strand board prepared with nanocellulose-reinforced adhesive. Journal of Nanomaterials, 2012(15), 1–8. DOI 10.1155/2012/158503. [Google Scholar] [CrossRef]
18. Jiang, W., Tomppo, L., Pakarinen, T., Sirviö, J. A., Liimatainen, H. et al. (2018). Effect of cellulose nanofibrils on the bond strength of polyvinyl acetate and starch adhesives for wood. BioResources, 13(2), 2283–2292. DOI 10.15376/biores.13.2.2283-2292. [Google Scholar] [CrossRef]
19. Cui, J., Lu, X., Zhou, X., Chrusciel, L., Deng, Y. et al. (2015). Enhancement of mechanical strength of particleboard using environmentally friendly pine (Pinus pinaster L.) tannin adhesives with cellulose nanofibers. Annals of Forest Science, 72(1), 27–32. DOI 10.1007/s13595-014-0392-2. [Google Scholar] [CrossRef]
20. Karppinen, A. (2018). I am looking to improve My rheology in difficult Ph ranges: Where do I look? https://www.exilva.com/blog/microfibrillated-cellulose-stable-over-wide-ph-range. [Google Scholar]
21. Neelamana, I. K., Thomas, S., Parameswaranpillai, J. (2013). Characteristics of banana fibers and banana fiber reinforced phenol formaldehyde composites-macroscale to nanoscale. Journal of Applied Polymer Science, 130(2), 1239–1246. DOI 10.1002/app.39220. [Google Scholar] [CrossRef]
22. Asha Krishnan, K., Jose, C., Rohith, K. R., George, K. E. (2015). Sisal nanofibril reinforced polypropylene/polystyrene blends: Morphology, mechanical, dynamic mechanical and water transmission studies. Industrial Crops and Products, 71, 173–184. DOI 10.1016/j.indcrop.2015.03.076. [Google Scholar] [CrossRef]
23. Ayrilmis, N., Lee, Y. K., Kwon, J. H., Han, T. H., Kim, H. J. (2016). Formaldehyde emission and VOCs from LVLs produced with three grades of urea-formaldehyde resin modified with nanocellulose. Building and Environment, 97, 82–87. DOI 10.1016/j.buildenv.2015.12.009. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |