| Journal of Renewable Materials |
DOI: 10.32604/jrm.2021.016128
ARTICLE
Effects of Selected Printing Parameters on the Fire Properties of 3D-Printed Neat Polylactic Acid (PLA) and Wood/PLA Composites
1Fire Laboratory and Fire Engineering, Slovenian National Building and Civil Engineering Institute, Ljubljana, SI-1000, Slovenia
2Department of Wood Science and Technology, Biotechnical Faculty, University of Ljubljana, Ljubljana, SI-1000, Slovenia
3Department of Wood Mechanics and Technology, Forestry Faculty, Istanbul University-Cerrahpasa, Istanbul, 34473, Turkey
**Corresponding Authors: Nadir Ayrilmis. Email: nadiray@istanbul.edu.tr; Manja Kitek Kuzman. Email: manja.kuzman@bf.uni-lj.si
Received: 08 February 2021; Accepted: 25 March 2021
Abstract: The effects of selected printing parameters on the fire properties of additively produced composites from neat polylactic acid (PLA) and wood/PLA filaments were investigated. The reaction to fire of the 3D-printed specimens was tested according to the ISO 5660-1 cone calorimeter test method. The results showed that the properties of the specimens when exposed to fire were significantly affected by the incorporation of wood flour into the PLA filament. It was also interesting that PLA specimens had much better reactions to fire than the wood/PLA specimens. Time to ignition was found to be much longer in the 3D-printed PLA specimens. Although the maximal heat release rate was a little higher in the PLA than the wood/PLA specimens, the duration of HRR was longer for the wood/PLA specimens. The initial mass of the specimens was smaller in the wood/PLA composites, but during the radiant heat exposure the mass typically decreased slower than in the PLA specimens.
Keywords: Reaction to fire; wood; polylactic acid (PLA); filament; 3D printer; biocomposite
3D printing, also known as additive manufacturing (AM), has recently gained significant attention in many industries for enabling rapid prototyping. This technology enables users to produce complex shaped products based on a virtual computer model. Furthermore, there is no material waste in this technology, which ensures efficient use of expensive materials [1]. 3D printers use filaments extruded through a heated nozzle head and deposited corresponding to the digital model, in the x-axis and y-axis of a movable platform in a layer by layer manner to build the object.
The filaments used in the 3D printers can be produced from different materials, such as polymers, metals, and polymer composites. The use of natural fibres in thermoplastic filaments as reinforcing filler, and particularly wood, has increased significantly over the last decade due to wood’s significant advantages, such as being a nontoxic, environmentally friendly and sustainable material with a low-cost, easy supply, and good mechanical properties, causing less abrasive damage to processing equipment [2]. However, wood has a relatively low degradation temperature which limits its use in various plastics melting above 200°C, such as acrylonitrile butadiene styrene (ABS), and polyamide-6. Petroleum-based plastics, such ABS, polyethylene, and polypropylene, are still widely used in 3D printers but are not environmentally friendly. In addition, they develop an unpleasant odour during printing, which can negatively affect users. For this reason, the use of bioplastics such as polylactic acid (PLA) and polyhydroxybutyrate has recently increased in the production of filament for 3D printers due to their advantages such as biodegradability, sustainability, easy compostability after disposal, good mechanical properties, and nontoxicity [3–5]. PLA, a bio-based aliphatic polyester, is the most commonly used bioplastic in desktop 3D printers. As compared to ABS plastic, which is one of the most widely used petroleum-based polymers in filament production, PLA has a relatively low melting point (150–160°C) and needs less energy to print parts. It has a low thermal expansion coefficient, which improves the printability by reducing the warp effect during the printing step [1].
Fossil- and bio-based thermoplastics have a relatively high flammability and tendency to produce toxic gases that can harm human health [6,7]. In the last decade, PLA has been receiving increased attention for replacing conventional polymers because of its biodegradability [8]. One of the most important disadvantages of thermoplastics is their easy ignition, and thus contribution to the development of fire [6]. PLA is known for its low melting point and high flammability, with a limiting oxygen index (LOI) value of 19.0% [9,10]. Generally, the LOI value of most wood species is between 20 and 25 [11]. In a previous study, Singh et al. [5] reported that higher levels of wood flour content significantly improved the reaction to fire of wood plastic composites (WPCs) with and without fire retardant, according to results of the cone calorimeter test. The most important fire properties of WPCs are the time to ignition, heat release rate (HRR), extinction flammability index, mass loss, smoke toxicity, limiting oxygen index (LOI), and surface spread of flame [12]. In particular, the HRR gives important information in predicting burning behaviour and modeling the spread of fire. The HRR is a significant parameters to understand the growth of the fire. Recent numerical models characterizing the fire is supported by modern experimental devices such as ISO 5660-1 (similar to ASTM E1354) cone calorimeter. The cone calorimeter is the most used instrument for determining the HRR of materials measured based on the the principle of oxygen consumption [13,14].
The fire properties of PLA and PLA-based composites have been widely investigated in previous studies [15–19]. WPCs are thermally more stable than the neat polymer because their degradation temperature increases along with the amount of spruce sawdust they contain [15]. Ayrilmis et al. [6] reported that higher levels of wood flour content result in the significantly improved to reaction to fire of WPC panels, based on the results of a cone calorimeter test. According to their study, WPCs with a wood flour content of 60 wt% produced HRR curves comparable or less than those for the WPCs with 40 wt% wood flour. The high flammability of PLA and its tendency to flow in fire limits its viability as a replacement for the fossil-based thermoplastics [19]. Some fillers have been used in PLA to improve its reaction to fire, such as metal oxide fillers, phosphorus-based fillers, 2D fillers (graphene and clays, layered double hydroxides), 1D fillers (carbon nanotubes), and polymer molecules (hyperbranched polymers) [19].
The effects of printing parameters on the physical and mechanical properties of 3D-printed wood/PLA composites have been extensively investigated in previous studies [1,2,4]. These reported that the tensile and bending properties of the 3D-printed specimens significantly decreased with increasing printing layer thickness from 0.05 to 0.3 mm. The specimens absorbed more water when the printing layer thickness was increased (after 28 days immersion in water) while the thickness swelling decreased. Higher water absorption of the specimens explained by the increase in the layer thickness. It was observed that the porosity in the specimens increased when the layer thickness was increased, which also caused the decreases in the mechanical properties [1]. Another study compared pure PLA and PLA-wood filaments and found that the addition of wood particles decreased the storage modulus by 40% [3]. The reaction to fire of the natural fibre composites is affected by the material characteristics and production process, such as the density, shape, dimensions, and distribution of the filler particles, the filler content, the physical properties of the filler and polymer, porosity of the composite, and layer structure [3,12,14,19]. Fire reaction properties such as the time-to-ignition, peak and average HRR, time to sustained ignition (TSI), and surface spread of flame have a significant effect on the early stages in the growth of fire. Similarly, smoke density and smoke toxicity are the most important factors with regard to human survival, although they do not have any effect on the growth of the fire.
3D-printed wood/PLA composites can be produced using different printing parameters such as the printing layer thickness and infill rate. Undoubtedly, the reaction to fire of the resulting composites are affected by the changes in the layer thickness and infill rate. An extensive search of the literature did not reveal any study related to the effects of the printing parameters on the reaction to fire of 3D-printed wood/PLA composites. The effects of the layer thickness and infill rate on the reaction to fire of wood/PLA composites were thus investigated according to the ISO 5660-1 cone calorimeter test method. The results were compared with the properties of neat PLA specimens.
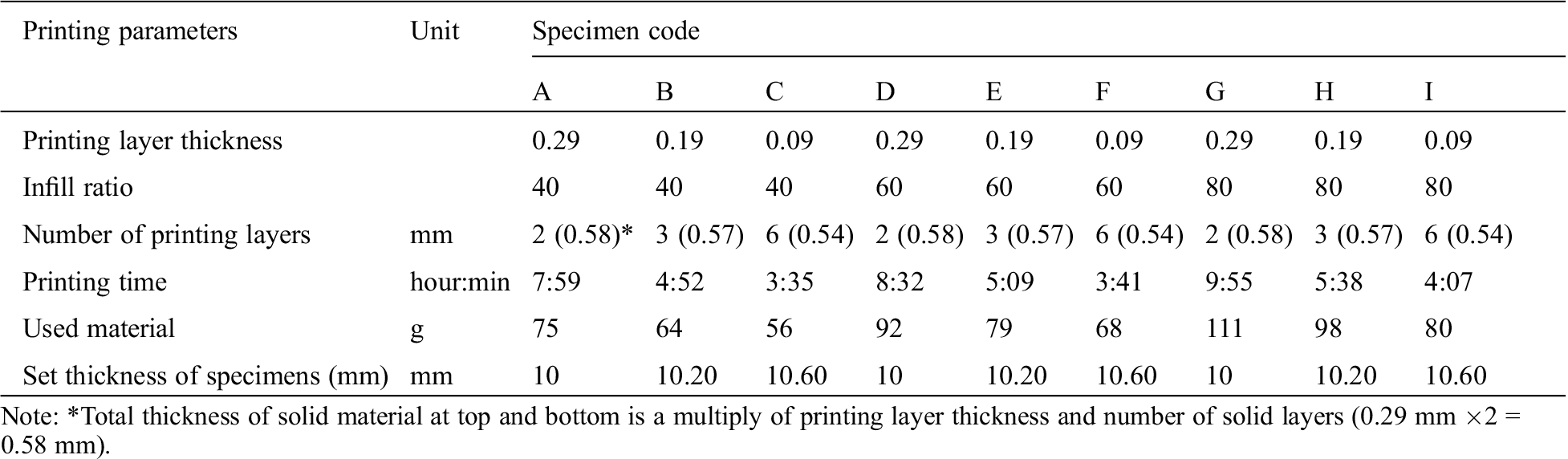
Commercially fabricated wood/PLA filaments (30 wt% wood and 70 wt% PLA) having a diameter of 1.75 mm were used in the manufacture of 3D-printed specimens. The wood/PLA filaments were purchased from a commercial 3D filament seller in Slovenia. The 3D-printed wood/PLA composite specimens with dimensions of 100 mm × 100 mm × 10 mm were produced at different processing parameters, varying the printing layer thickness and porosity (infill rate). A Zortrax M200 3D printer (Zortrax, Poland) was used to print the specimens for the cone calorimetry tests (Fig. 1). The experimental design is given in Tab. 1. The model was made from solid layers on the bottom, top, and sides, with a mesh structure core.

Figure 1: (A) The production of 3D-printed wood/PLA composite material samples using a Zortrax M200 3D printer. (B) A typical test specimen (specimen code: A) for cone calorimeter analysis (The specimens size is 100 mm × 100 mm)
Table 1: Printing parameters in the production of 3D printed wood/PLA specimens
3D-printed PLA specimens of the same dimensions were prepared in the same way as the wood/PLA 3D-printed specimens. The neat PLA filaments were purchased from a commercial 3D filament seller in Slovenia.
2.3 Determination of Reaction to Fire of the Specimens
Cone calorimeter testing allows characterization of many parameters, including ignition time, heat release rate, smoke release rate, and mass loss of specimens exposed to a heat flux. In this a cone heating element provided a radiative flux to the specimen (Fig. 2), and the flammable gases that emerged were then ignited by a spark igniter. The combustion gases were extracted and the concentrations of O2, CO2, and CO analysed. The HRR, mass loss rate, TSI, average effective heat of combustion (AEHOC), and average specific extinction area (ASEA) were measured as a function of time. The ASEA is a measure of the smoke obscuration as measured using a laser beam through the exhaust duct. The total heat release (THR) is the cumulative heat release over the duration of the test. In order to compare the results of tested specimens, the THR during the first 600 s of the test was calculated. The HRR was calculated from the concentration of measured gases and temperature according to ISO 5660-1 standard [20]. The specimen size was 100 mm × 100 mm × 10 mm. The FIGRA (fire growth rate index) is an indication of the fire growth rate based on the heat release. For comparison with intermediate reaction to fire test (EN 13823) two simulated parameters were observed. The simulation was carried out with the Development tool for Euroclasses according to EN 13501-1–ConeTools.

Figure 2: The cone calorimeter test set-up
The cone calorimeter tests were conducted in the horizontal orientation with the conical radiant electric heater set at a heat flux level of 25 kW/m2. The specimens were tested in the optional retainer frame but without the wire grid over the specimens. One specimen was tested for each type of 3D printing.
The ignitability of the test specimens was determined according to the EN ISO 11925-2 [21] standard, using a small-scale reaction to fire test that is also known as a single-flame source test. In this a specimen is subjected to direct impingement of a small flame. A test specimen with a size of 200 mm × 90 mm × 10 mm was attached vertically on a U shaped specimen holder. Although the specimen length specified in EN ISO 11925-2 standard is the 250 mm, the actual length of the specimens was 200 mm due to the limited printing surface area of 3D printer. The classification criteria are based on the observation as to whether the flame spread reached 150 mm within a given time and whether the filter paper below the specimen ignited due to flaming debris. In addition, the occurrence and duration of flaming and glowing were also observed. The edge and surface of the 3D-printed neat PLA and wood/PLA specimens were tested by being exposed to a small flame for 30 s.
A comparison of the heat release rate (HRR) of the 3D-printed wood/PLA specimens produced at different printing parameters is given in Tab. 2. The HRR is a strong indicator for the potential fire hazard of a combustible material, which is the basic parameter for fire modelling [22,23].
Table 2: Heat release rate of the 3D-printed wood/PLA specimens
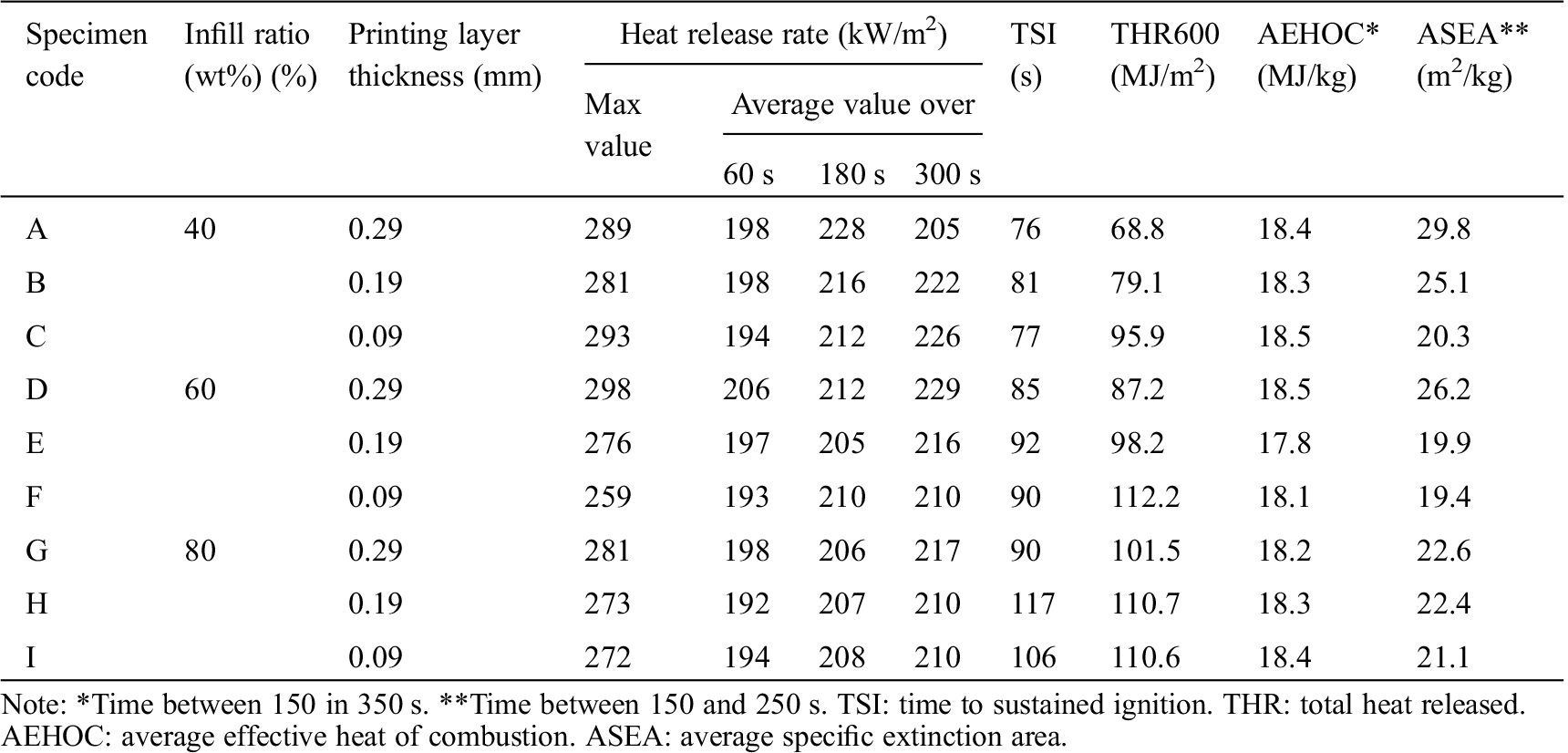
Based on the curves of the heat release rate, the recorded observations were the maximum value of HRR (PHRR, kW/m2) and the heat release rates averaged over 60, 180 and 300 s (AHRR-60, AHRR-180 and AHRR-300, kW/m2) after sustained ignition. The HRR of the PLA specimens was found to be higher than that of the wood/PLA specimens (Tab. 3), while the HRR remained at a high value for longer time in the wood/PLA specimens (Fig. 3). The THR during the time between reaching half of the maximum HRR (maxHRR/2) at the rise and decrease of the HRR value vs. the initial mass of the specimen are presented in Fig. 4.

Figure 3: HRR time duration–time between reaching half of the maximum HRR (maxHRR/2) at the rise and decrease of the HRR (heat release rate) value vs. the initial mass of the specimen

Figure 4: THR (total heat release) during the time between reaching half of the maximum HRR (maxHRR/2) at the rise and decrease of HRR (heat release rate) value vs. the initial mass of the specimen
Table 3: Heat release rate of the 3D-printed PLA specimens
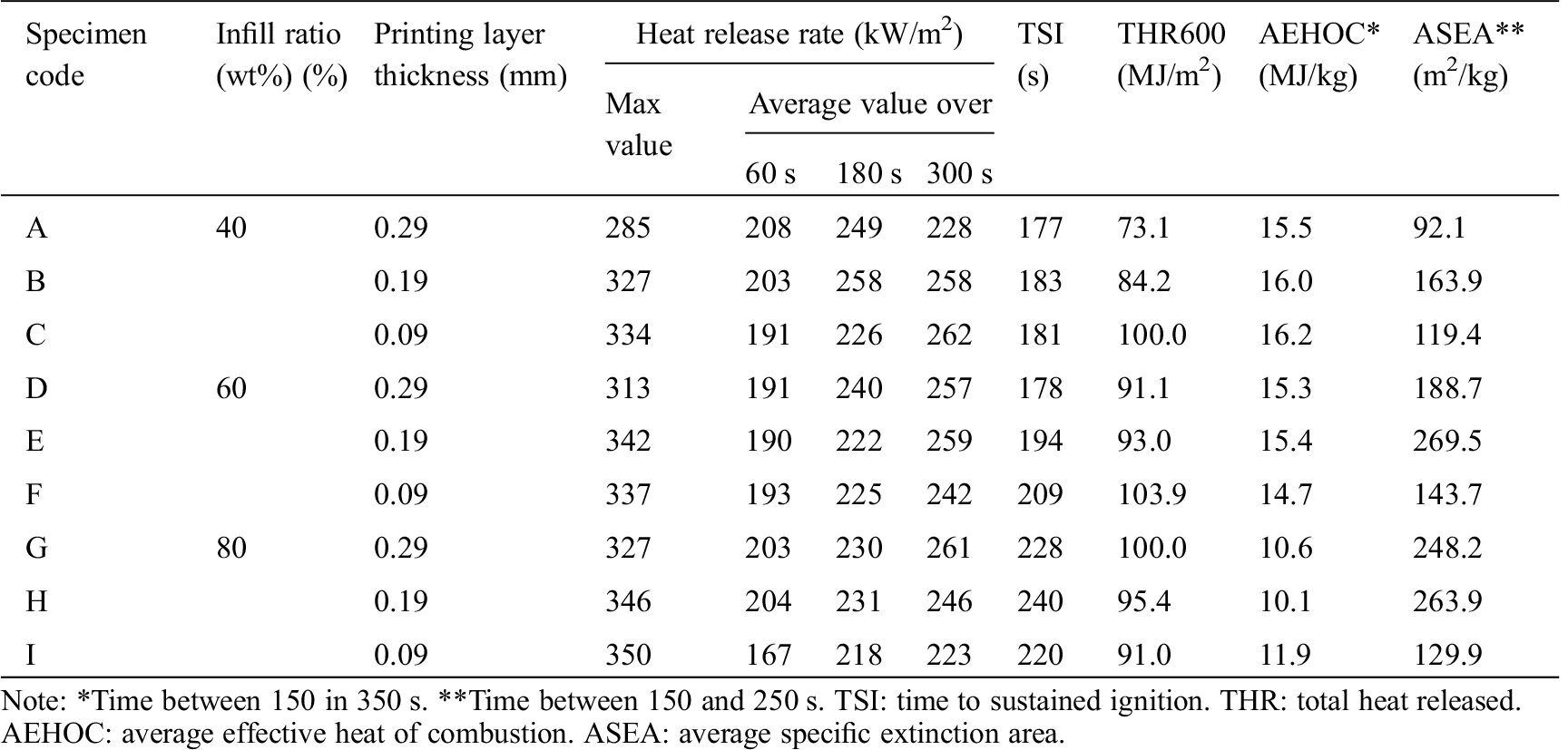
The peak value of HRR correlates with the initial mass of the specimen. Increasing the initial mass of specimens increased the maximum HRR value in PLA specimens and decreased the maximum HRR value for the wood/PLA specimens.
The results indicated that the infill rate and printing layer thickness significantly affected the results of the cone calorimeter tests. Increasing the infill rate extended the HRR curve of the specimens, as reflected in the results for the HRR time duration. As for the wood/PLA specimens, the maximum HRR decreased with a higher infill rate, while it increased for the PLA specimens (Tabs. 2 and 3).
The TSI data were also recorded. The TSI from the start of the testing time of 3D-printed neat PLA and wood/PLA composite specimens is presented in Fig. 5. The TSI is defined as the period in which a combustible composite can bear heat flux radiated from an external heat source before sustained flaming combustion starts on the heated surface [21]. The TSI of the 3D-printed PLA/wood specimens occurred earlier than with the neat PLA specimens. A similar result was reported in a previous study [23]. The TSI values of the specimens increased along with the infill rate (Fig. 5). This can be explained by higher quantity of the material that needed to be heated. The longest TSI (117 s) was found in the specimens produced with an 80% infill rate and 0.19 mm printing layer thickness, and the highest initial mass. TSI vs. initial mass of the specimens is presented in Fig. 6. The lowest TSI, with a value of 76 s, was found in the specimens with the lowest initial mass and produced with a 40% infill rate and 0.29 mm printing layer thickness. As the printing layer thickness decreased from 0.29 to 0.19 mm, the TSI value of the wood/PLA specimens increased. However, it decreased as the printing layer thickness decreased from 0.19 to 0.09 mm. This was observed for all the infill rates. The time to sustained ignition of the neat PLA specimens was considerably higher than that of the wood/PLA specimens.

Figure 5: TSI from start of the testing time for the 3D-printed neat PLA and wood/PLA composite specimens. The specimens were arranged by their mass per unit volume beginning with the lightest

Figure 6: TSI vs. initial mass of the specimen
In general, the ASEA of the specimens decreased with increasing infill rate in the wood/PLA specimens and increased in the PLA specimens. The smoke is the major fire hazard, which occurs due to the incomplete combustion. The specific extinction area is based on the smoke obscuration where the decrease in light transmission is measured by a laser beam through the exhaust duct [22]. The AEHOC decreased as the printing layer thickness reduced from 0.29 to 0.19 mm. However, as the printing layer decreased from 0.19 to 0.09 mm, the AEHOC showed an increase. A similar trend was also observed for the ASEA values (Tab. 2). The maximum HRR vs. the mass is presented in Fig. 7. The maximal HRR of the PLA specimens was higher than that of the wood/PLA specimens, but the HRR value remained high for a longer period of time with the wood/PLA specimens. In general, as the infill rate increased the maximum HRR decreased in the wood/PLA specimens, while it increased slightly in the PLA specimens. All the test specimens melted during the first few seconds after exposure to heat flux. The ignition of the specimens occurred after their melting. The specimens with a higher initial mass ignited later and were flaming for longer. According to the results, it can be said that the mass of the specimens is the most important factor affecting the HRR, and similar results were reported in previous studies [24–27].

Figure 7: Maximal HRR of 3D-printed neat PLA and wood/PLA composite specimens. The specimens were arranged by their mass per unit volume beginning with the lightest
The highest total HRR was found in the specimens produced with a 0.09 mm layer thickness and 80% infill rate, while the lowest total HRR in the first 600 s of testing time (THR600s) was found in the specimens produced with a 0.29 mm layer thickness and 40% infill rate (Fig. 8). The mass loss of the neat PLA and wood/PLA specimens during cone calorimeter testing is presented in Fig. 9. The highest mass loss was found in the specimens with the highest initial mass. As expected, the specimens with the lowest weight were the first for which the mass burned out. The time in which the whole specimen was burned out was proportional to the initial mass of the specimen.

Figure 8: Total heat release in the first 600 s of testing time of the 3D-printed neat PLA and wood/PLA composite specimens. The specimens were arranged by their mass per unit volume beginning with the lightest

Figure 9: Mass loss of the PLA (black line) and wood/PLA (green line) specimens during cone calorimeter testing for specimens with the highest density (solid line) and the lowest density (dotted line)
Two simulated parameters were observed for comparison with the intermediate reaction to fire test (EN 13823). The simulation was carried out with the Development tool for Euroclasses according to EN 13501-1-ConeTools. Simulated classification parameter FIGRA values of the neat PLA and wood/PLA specimens are presented in Fig. 10. The FIGRA was found to be much smaller in the PLA as compared to the wood/PLA, which indicated better reaction to fire characteristics.

Figure 10: Simulated parameter FIGRA (Fire Growth Rate Index) for 3D-printed neat PLA (black) and wood/PLA (green) composite specimens. The specimens were arranged by their mass per unit volume beginning with the lightest
The edge and surface small flame exposure results (ISO 11925-2) for the vertically oriented test specimens of 90 mm by 200 mm, 10 mm thick are given in Tabs. 4 and 5, respectively. The test was performed on the lightest specimen with a 40 wt% infill rate and 0.29 mm printing layer thickness and on the heaviest specimen with an 80 wt% infill rate and 0.09 mm printing layer thickness, made from PLA and from wood/PLA filaments. The burning behaviour of each specimen was observed for the vertical flame spread and the occurrence of burning particles and droplets. The TSI values of the neat PLA specimens for the surface and edge were found to be slightly higher than the ones of the wood/PLA specimens after 30 s exposure to the fire of a single-flame source. At edge exposure burning of the specimens did not stop after removal of the pilot flame; the flame was extinguished 60 s after the start of the test. At surface exposure the lightest wood/PLA specimen had to be extinguished, while the other specimens stopped burning after removal of the pilot flame. The flame heights of the PLA specimens were considerably lower than that those of the wood/PLA specimens at edge exposure. The flame heights at surface exposure of the specimens were significantly lower than those at edge exposure (Tab. 5). The flame tip of the specimens reached the 150 mm mark above the flame application point in the lightest wood/PLA specimen, which is the maximum limit for class E according to the EN 13501-1 standard. However, burning droplets were observed for the PLA specimens, but not for the wood/PLA specimens.
Table 4: 30 s exposure of small flame to the edge of the vertically oriented specimens (ISO 11925-2)

Table 5: 30 s exposure of small flame to the surface of the vertically oriented specimens (ISO 11925-2)

The cone calorimeter results gave the detailed information about the fire behaviour of 3D-printed wood/PLA specimens produced with different printing setting parameters such as infill rate and printing layer thickness. According to the test results, printing layer thickness and infill rate significantly affected the TSI and HRR of the specimens through the quantity of material. In both wood/PLA and PLA specimens the time during which the HRR was above 50% of its peak value increased with the higher initial mass of the specimens. This time was significantly longer in wood/PLA specimens compared to PLA specimens. However, the peak value of HRR was notably higher in PLA specimens compared to wood/PLA specimens. According to the results, it can be said that the mass of the specimens is the most influential factor with regard to their HRR. Time to ignition was found to be much longer in the PLA specimens than the wood/PLA specimens. With the small flame test it was observed that flaming droplets occurred when burning the vertically oriented PLA specimen. On the other hand, the same experiment with wood/PLA did not show any dripping. Contact with the pilot flame during the small flame test caused a high flame in the wood/PLA material, which for the lightest wood/PLA specimen exceeded the allowed maximum value for the E classification according to EN 13501-1. In conclusion, the density of printing (i.e., the amount of material used per unit volume) affects the burning properties of both PLA and wood/PLA specimens in the same way—at small flame exposure (test ISO 11925-2) specimens with higher density ignite later and burn with a lower flame during the testing time. On the other hand, due to the larger amount of material the heat release rate of specimens with a higher density is greater in the cone calorimeter test (ISO 5660-1).
Funding Statement: The authors would like to thank the Slovenian Research Agency for financial support within the scope of the program P4-0015, as well as BI-CN/18-20-016: Study on the functional properties and thermal safety performance of wood materials and adhesives for 3D printing technology.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Ayrilmis, N., Kariz, M., Kwon, J. H., Kuzman, M. K. (2019). Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. International Journal of Advanced Manufacturing Technology, 102, 2195–2200. DOI 10.1007/s00170-019-03299-9. [Google Scholar] [CrossRef]
2. Ayrilmis, N., Kariž, M., Kuzman, M. K. (2019). Effect of wood flour content on surface properties of 3D printed materials produced from wood flour/PLA filament. International Journal of Polymer Analysis and Characterization, 24(7), 659–666. DOI 10.1080/1023666X.2019.1651547. [Google Scholar] [CrossRef]
3. Kuzman, M. K., Ayrilmis, N., Sernek, M., Kariž, M. (2019). Effect of selected printing settings on viscoelastic behaviour of 3D printed polymers with and without wood. Materials Research Express, 6(10), 105362. DOI 10.1088/2053-1591/ab411c. [Google Scholar] [CrossRef]
4. Tey, J. Y., Yeo, W. H., King, Y. J., Ding, W. O. (2020). 3D printing of polylactic acid bioplastic–carbon fibres and twisted kevlar composites through coextrusion using fused deposition modeling. Journal of Renewable Materials, 8(12), 1671–1680. DOI 10.32604/jrm.2020.011870. [Google Scholar] [CrossRef]
5. Singh, S., Singh, G., Prakash, C., Ramakrishna, S., Lamberti, L. et al. (2020). 3D printed biodegradable composites: An insight into mechanical properties of PLA/chitosan scaffold. Polymer Testing, 89, 106722. DOI 10.1016/j.polymertesting.2020.106722. [Google Scholar] [CrossRef]
6. Ayrilmis, N., Benthien, J. T., Thoemen, H., White, R. H. (2012). Effects of fire retardants on physical, mechanical, and fire properties of flat-pressed WPCs. European Journal of Wood and Wood Products, 70, 215–224. DOI 10.1007/s00107-011-0541-3. [Google Scholar] [CrossRef]
7. Stec, A. A., Hull, T. R., Purser, D. A., Purser, J. A. (2014). Fire toxicity assessment: Comparison of asphyxiant yields from laboratory and large scale flaming fires. Proceedings of the 11th International Conference on Fire Safety Science, pp. 404–408. Christchurch, New Zealand. [Google Scholar]
8. Ozdemir, F., Ayrilmis, N., Mengeloglu, F. (2017). Effect of dolomite powder on combustion and technological properties of WPC and neat polypropylene. Journal of the Chilean Chemical Society, 62(4), 3716–3720. DOI 10.4067/s0717-97072017000403716. [Google Scholar] [CrossRef]
9. Guo, Y., Chang, C. C. (2017). Engineering flame retardant biodegradable polymer nanocomposites and their application in 3D printing. Polymer Degradation and Stability, 137, 205–215. DOI 10.1016/j.polymdegradstab.2017.01.019. [Google Scholar] [CrossRef]
10. Bourbigot, S., Fontaine, G. (2010). Flame retardancy of polylactide: An overview. Polymer Chemistry, 1, 1413–1422. DOI 10.1039/C0PY00106F. [Google Scholar] [CrossRef]
11. Zhang, S., Yan, Y., Wang, W., Gu, X., Li, H. et al. (2018). Intercalation of phosphotungstic acid into layered double hydroxides by reconstruction method and its application in intumescent flame retardant poly(lactic acid) composites. Polymer Degradation and Stability, 147, 142–150. DOI 10.1016/j.polymdegradstab.2017.12.004. [Google Scholar] [CrossRef]
12. White, R. H. (1979). Oxygen index evaluation of fire-retardant-treated wood. Wood Science and Technology, 12(2), 113–121. [Google Scholar]
13. Popescu, C. M., Pfriem, A. (2020). Treatments and modification to improve the reaction to fire of wood and wood based products–An overview. Fire and Materials, 44, 100–111. DOI 10.1002/fam.2779. [Google Scholar] [CrossRef]
14. Schartel, B., Braun, U. (2003). Comprehensive fire behaviour assessment of polymeric materials based on cone calorimeter investigations. E-Polymers, 3(1), 1–14. DOI 10.1515/epoly.2003.3.1.177. [Google Scholar] [CrossRef]
15. Atli, A., Candelier, K., Alteyrac, J. (2018). Mechanical, thermal and biodegradable properties of bioplast-spruce green wood polymer composites. International Journal of Materials and Metallurgical Engineering, 12(5), 231–243. DOI 10.5281/zenodo.1317160. [Google Scholar] [CrossRef]
16. Yang, W., Zhao, X., Fortunati, E., Dominici, F., Kenny, J. M. et al. (2017). Effect of cellulose nanocrystals on fire, thermal and mechanical behavior of N,N′-diallylphenylphosphoricdiamide modified poly(lactic acid). Journal of Renewable Materials, 5(5), 423–434. DOI 10.7569/JRM.2017.634146. [Google Scholar] [CrossRef]
17. Zhang, R., Xiao, X., Tai, Q., Huang, H., Yang, J. et al. (2013). The effect of different organic modified montmorillonites (OMMTs) on the thermal properties and flammability of PLA/MCAPP/lignin systems. Journal of Applied Polymer Science, 127, 4967–4973. DOI 10.1002/app.38095. [Google Scholar] [CrossRef]
18. Yemisci, F., Yesil, S., Aytac, A. (2017). Improvement of the flame retardancy of plasticized poly(lactic acid) by means of phosphorus-based flame retardant fillers. Fire and Materials, 41, 964–972. DOI 10.1002/fam.2440. [Google Scholar] [CrossRef]
19. Tawiah, B., Yu, B., Fei, B. (2018). Advances in flame retardant poly(lactic acid). Polymers (Basel), 10(8), 876. DOI 10.3390/polym10080876. [Google Scholar] [CrossRef]
20. Shukor, F., Hassan, A., Islam, M. S., Mokhtar, M., Hasan, M. (2014). Effect of aluminium polyphosphate on flame retardancy, thermal stability, and mechanical properties of alkali treated kenaf fiber filled PLA biocomposites. Materials and Design, 54, 425–429. DOI 10.1016/j.matdes.2013.07.095. [Google Scholar] [CrossRef]
21. ISO 5660-1 (2015). Reaction to fire tests-heat release, smoke production and mass loss rate–Part 1: Heat release rate (cone calorimeter method) and smoke production rate (dynamic measurement), International Organization for Standardization, Geneva, Switzerland. [Google Scholar]
22. ISO 11925-2 (2020). Reaction to fire tests–ignitability of products subjected to direct impingement of flame–Part 2: Single-flame source test, International Organization for Standardization, Geneva, Switzerland. [Google Scholar]
23. Shalbafan, A., Dietenberger, M. A., Welling, J. (2013). Fire performances of foam core particleboards continuously produced in a one-step process. European Journal of Wood and Wood Products, 71, 49–59. DOI 10.1007/s00107-012-0653-4. [Google Scholar] [CrossRef]
24. Borysiak, S., Paukszta, D., Helwig, M. (2006). Flammability of wood-polypropylene composites. Polymer Degradation and Stability, 91, 3339–3343. DOI 10.1016/j.polymdegradstab.2006.06.002. [Google Scholar] [CrossRef]
25. Harada, T. (2001). Time to ignition, heat release rate and fire endurance time of wood in cone calorimeter test. Fire and Materials, 25, 161–167. DOI 10.1002/fam.766. [Google Scholar] [CrossRef]
26. Turku, I., Kärki, T., Puurtinen, A. (2018). Flammability of wood plastic composites prepared from plastic waste. Fire and Materials, 42, 198–201. DOI 10.1002/fam.2480. [Google Scholar] [CrossRef]
27. Hernandez, N., Sonnier, R., Giraud, S. (2018). Influence of grammage on heat release rate of polypropylene fabrics. Journal of Fire Sciences, 36(1), 30–46. DOI 10.1177/0734904117738928. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |