DOI:10.32604/jrm.2021.011490
| Journal of Renewable Materials DOI:10.32604/jrm.2021.011490 | |
| Article |
Prediction and Analysis of Surface Quality of Northeast China Ash Wood during Water-Jet Assisted CO2 Laser Cutting
1College of Mechanical and Electrical Engineering, Northeast Forestry University, Harbin, 150040, China
2Forestry and Woodworking Machinery Engineering Technology Center, Northeast Forestry University, Harbin, 150040, China
3College of Mechanical Science and Engineering, Northeast Petroleum University, Daqing, 163318, China
*Corresponding Authors: Chunmei Yang. Email: ycmnefu@126.com; Jiuqing Liu. Email: nefujdljq@163.com
Received: 12 May 2020; Accepted: 13 August 2020
Abstract: As a natural and environmentally friendly renewable material, Northeast China ash wood (NCAW) (Fraxinus mandshurica Rupr.) was cut by water-jet assisted CO2 laser (WACL), the surface quality was evaluated by surface roughness of cut section. The surface roughness was measured by three-dimensional (3D) profilometry. Furthermore, the micromorphology of machined surface was observed by scanning electronic microscopy (SEM). Carbon content changes of machined surface were measured by energy dispersive spectrometer (EDS). A relationship between surface roughness and cutting parameters was established using response surface methodology (RSM). It is concluded that the cutting speed, laser power and water pressure played an important role in surface roughness of cut section. The surface roughness increased as an increase in laser power. It decreased caused by increasing of cutting speed and water pressure. Measurements revealed that the surface quality of NCAW part was improved using the optimized combination of cutting parameters. The established quadratic mathematical model of a good prediction is helpful for matching suitable cutting parameters to obtain expected surface quality.
Keywords: Green machining; water-jet assisted CO2 laser cutting; northeast China ash wood; response surface methodology; surface quality
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
One challenge in modern manufacturing is to phrase down environmental pollution and thus green technologies and manufacturing methods need to be adopted [1]. Laser processing was used for cutting, engraving, drilling, and surface treatment on wood [2–4]. However, the traditional laser processing for wood is based on laser beam of high energy density, causing big heat affected zone on machining area and smoke dust during the process, which affects the surface quality of machined parts [5]. Water-jet assisted laser process can overcome these shortcomings of traditional laser processing, and it has been successfully used to process ceramics of better surface quality, nearly without complex post processing [6]. Therefore, this technology is widely applied in micromachining field [7,8]. Water-jet assisted laser processing will be a potential technology for wood cutting because of its environmental protection and good machining quality.
As a natural and environmentally friendly renewable material, wood is widely used in furniture, building materials, wood products and other fields [9,10]. Especially, some delicate and fine wood products are widely needed, thus, numerous researchers have focused on surface quality of wood. Fukuta et al. [11] studied drilling on wood with lasers of different wavelengths and obtained holes with little ablation. Yusoff et al. [12] used CO2 laser to cut different kinds of wood to study the influence of different cutting parameters on process indexes. The optimal cutting quality was obtained under the optimal cutting conditions. Eltawahni et al. illustrated that the effects of laser power, cutting speed and focusing position on the cutting parameters using CO2 lasers to cut MDF of different thicknesses. Cutting quality was evaluated by measuring kerf width and surface roughness of machined part [13]. Kačík et al. [14] used CO2 laser to radiate the surface of beech through, the surface composition changes of wood were analyzed by Fourier transform infrared spectroscopy (FTIR). Kubovský et al. [15] studied the surface of lime wood through ultraviolet radiation, measured the composition changes of wood surface by ATR-FTIR spectroscopy and observed changes in lignin and cellulose. Barcikowski et al. [16] used microscopy and UV microspectrophotometry to study the heat-affected areas of the cut kerf of particleboard and plywood. The results showed that the size of the heat-affected zone depended on the material and cutting parameters. Yang et al. [17] proposed water-jet assisted YAG laser processing on Korean pine wood, the water jet washed away the residues that remained on the surface of the kerf to improve the surface quality of machined area. Subsequently, they researched the mechanism of water-jet assisted YAG laser processing on wood, and good processing effect was obtained [18]. However, with in-depth research, it is found that wood has better absorption rate of CO2 laser wave and CO2 laser has the advantage of low price [11,19]. Meanwhile, northeast China ash wood (NCAW) is a type of precious hardwood in northeast China with a high density. It is widely applied in the furniture industry because of its beautiful texture and good resistance to decay. Therefore, it is necessary to study the experiment of NCAW during water-jet assisted CO2 laser (WACL) cutting.
Most published papers results revealed the effect of process parameters on forming quality during laser processing. However, these variation law of laser processing may be not suitable for the experiment of NCAW during WACL cutting, and the detailed relationship between cutting parameters and forming quality was not quantitatively evaluated. The cutting speed, laser power and water pressure as process parameters to discuss the surface quality of NCAW during WACL cutting. The surface quality of cut section was evaluated by surface roughness. The model for surface roughness were established by RSM to evaluate quantitatively the connection of input parameters and output parameters. The model will be helpful for obtaining suitable cutting parameter.
Northeast China ash wood (NCAW) (Fraxinus mandshurica Rupr.) was selected for experiment. NCAW specimens (moisture content of 12.42% and dry density was 0.78 g/cm3) were 100 mm × 60 mm × 2 mm (Length × Width× Thickness). Tangential section was chosen for WACL cutting experiment. Specimens were sanded using sandpaper (grit size no. 240).
WACL cutting experiments were conducted using WACL equipment (Fig. 1a). The equipment mainly consists of CO2 laser cutting machine and water-jet assisted CO2 laser device. The laser system is a CO2 laser cutting machine (Baomei Technology Ltd., Jinan, China) equipped with a CO2 laser generator (wavelength of 10.6 μm and maximum laser power output of 80 W). Lens focal length is 63.5 mm. The water-jet assisted system is designed and manufactured by our group. The model of water pump is QL-380 (Hongyuan company, Harbin, China). The diameter of the water jet nozzle is 0.5 mm and the nozzle angle is adjustable. The principle of WACL cutting is to fix NCAW on the working table with a special fixture, move the water-jet assisted CO2 laser system to the processed area by controlling the feed system, turn on the power switch of the water pump, and turn on the laser switch at the same time. The laser beam radiates from the laser to the processing area of the NCAW, and the water-jet in the water pump sprays to the NCAW through the nozzle, and finally the NCAW parts with a certain geometric shape are obtained. In the processing, the distance water-jet focal point lagging behind the laser focal point about 1 mm, which can reduce the direct contact between water jet and laser beam, and prevent the water jet from absorbing too much laser energy, thus avoiding heat loss. The cooling and washing effect of water jet provides a guarantee for improving the size accuracy and surface quality of NCAW during WACL cutting. The process direction was along the fiber of NCAW by a single pass. The specimen and process method are shown in Fig. 1b.
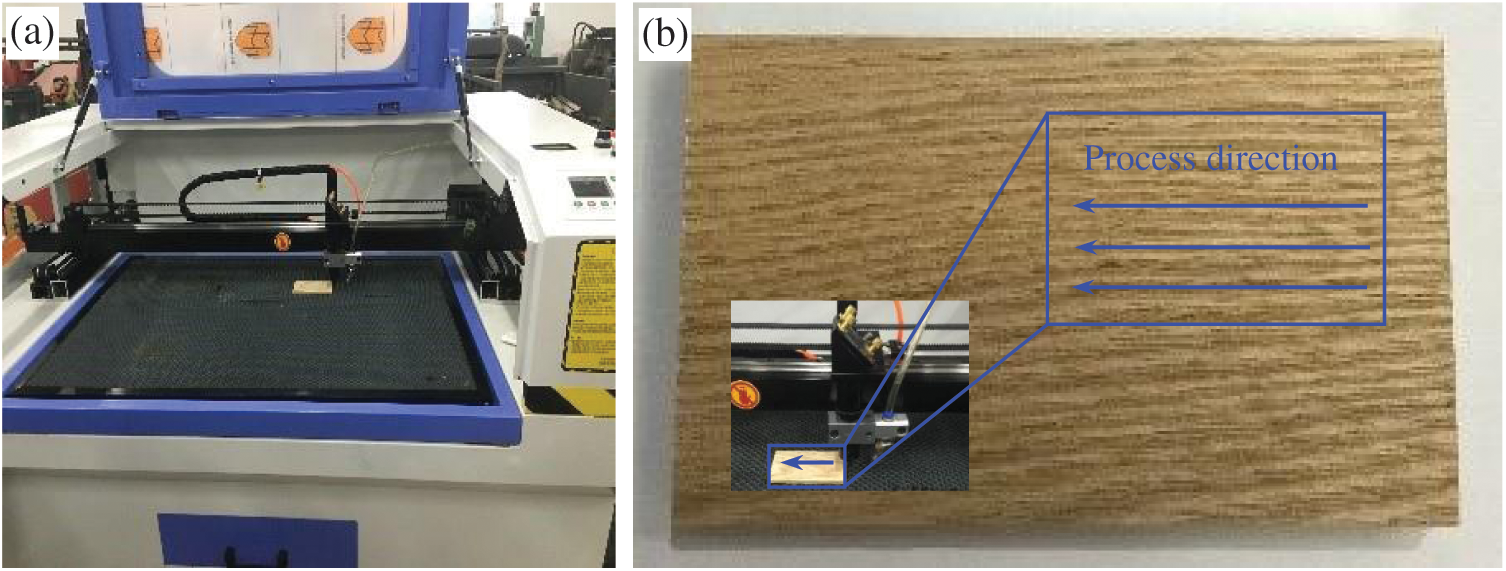
Figure 1: Equipment and process method. (a) Equipment, (b) Specimen and process method
Surface roughnesses of the cut sections of NCAW parts with different cutting parameters were measured using three-dimensional (3D) profilometry (Zeiss Axio Scope. A1 microscope, Carl Zeiss AG, Oberkochen, Germany). The cross sections of NCAW parts were sputtered with gold first because specimens were non-conductive. Then they were scanned using a FEI Quanta200 SEM (Dutch company, Amsterdam, Netherlands). A part of specimen was observed. The SEM figures of the NCAW parts morphologies were obtained. In order to reveal the mechanism of surface quality change, energy dispersive spectrometer (EDS) was used to analyze the content changes in chemical composition of machined surface.
The effects of cutting parameters on surface roughness of NCAW kerf was investigated by Box-Behnken design (BBD). The experimental plan was conducted by Design-Expert Software (V8.0.6). Eq. (1) shows a model of the WACL cutting.

where b0 represents the free term of the regression equation; bi and bii stand for the linear and quadratic terms; bij represents the interacting terms [20]. The effects of cutting speed, laser power and water pressure on surface roughness during WACL cutting were assessed.
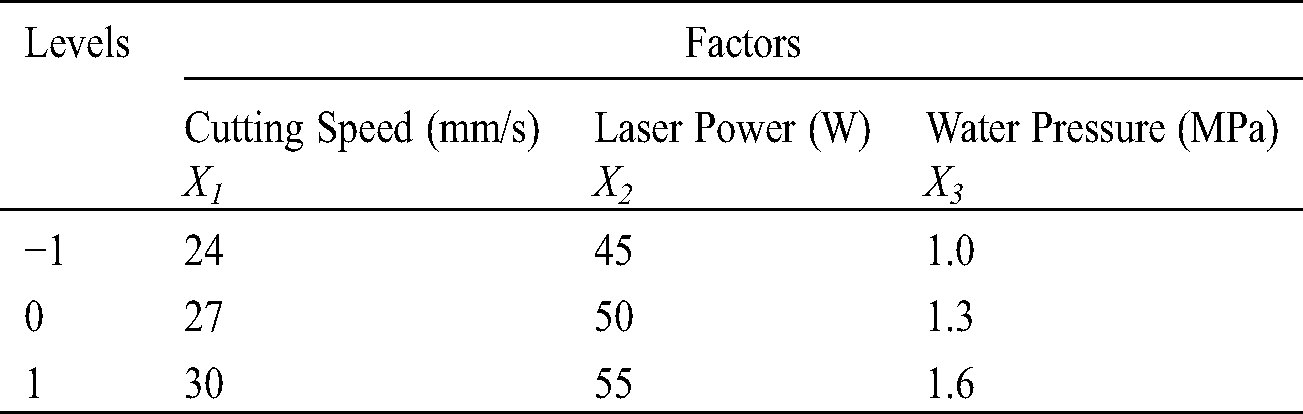
In this study, the WACL cutting experiments on NCAW were processed at three levels. Tab. 1 demonstrated the factors and levels.
Table 1: Factors and levels of water-jet assisted CO2 laser (WACL)
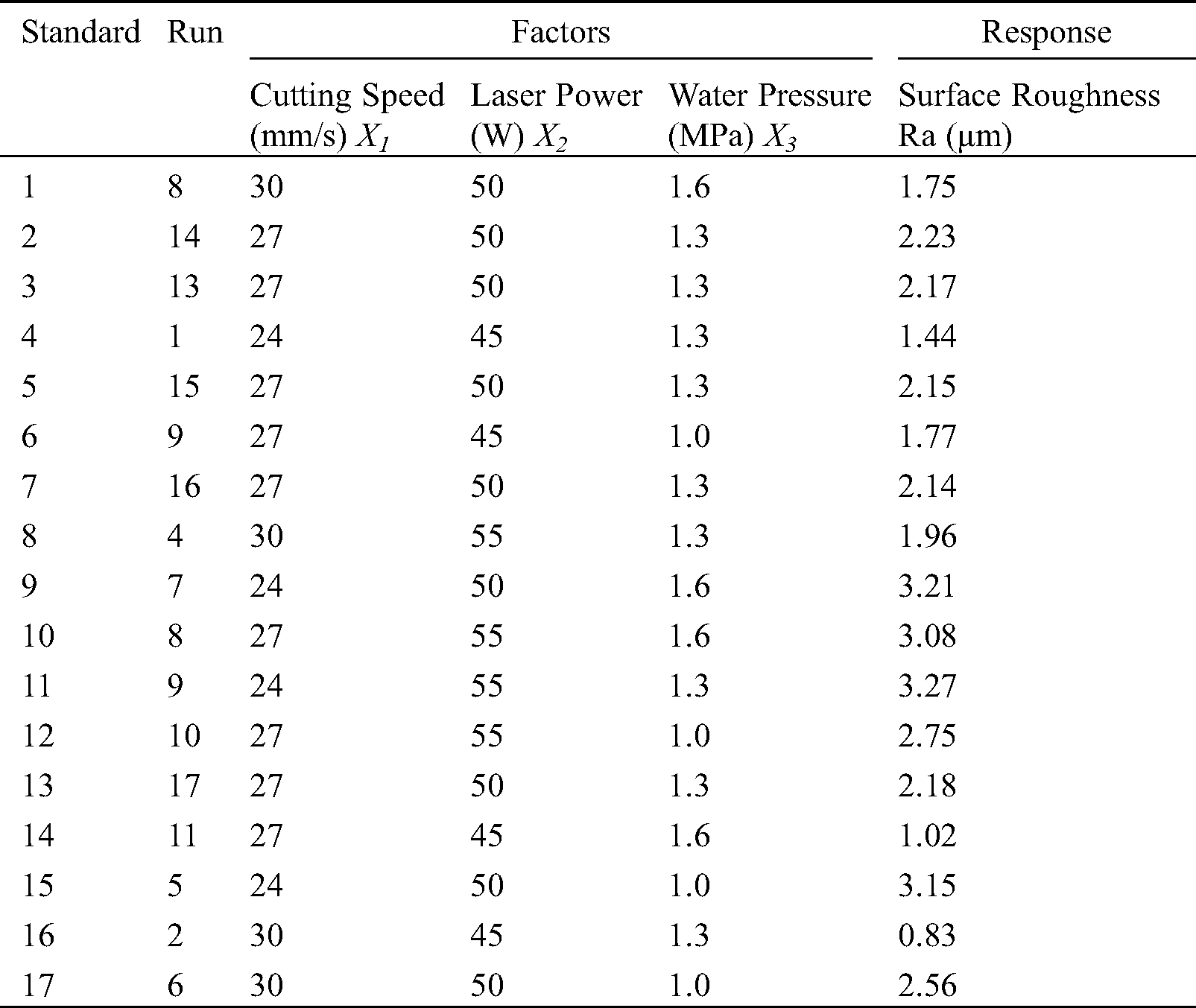
The surface roughnesses of cut section measured using three-dimensional (3D) profilometry are shown in Tab. 2. Experimental data is shown in Tab. 2.
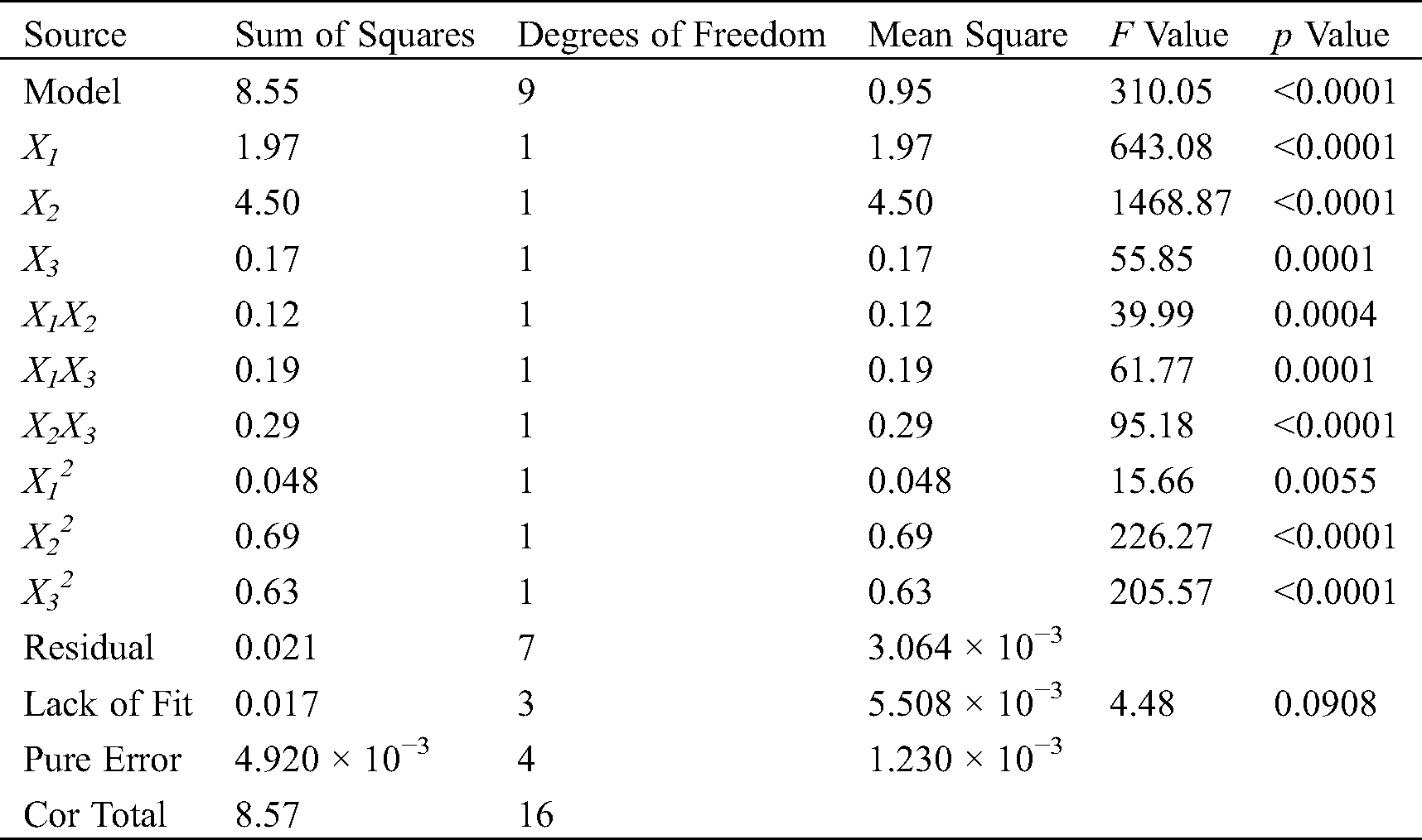
Analysis of variance was performed to indicate that the factors have significant effect on the surface roughness of WACL cutting WACL. Tab. 3 showed that the selected model was significant (probability of <0.0001). p value (<0.05) represented the model terms are significant. Variables X1, X2, X3, X1X2, X1X3 and X2X3 are important for predicting of surface roughness, and they affect the surface roughness of machined surface during WACL cutting.
Table 3: Results of the analysis of variance for surface roughness
The relationship between surface roughness and cutting variables using a quadratic model because of the high values of R2. Tab. 4 shows that the values of R2 come near 1, indicating that the model has a high degree of fit and well predicting for the surface roughness of cut section during WACL cutting. Eq. (2) states the model equation for surface roughness of cut section during WACL cutting.
Table 4: Results of ANOVA analysis


where X1 stands for cutting speed in mm/s; X2 represents laser power in W; X3 is water pressure in MPa.
Fig. 2 shows the results of predicted and actual surface roughness of cut section. The predicted values come near the actual values of surface roughness, namely, the established model well predicts the surface roughness of cut section during WACL cutting.
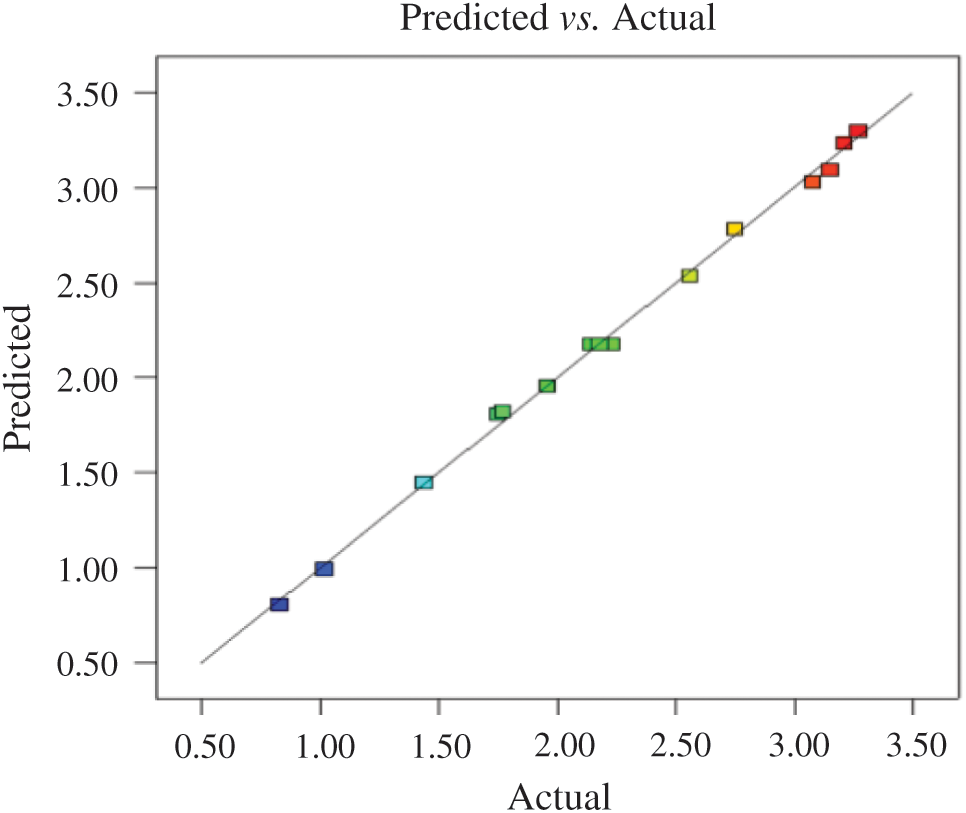
Figure 2: The graph of predicted and actual values of surface roughness
3.3 Effects of Input Parameters on Surface Roughness of NCAW during WACL Cutting
Fig. 3a shows the perturbation diagram of surface roughness of cut section during WACL cutting. Obviously, cutting speed, laser power and water pressure have significant influence on the surface roughness of NCAW part. The influence of cutting speed and laser power on the surface roughness of NCAW part is greater than that of water pressure. The results show that the surface roughness increases with an increase in the laser power, because when the laser power increases, more heat is concentrated on the cut section of the NCAW part, so surface roughness increases. However, it decreases with the increase of cutting speed and water pressure, because when the cutting speed increases, the laser moves rapidly on the processing surface of the NCAW part. Due to the short action, only a small amount of heat concentrates on the surface of NCAW part, so surface roughness decreases. When the water pressure increases, the turbulence of the water increases and the interference intensifies, which affects the heating ability of the laser acting the material. The interference of water turbulence reduces the laser energy density, resulting in only a small amount of heat concentrated on the surface of NCAW part, so surface roughness decreases.
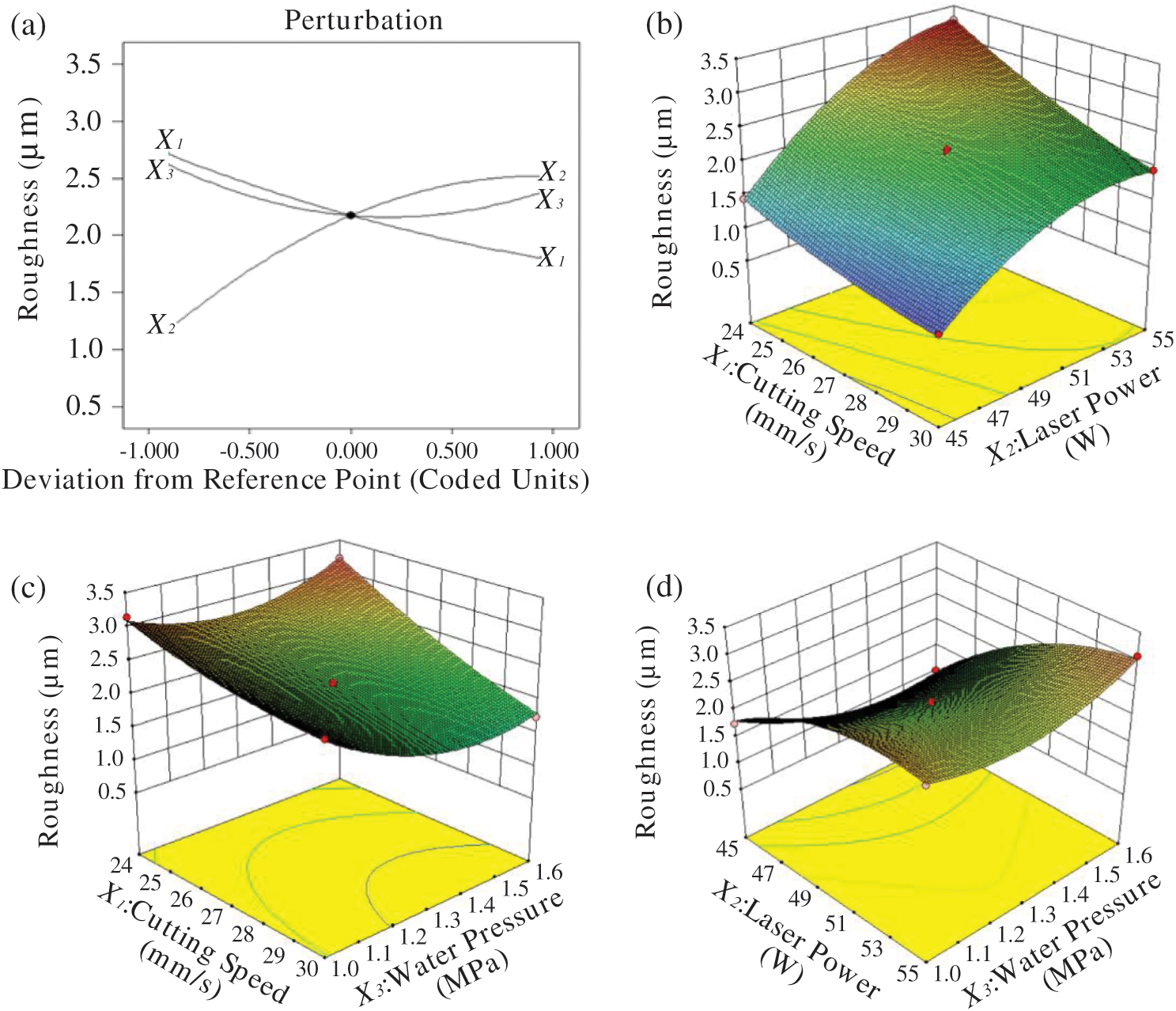
Figure 3: The interaction effect of cutting parameters on surface roughness
The interaction of cutting parameters also has a significant impact on the surface roughness of cut section, as shown in Figs. 3b–3d. As can be seen from Fig. 3b, in the range of selected parameters, when the cutting speed is at a low level, the surface roughness increases with the increase of laser power and the growth rate is relatively large. This indicates that the interaction between cutting speed and laser power has a great influence on the surface roughness after machining. When the laser power increases, more heat accumulates on the kerf surface of NCAW, resulting in increasing surface roughness. Fig. 3c illustrates that the value of surface roughness decreases with the increase of cutting speed and water pressure, and the effect of cutting speed on surface roughness is more significant than that of water pressure on surface roughness. As can be shown from Fig. 3d, it is the trend of the influence of the interaction effect between laser power and water pressure on surface roughness. It can be observed that higher laser power and lower water pressure will increase the surface roughness. These results play an important role in revealing the variation law of surface roughness and guiding the selection of cutting parameters. According to the surface roughness, the established regression model equation was solved to estimate the optimal cutting parameters of NCAW part fabricated by WACL processing: cutting speed was 30 mm/s, laser power was 45 W, and water pressure was 1.55 MPa. Under the optimal conditions, the predicted value of Ra was 0.544 μm.
Validation tests were conducted under optimal conditions to verify the reliability of the test results of NCAW during WACL cutting. It was found that the Ra value was 0.5 μm after tests, which was basically consistent with the predicted Ra value of 0.544 μm under the optimal conditions, that is, the model fitted well with the actual situation.
The optimized cutting parameters were applied to conduct the NCAW cutting experiment by WACL, and the Ra value of optimized part is 0.5 μm, and the three-dimensional (3D) shape was shown in Fig. 4b. In Tab. 2, the Ra value of No.16 part is minimum, 0.83 μm, and its 3D shape is shown in Fig. 4a. Compared with the No.16 part in the test, the Ra value of the optimized NCAW parts decreased by 39.76%. Surface quality is an important index of NCAW cutting by WACL. The smaller the surface roughness is, the better the surface quality is.
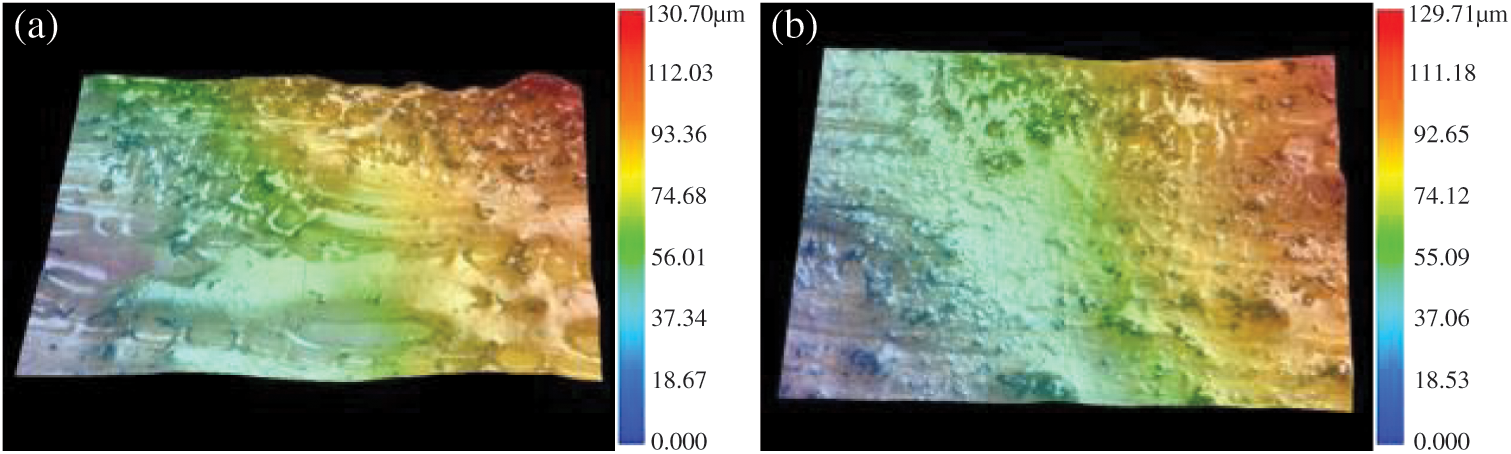
Figure 4: Three-dimensional (3D) shapes of machined surface. (a) No. 16 part, (b) Optimized part
Fig. 5 shows the micromorphology of the tangential section of No. 16 part and optimized part. Compared with Figs. 5a and 5b shows that the surface of the kerf and the inner wall of the tracheids are clean, with almost no residue, presenting smooth surface and good surface quality. This is because the cooling actions of the water jet carry away the steam generated by the wood vaporization, and the solid particles generated by the vaporization are also reduced, while the washing impact of the water washes away the carbon particles remaining on the kerf surface, resulting in a good surface quality of the machined NCAW part. Due to the content changes of chemical composition on the kerf surface of NCAW parts, the surface quality changes. Therefore, the EDS analysis is conducted. In Fig. 6, compared with Figs. 6a and 6b presents that the carbon element content on kerf surface of the optimized part decreased, because some carbides of cut section are effectively taken away under the interaction of cutting parameters. Cooling and impact effects of water jet reduce carbides and residues of machined surface. Therefore, the surface roughness decreases using the optimized combination of cutting parameters so that the surface quality of NCAW part is improved.
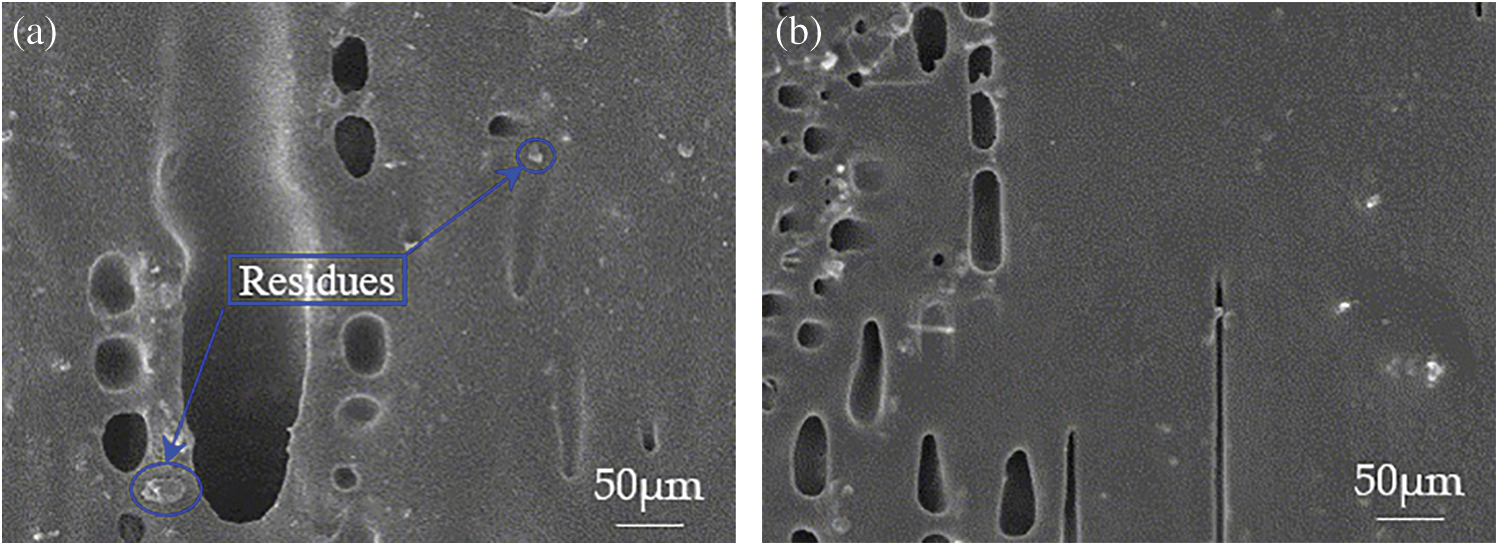
Figure 5: Micromorphology of tangential section of machined surface. (a) No. 16 part, (b) Optimized part
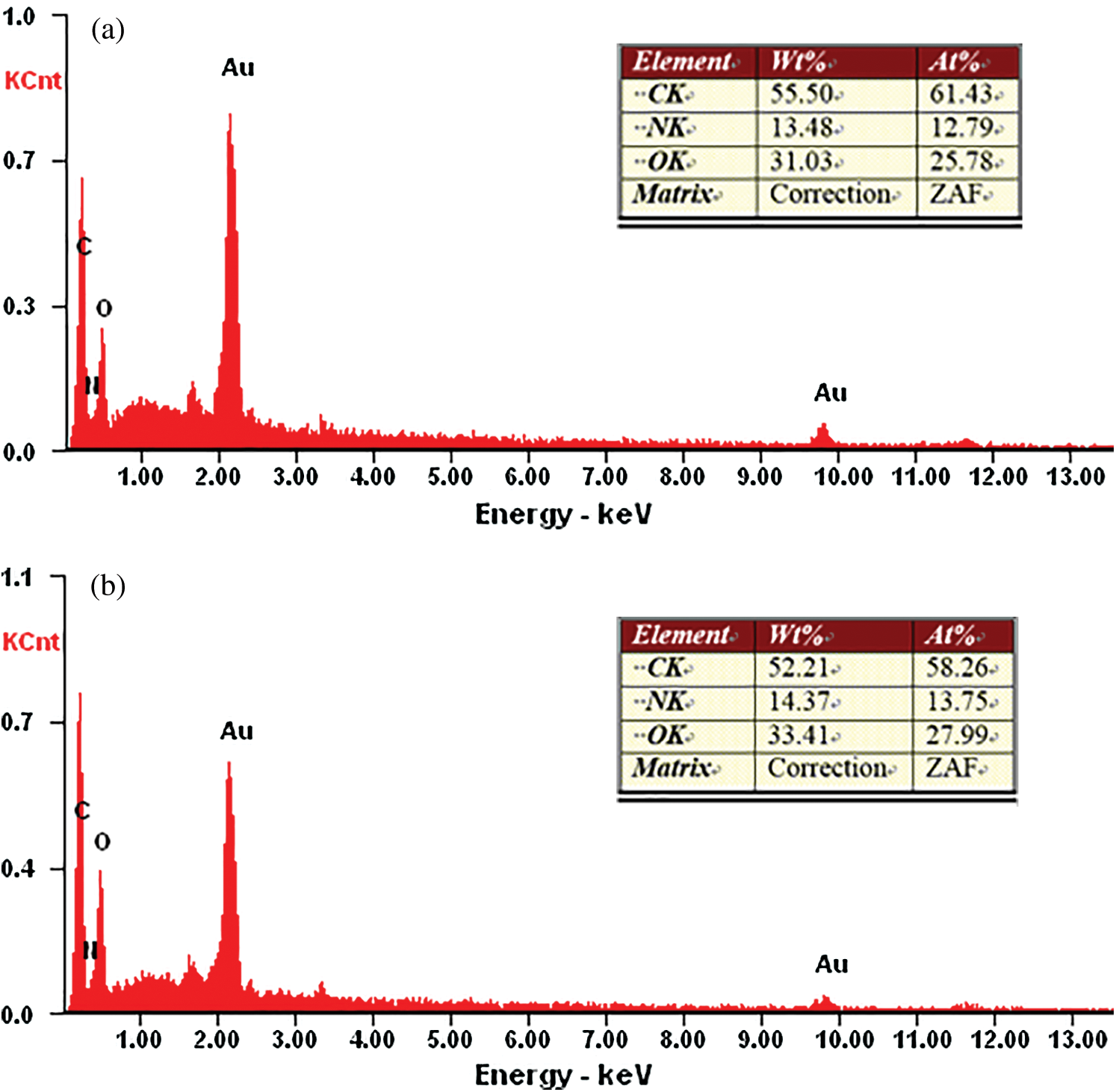
Figure 6: Energy dispersive spectrometer (EDS) data of machined surface. (a) No. 16 part, (b) Optimized part
WACL cutting of NCAW leads to the variation of surface quality of cut section. Carbon content variation of machined surface was following the changes of cutting parameters. The cutting speed, laser power and water pressure had significant effects on surface roughness of cut section. The surface roughness increased as an increasing in laser power, but it decreased with increasing of cutting speed and water pressure due to the amount of decreasing heat transferring as the increasing of cutting speed and water pressure. The established model indicated the relationship between surface roughness and cutting parameters, which is helpful for selecting appropriate cutting parameters to obtain desired surface quality. The optimal cutting parameters of NCAW part fabricated by WACL processing: cutting speed was 30 mm/s, laser power was 45 W, and water pressure was 1.55 MPa. The results of SEM and EDS revealed that the surface quality of NCAW part was improved using the optimized combination of cutting parameters.
Funding Statement: This research was supported by the Applied Technology Research and Development Project in Heilongjiang Province of China (GA19A402) and Fundamental Research Funds for the Central Universities (2572018CG06).
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Li, R., Xu, W., Wang, X., Wang, C. (2018). Modeling and predicting of the color changes of wood surface during CO2 laser modification. Journal of Cleaner Production, 183, 818–823. DOI 10.1016/j.jclepro.2018.02.194. [Google Scholar] [CrossRef]
2. Hernández-Castañeda, J. C., Sezer, H. K., Li, L. (2010). Dual gas jet-assisted fibre laser blind cutting of dry pine wood by statistical modelling. International Journal of Advanced Manufacturing Technology, 50(1–4), 195–206. DOI 10.1007/s00170-009-2491-z. [Google Scholar] [CrossRef]
3. Leone, C., Lopresto, V., Iorio, I. D. (2009). Wood engraving by Q-switched diode-pumped frequency-doubled Nd: YAG green laser. Optics and Lasers in Engineering, 47(1), 161–168. DOI 10.1016/j.optlaseng.2008.06.019.
4. Kubovský, I., Kacík, F. (2014). Colour and chemical changes of the lime wood surface due to CO2 laser thermal modification. Applied Surface Science, 321, 261–267. DOI 10.1016/j.apsusc.2014.09.124. [Google Scholar] [CrossRef]
5. Panzner, M., Wiedemann, G., Henneberg, K., Fischer, R., Wittke, T. et al. (1998). Experimental investigation of the laser ablation process on wood surfaces. Applied Surface Science, 127–129, 787–792. DOI 10.1016/S0169-4332(97)00743-5. [Google Scholar] [CrossRef]
6. Feng, S., Huang, C., Wang, J., Jia, Z., Chen, C. Y. et al. (2014). Low-pressure water-jet and laser composite cutting on Al2O3 ceramic. Infrared and Laser Engineering, 43(7), 2097–2102. [Google Scholar]
7. Madhukar, Y. K., Mullick, S., Nath, A. K. (2013). Development of a water-jet assisted laser paint removal process. Applied Surface Science, 286, 192–205. DOI 10.1016/j.apsusc.2013.09.046. [Google Scholar] [CrossRef]
8. Feng, S., Huang, C., Wang, J., Jia, Z. (2019). Surface quality evaluation of single crystal 4H-SiC wafer machined by hybrid laser-waterjet: Comparing with laser machining. Materials Science in Semiconductor Processing, 93, 238–251. DOI 10.1016/j.mssp.2018.12.037. [Google Scholar] [CrossRef]
9. Wang, Z. (2012). An investigation on water jet machining for hardwood floors. European Journal of Wood and Wood Products, 70(1–3), 55–59. DOI 10.1007/s00107-010-0492-0. [Google Scholar] [CrossRef]
10. Beck, K., Salenikovich, A., Cloutier, A., Beauregard, R. (2009). Development of a new engineered wood product for structural applications made from trembling aspen and paper birch. Forest Products Journal, 59(7), 31–35. DOI 10.13073/0015-7473-59.10.31. [Google Scholar] [CrossRef]
11. Fukuta, S., Nomura, M., Ikeda, T., Yoshizawa, M., Yamasaki, M. et al. (2016). UV laser machining of wood. European Journal of Wood and Wood Products, 74(2), 261–267. DOI 10.1007/s00107-016-1010-9. [Google Scholar] [CrossRef]
12. Yusoff, N., Ismail, S. R., Mamat, A., Ahmad-Yazid, A. (2008). Selected Malaysian wood CO2-laser cutting parameters and cut quality. American Journal of Applied Sciences, 5(8), 990–996. DOI 10.3844/ajassp.2008.990.996. [Google Scholar] [CrossRef]
13. Eltawahni, H. A., Olabi, A. G., Benyounis, K. Y. (2011). Investigating the CO2 laser cutting parameters of MDF wood composite material. Optics & Laser Technology, 43(3), 648–659. DOI 10.1016/j.optlastec.2010.09.006. [Google Scholar] [CrossRef]
14. Kačík, F., Kubovský, I. (2011). Chemical changes of beech wood due to CO2 laser irradiation. Journal of Photochemistry and Photobiology A: Chemistry, 222(1), 105–110. DOI 10.1016/j.jphotochem.2011.05.008. [Google Scholar] [CrossRef]
15. Kubovský, I., Kacík, F., Reinprecht, L. (2016). The impact of UV radiation on the change of colour and composition of the surface of lime wood treated with a CO2 laser. Journal of Photochemistry and Photobiology A: Chemistry, 322, 60–66. [Google Scholar]
16. Barcikowski, S., Koch, G., Odermatt, J. (2006). Characterisation and modification of the heat affected zone during laser material processing of wood and wood composites. Holz als Roh- und Werkstoff, 64(2), 94–103. DOI 10.1007/s00107-005-0028-1. [Google Scholar] [CrossRef]
17. Yang, C. M., Jiang, T., Yu, Y. Q., Dun, G. Q., Ma, Y. et al. (2018). Study on surface quality of wood processed by water-jet assisted nanosecond laser. Bioresources, 13(2), 3125–3134. [Google Scholar]
18. Yang, C. M., Jiang, T., Yu, Y. Q., Bai, Y., Song, M. L. et al. (2019). assisted nanosecond laser Microcutting of Northeast China ash wood: Experimental study. Bioresources, 14(1), 128–138. [Google Scholar]
19. Mart\xEDnez-Conde, A., Krenke, T., Frybort, S., M\xFCller, U. (2017). Review: comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials. Wood Science and Technology, 51(4), 943–966. DOI 10.1007/s00226-017-0914-9. [Google Scholar] [CrossRef]
20. Aouici, H., Yallese, M. A., Chaoui, K., Mabrouki, T., Rigal, J. F. (2012). Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Measurement, 45(3), 344–353. DOI 10.1016/j.measurement.2011.11.011. [Google Scholar] [CrossRef]