DOI:10.32604/jrm.2021.012774
| Journal of Renewable Materials DOI:10.32604/jrm.2021.012774 | |
| Article |
Evaluation of Mechanical and Physical Properties of Pressed Coir Fiber/Epoxy Composite with NaOH and Microwave Treatment of Fiber
1Mechanical Engineering Department, Hasanuddin University, Gowa, 92171, Indonesia
2Mechanical Engineering Department, Tadulako University, Palu, 94118, Indonesia
*Corresponding Author: Bakri Bakri. Email: bakri@untad.ac.id; bakriuntad@gmail.com
Received: 12 July 2020; Accepted: 04 August 2020
Abstract: In this study, the influence of sodium hydroxide (NaOH) treatment and microwave treatment of coir fibers on the mechanical and physical properties of pressed coir fiber/epoxy composite were evaluated. The composite was fabricated with a hand lay-up method with compression molding. Before composite fabrication, pressed coir fiber was treated with NaOH and microwave treatments. Mechanical testing (tensile, flexural, and impact testing) of the composite was conducted. Then, water absorption and thickness swelling testing are also performed. The fractured composite surface morphology after the tensile test was analyzed by scanning electronic microscopy (SEM). The results revealed that tensile, flexural, and impact strengths of composite tend to increase after NaOH treatment of coir fiber followed by microwave treatment for 10 and 20 minutes of exposure time compared to untreated fiber. However, for NaOH treatment, the tensile, flexural and, impact strengths of composite reduce. The reducing of the tensile strength of the composite is due to the agglomeration fiber occurred, which is displayed in the SEM micrograph. Furthermore, microwave treatment of fiber for 10 minutes and NaOH treatment followed by microwave treatment for 20 minutes of exposure time decreases the water absorption and thickness swelling of the composite.
Keywords: Coir fiber; epoxy; NaOH treatment; microwave treatment; composite
Composite materials have been used in various applications like in automotive, structure and aerospace. In particular, natural fiber composites have been more attention in the last decade because of low density, eco-friendly and relatively cheap [1–3]. Several natural fibers like ramie [4], flax [2,5], kenaf [6], coir [7], sisal [2,8], and Borassus [9] have been employed for reinforcement of polyester composite and epoxy composite. These natural fiber composites have been applied in building, construction, and automotive [10,11].
Among the plant fibers, coir fiber has been developed as a reinforcement polymer composite because it has advantages due to abundantly available and cheaper for production [12]. Several studies have been conducted related to coir fiber-reinforced polymer composite with the chemical treatment of fiber for improving the fiber-matrix adhesion in the composite leading to increase the strength of the composite. Alkali treatment of coir fiber improved the fiber-matrix bonding on the coir fiber reinforced polypropylene composite, which enhances the tensile strength of composite [13]. But, high alkali concentration and long duration time of treatment can deteriorate of coir fiber, and as a result, decrease the tensile strength of polypropylene composite [14]. Chemical treatment of coir fiber for reinforcing polyester composite was also studied by Rout et al. [15]. They concluded that surface treatment of coir fiber enhances the tensile, flexural, and impact strengths of polyester composite. Besides, Karthikeyan et al. [16] studied the effect of NaOH treatment of coir fiber on the tensile strength of epoxy composite. The results show that the tensile strength of the composite increases with increasing NaOH concentration up to 4%. Otherwise, the decrease in tensile strength is more than 4% NaOH concentration. The chemical treatment of coir fiber can also enhances the surface roughness of fiber. However, it does not automatically improve the coir fiber-epoxy bonding in the composite [17].
In addition to chemical treatment, microwave irradiation treatment has also been used for surface treatment of natural fiber for reinforcement composite. Islam et al. [18] have studied microwave treatment of the empty fruit bunch (EFB) fiber for reinforcing polypropylene composite. They showed that the mechanical and thermal properties of composite improved after microwave treatment of fiber. The treatment of EFB fiber also changed the water absorption of the composite. Furthermore, Mohammed et al. [19] evaluated the microwave treatment effect with the various temperatures (70, 80, 90°C) on the sugar palm fiber as reinforcement of polyurethane composite. The best tensile strength of the composite was attained in the microwave treatment at 70°C and pre-treatment of 6% NaOH. Bakri et al. [20] have investigated the effect of NaOH treatment and microwave treatment on coir fiber as reinforcement polyester composite. The mechanical properties of polyester composite tend to improve after the combined alkali treatment and microwave treatment.
The surface treatment of natural fibers affects not only mechanical properties of composite but also water absorption and thickness swelling. According to Rout et al. [21], alkali and bleached coir fiber treatment decreased the water absorption of the composite compared to untreated fiber. The absorbed water can occur in the cell wall of fiber, the lumen, and also space and defect at the interfaces between fiber and matrix [22]. The content of water absorption on the composites influences their mechanical properties due to the effect of water molecules diffusion on the fiber, matrix, and interface of fiber-matrix [23]. The same study performed by Hamdan et al. [24], and Raghu et al. [25] found that water absorption in the composite can degrade the adhesion between fiber and matrix consequently decreases the mechanical properties of composite. Moreover, the thickness swelling is one of the essential characteristics of natural fiber composite. It is affected by pores or voids’ presence on the surface of the composite [26,27]. Saw et al. [26] investigated that coir fiber composite has higher the thickness swelling than the jute fiber composite and the coir/jute hybrid composite. Then, the thickness swelling of the composite is also influenced by the surface treatment of fiber. It was shown by Singh et al. [28] that decreasing thickness swelling of fiber occurs after its surface modification.
In the present work, the mechanical and physical properties of pressed coir fiber reinforced epoxy composite with NaOH and microwave treatments were evaluated. These properties of such composite are tensile strength, tensile modulus, flexural strength, impact strength, water absorption, and thickness swelling.
2.1 Materials and Treatment of Coir Fibers
In this research, the composite material was composed of coir fibers and epoxy resin. Coir fibers were taken from the Tawaeli-Palu area, Central Sulawesi and epoxy resin and hardener were obtained from the local market.
Coir fibers were rinsed and cleaned with water to remove surface impurities and followed by drying in room temperature for 48 hours. The treatment of fiber was divided into three parts. First, cleaned coir fibers was exposed in microwave oven for 10 minutes and 20 minutes [29]. Second, cleaned coir fibers were soaked in 5 wt% NaOH solution for 24 hours. Fibers then were rinsed and dried for 48 hours in the temperature room. The NaOH treated coir fibers were exposed in the microwave oven for 10 minutes and 20 minutes. The microwave oven is set with 100% power. Lastly, the NaOH treated coir fibers were heated in the conventional oven with 100°C for 2 hours [30].
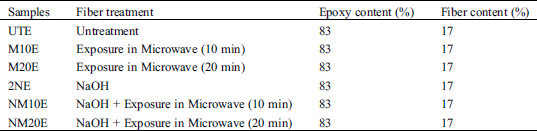
After the treatment of coir fibers, such fibers were then pressed like a mat, which was used to reinforce epoxy composite. The fabrication of composites was based on the volume fraction. The volume fraction of coir fibers is 17%, and the epoxy matrix is 83% volume fraction. The epoxy resin was mixed with hardener, and then it was poured on the pressed coir fiber in the mold. A steel plate mold was used to fabricate the composite with a hand lay-up method and followed by compression molding with the manual hydraulic press until 4 ton [20]. Samples of the composite are shown in Tab. 1.
Table 1: Samples of coir fiber reinforced epoxy composite
Mechanical testing of composite consists of three types, which are tensile, flexural, and impact testing. Universal Testing Machine -TN20MD Controlab type was used to tensile and flexural testing. The tensile testing was carried out based on ASTM 638-02 with a strain rate of 2 mm/minute. In this testing, six samples were used to take the mean value of tensile strength and tensile modulus. The sample of tensile testing used is displayed in Fig. 1a. Then, the flexural test with three point bending was performed according to ASTM D 790-02 with a strain rate of 4 mm/minute. Seven samples were tested in this testing to obtain the mean value. Sample of flexural testing used is showed in Fig. 1b.
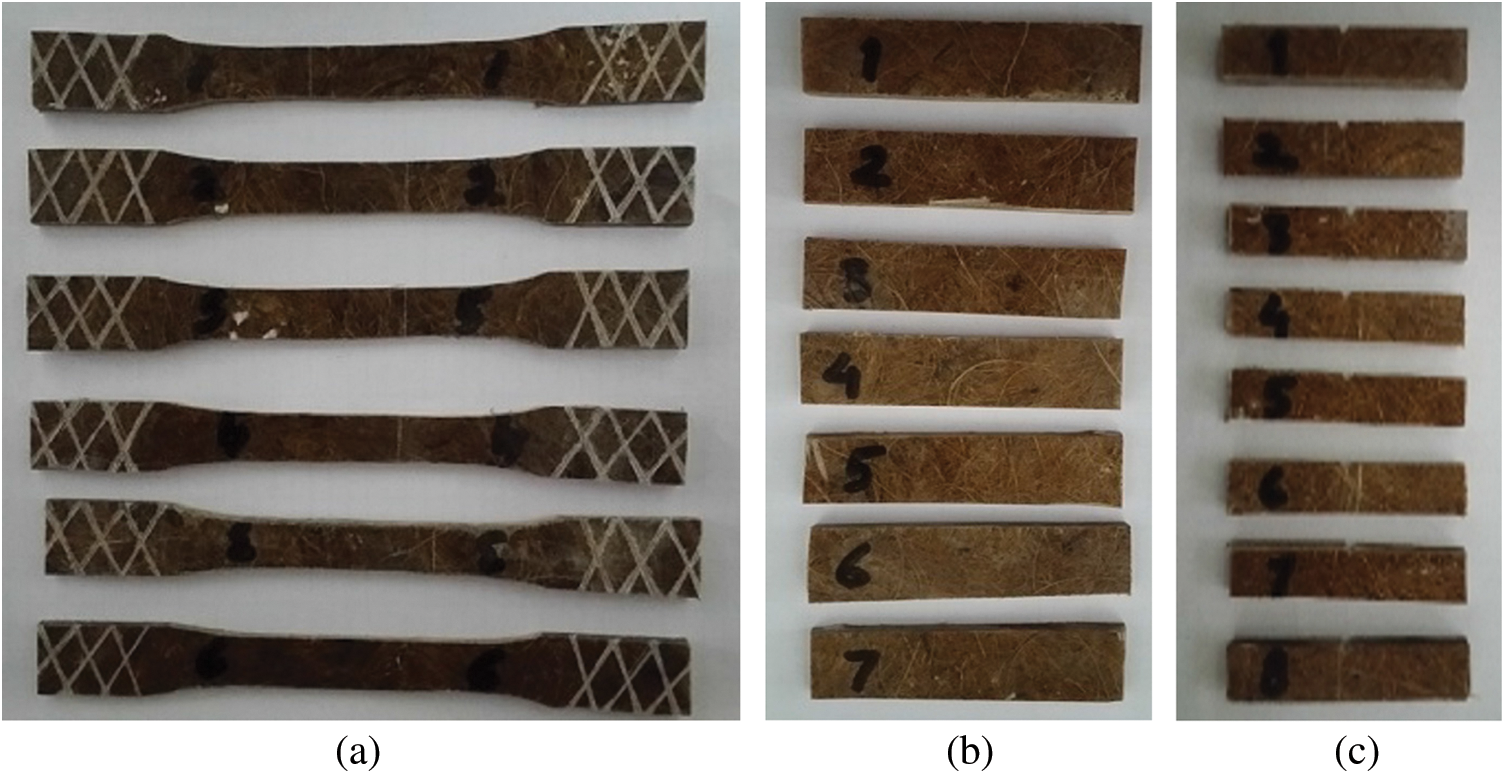
Figure 1: Samples of (a) tensile testing (b) flexural testing, and (c) impact testing
The impact test was carried out according to the ASTM D 256 using the impact machine. The samples were made with notch (Fig. 1c).
The fractured surface of the composite after the tensile test was evaluated by scanning electron microscopy (SEM). The SEM–JEOL JSM 6510 LA type was utilized for the characterization of tensile fracture.
2.6 Water Absorption and Thickness Swelling
The physical properties of composite tested in this paper are the water absorption and the thickness swelling. The dimension of the water absorption sample is 25.4 mm wide by 76.2 mm long by thickness of the composite. The water absorption test was used based on the standard test method of ASTM D 570-98. To calculate the percentage of water absorption after immersion, the formula used is the following Eq. (1).

where Wt is the wet weight after immersion, and Wo is the conditioned weight.
The sample of thickness swelling is the same as the sample of water absorption. When the water absorption test was conducted, the thickness of all samples was also measured to determine the thickness swelling (TS). TS can be calculated based on the following Eq. (2) [27].

where ht and ho are the sample thickness after and before the water immersion
The tensile strength of pressed coir fiber/epoxy composite results is shown in Fig. 2a and Tab. 2. It shows that the tensile strength of pressed coir fiber reinforced epoxy composite tends to increase after coir fibers with NaOH and microwave treatment. The tensile strength of the 2NE sample (11.24 MPa) decreased compared to the untreated fiber composite (UTE) (14.54 MPa), approximately 22.7% due to the possibility of the fiber agglomeration and the effect of the fabrication process of the composite. From Fig. 2a, the NM20E sample is a higher tensile strength (22.33 MPa) than other samples. The tensile strength of the NM20E sample increases 53.6% from the untreated fiber (UTE) sample. It may be caused by excellent fiber and matrix bonding in the composite. It is supported by an image of SEM (Fig. 5f), which displays the better fiber-matrix adhesion, and the fracture fibers occur when the loading is released in the composite. The surface modification of fiber may induce for enhancing the interface bonding between fiber and matrix [13,31] because of mechanical interlocking occurs [32].
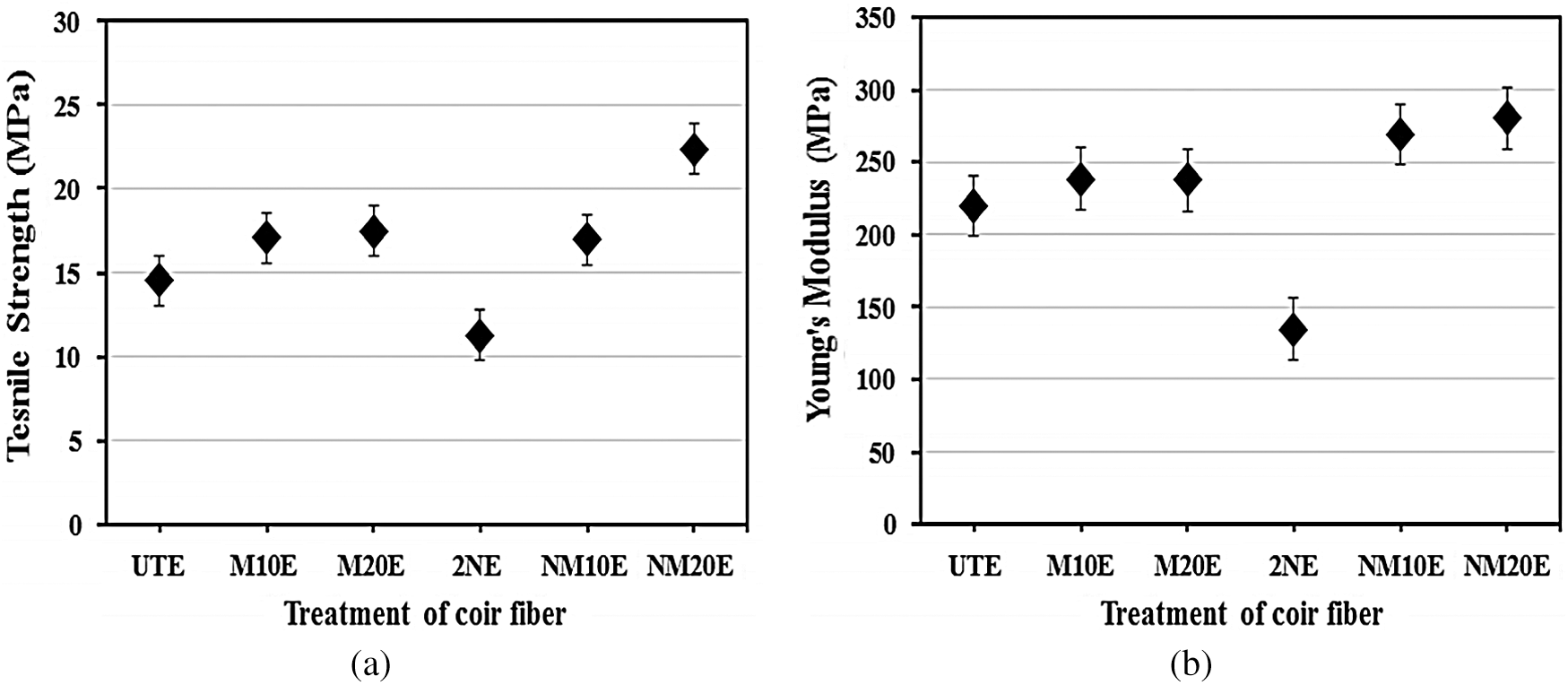
Figure 2: (a) Tensile strength and (b) Young’s modulus of pressed coir fiber/epoxy composites
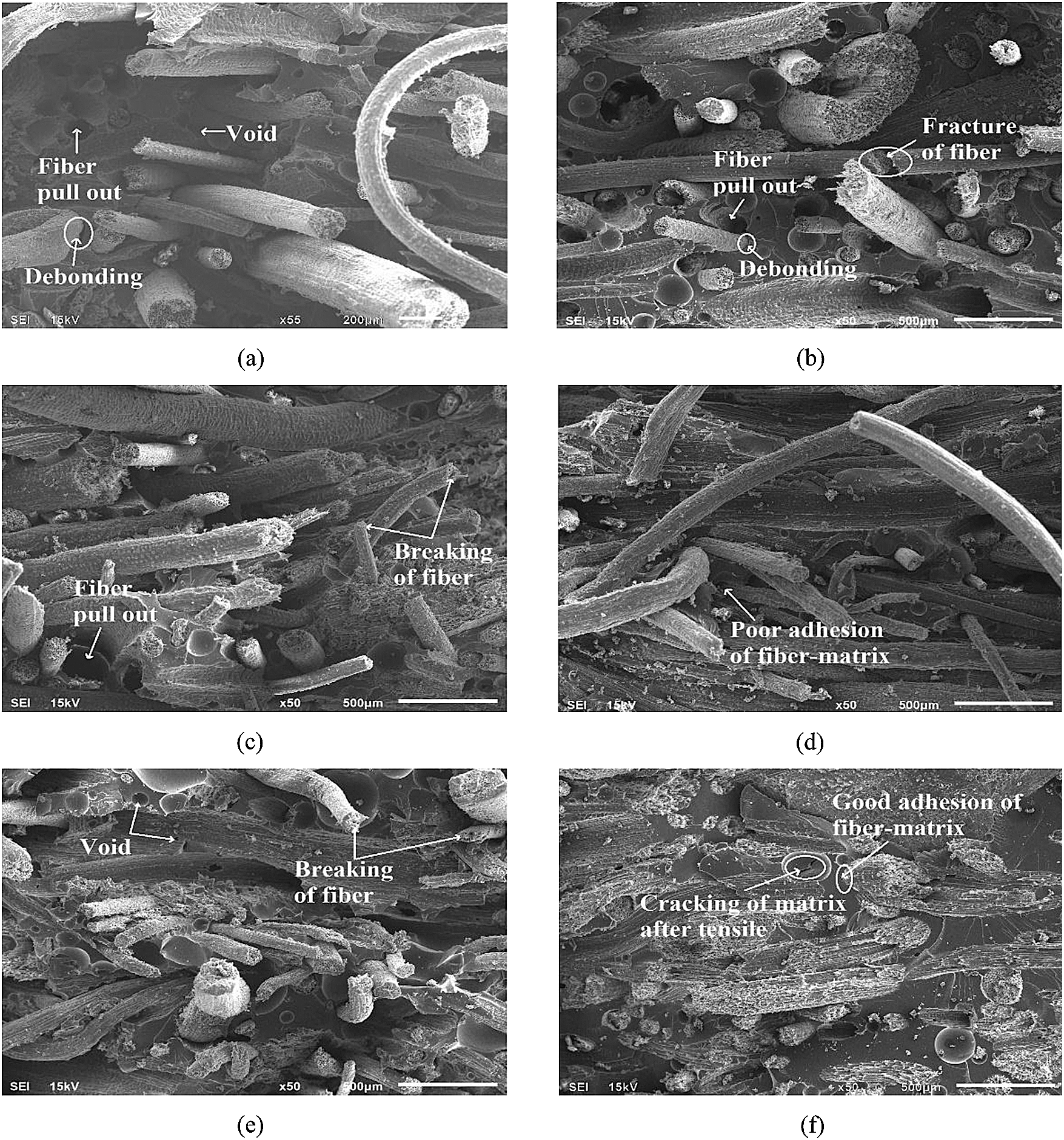
Figure 5: SEM images of tensile fracture of pressed coir fiber/epoxy composite: (a) UTE, (b) M10E, (c) M20E, (d) 2NE, (e) NM10E, and (f) NM20E
Table 2: Mechanical properties of pressed coir fiber reinforced epoxy composite
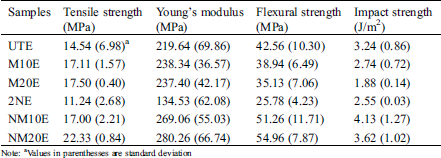
Note: aValues in parenthesses are standard deviation
As shown in Fig. 2b, Young’s modulus of composites is a similar trend of the tensile strength. 2NE sample also has a lower tensile modulus (134.53 MPa) (Tab. 2) than other samples. The decrease of Young’s modulus from 2NE sample to untreated (UTE) sample is 38.8%. Meanwhile, the NM20E sample of the composite has the highest Young’s modulus (280.26 MPa), approximately 27.6% from the UTE sample. After fiber treatment, the higher Young’s modulus of composites is related to the higher stiffness of composites [33].
Fig. 3 displays the relationship between flexural strength and the NaOH and microwave treatments of coir fibers reinforced epoxy composite. The flexural strength of composite declines after fiber treatment with microwave for 10 minutes (M10E) and 20 minutes (M20E), and also NaOH treatment (2NE) compared to untreated fiber. These decrease are 8.5%, 17.5% and 39.4%, respectively. In this case, the decrease of flexural strength may be caused by weak fiber-matrix adhesion and also the presence of voids in the composite. In M20E and 2NE of composite, these samples display the agglomeration of fiber, which may lead to the flexural strength effect. In NaOH treatment (2NE) of coir fiber, the flexural strength of epoxy composite in this paper has the opposite flexural strength result of the polyester composite as previously published by authors [20]. The difference of matrix and also distribution fiber in the composite may lead to the difference in these results. The flexural strength of NM10E (51.26 MPa) and NM20E (54.96 MPa) samples enhanced 20.4% and 29.1%, respectively, compared to untreated fiber (UTE) (42.56 MPa) sample (Tab. 2). These improvements can be influenced by the better fiber-matrix bonding and also may be caused by a proper distribution of fiber in the composite [34].
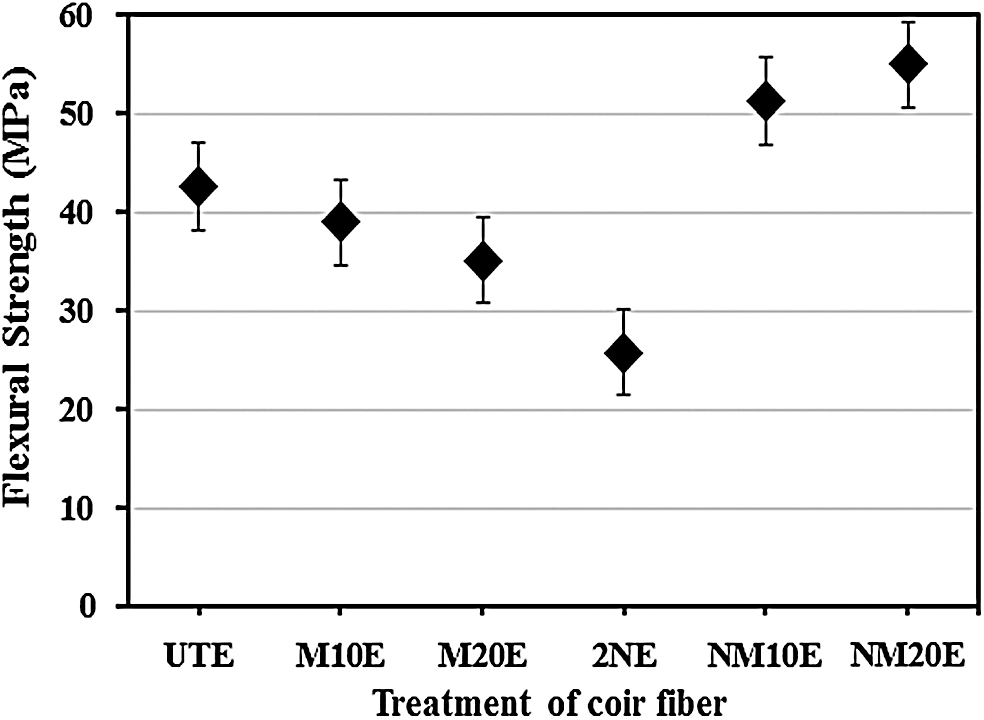
Figure 3: Flexural strength of pressed coir fiber/epoxy composites
The impact strength of untreated and treated coir fiber reinforced epoxy composite is presented in Fig. 4. The value of impact strength varied from 1.88 kJ/m2 to 4.13 kJ/m2 (Tab. 2). The impact strengths of composite reduce after microwave treatment of fiber for 10 minutes (M10E) and 20 minutes (M20E) exposure time, and NaOH treatment (N2E) of fiber compared to untreated fiber. These reducing are 15.3%, 41.9%, and 21.32%, respectively. Otherwise, the impact strength of treated fiber composites with NaOH treatment of fiber followed by microwave treatment for 10 minutes (NM10E) and 20 minutes (NM20E) increase compared to untreated fiber. The increase of this impact strength may be caused by the improvement of fiber-matrix adhesion so that the composite has a high impact strength for failure during the impact test [35]. The NM10E sample is the highest impact strength (4.13 kJ/m2). This increase is approximately 27.67% from untreated fiber composite (UTE).
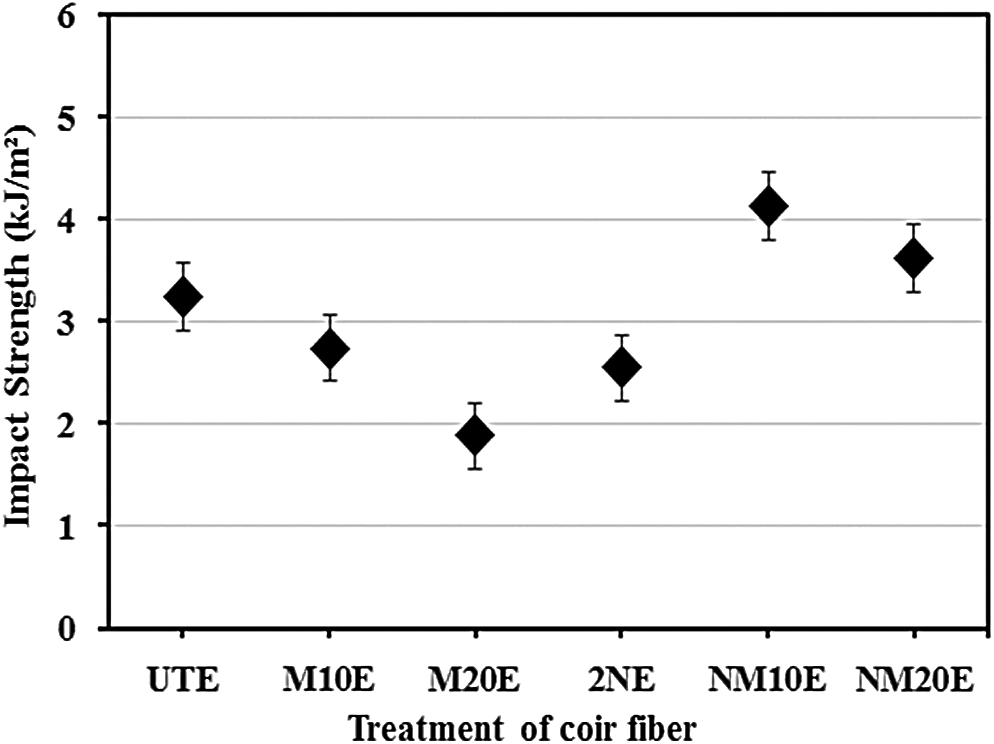
Figure 4: Impact strength of pressed coir fiber/epoxy composites
Fig. 5 presents SEM images of composite fracture after tensile testing. In Figs. 5a, 5b, and 5e, some voids, the pull-out, and debonding of fiber-matrix appear in the composite. These lead to an influence on the tensile strength of the composite. The agglomeration of fiber in the composite is also shown in the micrographs (Figs. 5c and 5d), which may cause the weak bonding between fiber and matrix inducing to the strength of the composite reduced. Fig. 5f displays the tensile fracture surface of epoxy composite reinforced with NaOH treatment of fiber followed by microwave treatment for 20 minutes (NM20E). The surface shows fewer voids and almost inexistent of fiber pull-out. Also, several fibers were cut-off or fiber fracture ends, which indicate strong bonding between fiber and matrix [15]. It causes better strength properties of the composite.
3.5 Water Absorption and Thickness Swelling
The influence of immersion time on water absorption of pressed coir fiber reinforced epoxy composite with untreated and treated coir fibers can be seen in Fig. 6a. The water absorption of all samples increased rapidly after 48 hours of soaking. After this time, water absorption rises gradually for all samples due to saturated moisture content closely achieved. Composite with NaOH treatment (2NE) of fiber has higher water absorption than other samples. It indicates that it absorbs more water due to the lack of fiber-matrix bonding [22] and also may be more void content in the composite, which causes absorption occurred quickly [36]. The water absorption of M10E and NM20E samples is smaller than that of untreated fiber composite (UTE), and the decrease is around 10.93% and 8.59%, respectively. Regarding mechanical properties, moisture or water absorption can influence the mechanical properties of the composite. Water absorption in the composite can damage fiber-matrix adhesion so that it reduces the mechanical properties of composite [23–25].
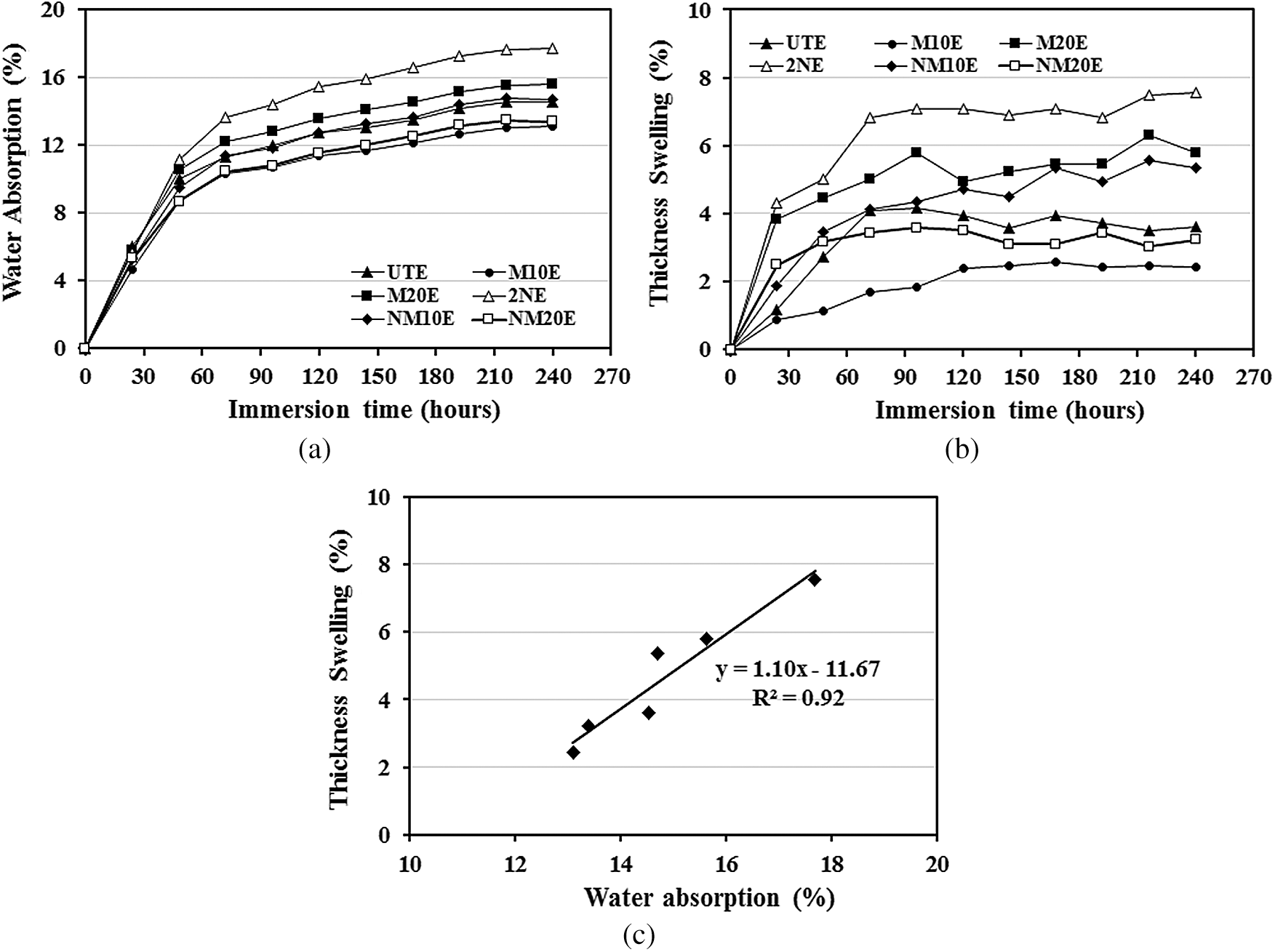
Figure 6: The immersion time on (a) water absorption properties (b) thickness swelling properties and (c) water absorption and thickness swelling correlation of pressed coir fiber/epoxy composites
Fig. 6b shows the correlation between immersion time and thickness swelling of the composite. The thickness of composite change when composites are soaked in the water for a certain time because water molecules absorb into the fiber through interface fiber-matrix with a capillary action mechanism [26]. The presence of voids on the surface of composite also influences the change of the composite dimension. Thickness swelling increases rapidly for all samples after 24 hours of soaking. However, further this time, the thickness swelling of composites tends to grow slowly due to closely saturated moisture content. The 2NE sample has a higher thickness swelling than other samples, while the M10E sample is lower thickness swelling than other samples. It is related to water absorption.
Fig. 6c displays the correlation between the water absorption (W) and the thickness swelling (TS) of the composites. After fitting linear, the relationship between W and TS is shown by R-squared value on the chart (R2 = 0.92), which means are closely related. Shakeri et al. [27] have studied this correlation for recycled newspaper-glass fiber hybrid reinforced polypropylene composite. The correlation between thickness swelling and water absorption can be formulated as the following Eq. (3).

NaOH and microwave treatments influenced the mechanical and physical properties of coir fiber reinforced epoxy composite. Tensile strength, Young’s modulus, flexural strength, and impact strengths of the composite enhance after NaOH treatment of coir fiber followed by microwave treatment for 10 minutes and 20 minutes of exposure time compared to untreated fiber. Meanwhile, these strengths of composite reduce after NaOH treatment (2NE) due to agglomeration fiber occurs in the composite, which is displayed in the SEM micrograph leading to the lack of adhesion between fiber and matrix. Besides, microwave treatment of fiber for 10 minutes and NaOH treatment followed by microwave treatment for 20 minutes reduced water absorption and thickness swelling of the composite. Lastly, the relationship between the water absorption and thickness swelling was formulated.
Acknowledgement: The authors are thankful to the Ministry of Research, Technology, and Higher Education—Indonesia, for its financial supports of this research work. Also, the authors would like to acknowledge the SEM Laboratory, Faculty of Mathematics and Sciences, The Bandung Institute of Technology, for characterization of SEM samples.
Funding Statement: This project was done by funding and support from the Ministry of Research, Technology, and Higher Education—Indonesia.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Abbassi, F. E. E., Assarar, M., Ayad, R., Sabhi, H., Buet, S. et al. (2019). Effect of recycling cycles on the mechanical and damping properties of short Alfa fibre reinforced polypropylene composite. Journal of Renewable Materials, 7(3), 253–267. DOI 10.32604/jrm.2019.01759. [Google Scholar] [CrossRef]
2. Meenakshi, C. M., Krishnamoorthy, A. (2019). Study on the effect of surface modification on the mechanical and thermal behaviour of flax, sisal and glass fiber-reinforced epoxy hybrid composites. Journal of Renewable Materials, 7(2), 153–169. DOI 10.32604/jrm.2019.00046. [Google Scholar] [CrossRef]
3. Wuzella, G., Mahendran, A. R., Kandelbauer, A. (2020). Green composite material made from Typha latifolia fibres bonded with an epoxidized linseed oil/tall oil-based polyamide binder system. Journal of Renewable Materials, 8(5), 499–512. DOI 10.32604/jrm.2020.09615. [Google Scholar] [CrossRef]
4. de Oliveira Braga, F., Milanezi, T. L., Monteiro, S. N., Louro, L. H. L., Gomes, A. V. et al. (2018). Ballistic comparison between epoxy-ramie and epoxy-aramid composites in multilayered armor systems. Journal of Materials Research and Technology, 7(4), 541–549. DOI 10.1016/j.jmrt.2018.06.018. [Google Scholar] [CrossRef]
5. Pil, L., Bensadoun, F., Pariset, J., Verpoest, I. (2016). Why are designers fascinated by flax and hemp fibre composites? Composites Part A: Applied Science and Manufacturing, 83, 193–205. DOI 10.1016/j.compositesa.2015.11.004. [Google Scholar] [CrossRef]
6. Yahaya, R., Sapuan, S. M., Jawaid, M., Leman, Z., Zainudin, E. S. (2014). Effects of kenaf contents and fiber orientation on physical, mechanical, and morphological properties of hybrid laminated composites for vehicle spall liners. Polymer Composites, 63, 173–179. DOI 10.1016/j.matdes.2014.11.024. [Google Scholar] [CrossRef]
7. dos Santos, J. C., de Oliveira, L. Á., Vieira, L. M. G., Mano, V., Freire, R. T. S. et al. (2019). Eco-friendly sodium bicarbonate treatment and its effect on epoxy and polyester coir fibre composites. Construction and Building Materials, 211, 427–436. DOI 10.1016/j.conbuildmat.2019.03.284. [Google Scholar] [CrossRef]
8. de Oliveira Braga, F., Bolzan, L. T., Ramos, F. J. H. T. V., Monteiro, S. N., Lima, É. P.Jr. et al. (2017). Ballistic efficiency of multilayered armor systems with sisal fiber polyester composites. Materials Research, 20(suppl 2), 767–774. DOI 10.1590/1980-5373-MR-2017-1002. [Google Scholar] [CrossRef]
9. Reddy, K. O., Maheswari, C. U., Reddy, K. R., Shukla, M., Muzenda, E. et al. (2015). Effect of chemical treatment and fiber loading on mechanical properties of Borassus (Toddy Palm) fiber/epoxy composites. International Journal of Polymer Analysis and Characterization, 20(7), 612–626. DOI 10.1080/1023666X.2015.1054084. [Google Scholar] [CrossRef]
10. Mohammed, L., Ansari, M. N. M., Pua, G., Jawaid, M., Islam, M. S. (2015). A review on natural fiber reinforced polymer composite and its applications. International Journal of Polymer Science, 2015(2), 1–15. DOI 10.1155/2015/243947. [Google Scholar] [CrossRef]
11. Potluri, R., Krishna, N. C. (2020). Potential and applications of green composites in industrial space. Materials Today: Proceedings, 22, 2041–2048. DOI 10.1016/j.matpr.2020.03.218. [Google Scholar] [CrossRef]
12. Harish, S., Michael, D. P., Bensely, A., Lal, D. M., Rajadurai, A. (2009). Mechanical property evaluation of natural fiber coir composite. Materials Characterization, 60(1), 44–49. DOI 10.1016/j.matchar.2008.07.001. [Google Scholar] [CrossRef]
13. Gu, H. (2009). Tensile behaviours of the coir fibre and related composites after NaOH treatment. Materials and Design, 30(9), 3931–3934. DOI 10.1016/j.matdes.2009.01.035. [Google Scholar] [CrossRef]
14. de Araújo Morandim-Giannetti, A., Pasquoto, C. G., Sombra, T. M., Bonse, B. C., Bettini, S. H. P. (2018). Polypropylene/chemically treated coir composites: optimizing coir delignification conditions using central composite design. Cellulose, 25(2), 1159–1170. DOI 10.1007/s10570-017-1617-y. [Google Scholar] [CrossRef]
15. Rout, J., Misra, M., Tripathy, S. S., Nayak, S. K., Mohanty, A. K. (2001). The influence of fibre treatment on the performance of coir-polyester composites. Composites Science and Technology, 61(9), 1303–1310. DOI 10.1016/S0266-3538(01)00021-5. [Google Scholar] [CrossRef]
16. Karthikeyan, A., Balamurugan, K., Kalpana, A. (2014). The effect of sodium hydroxide treatment and fiber length on the tensile property of coir fiber-reinforced epoxy composites. Science and Engineering of Composite Materials, 21(3), 315–321. DOI 10.1515/secm-2013-0130. [Google Scholar] [CrossRef]
17. de Carvalho Benini, K. C. C., Brocks, T., Montoro, S. R., Cioffi, M. O. H., Voorwald, H. J. C. (2015). Effect of fiber chemical treatment of nonwoven coconut fiber/epoxy composites adhesion obtained by RTM process. Polymer Composites, 38(11), 2518–2527. DOI 10.1002/pc.23842. [Google Scholar] [CrossRef]
18. Islam, M., Gupta, A., Rivai, M., Beg, M. (2015). Characterization of microwave-treated oil palm empty fruit bunch/glass fibre/polypropylene composites. Journal of Thermoplastic Composite Materials, 30(7), 986–1002. DOI 10.1177/0892705715614078. [Google Scholar] [CrossRef]
19. Mohammed, A. A., Bachtiar, D., Rejab, M. R. M., Siregar, J. P. (2018). Effect of microwave treatment on tensile properties of sugar palm fibre reinforced thermoplastic polyurethane composites. Defence Technology, 14(4), 287–290. DOI 10.1016/j.dt.2018.05.008. [Google Scholar] [CrossRef]
20. Bakri, B., Chandrabakty, S., Naharuddin. (2019). Influence of alkali and microwave treatments of fiber on the water absorption and the mechanical properties of coir fiber/polyester composites. First International Conference on Materials Engineering and Management-Engineering Section (ICMEMe 2018). Advances in Engineering Research, 165, 32–36. DOI 10.2991/icmeme-18.2019.8. [Google Scholar] [CrossRef]
21. Rout, J., Tripathy, S. S., Misra, M., Mohanty, A. K., Nayak, S. K. (2001). The influence of fiber surface modification on the mechanical properties of coir-polyester composites. Polymer Composites, 22(4), 468–476. DOI 10.1002/pc.10552. [Google Scholar] [CrossRef]
22. Lin, Q., Zhou, X., Dai, G. (2002). Effect of hydrothermal environment on moisture absorption and mechanical properties of wood flour-filled polypropylene composites. Journal of Applied Polymer Science, 85(14), 2824–2832. DOI 10.1002/app.10844. [Google Scholar] [CrossRef]
23. Pérez-Fonseca, A. A., Arellano, M., Rodrigue, D., González-Núñez, R., Robledo-Ortíz, J. R. (2016). Effect of coupling agent content and water absorption on the mechanical properties of coir-agave fibers reinforced polyethylene hybrid composites. Polymer Composites, 37(10), 3015–3024. DOI 10.1002/pc.23498. [Google Scholar] [CrossRef]
24. Hamdan, M. H. M., Siregar, J. P., Cionita, T., Jaafar, J., Efriyohadi, A. et al. (2019). Water absorption behaviour on the mechanical properties of woven hybrid reinforced polyester composites. International Journal of Advanced Manufacturing Technology, 104(1–4), 1075–1086. DOI 10.1007/s00170-019-03976-9. [Google Scholar] [CrossRef]
25. Raghu, M. J., Goud, G. (2020). Effect of water absorption on mechanical properties of Calotropis procera fiber reinforced polymer composites. Journal of Applied Agricultural Science and Technology, 4(1), 3–11. DOI 10.32530/jaast.v4i1.137. [Google Scholar] [CrossRef]
26. Saw, S. K., Akhtar, K., Yadav, N., Singh, A. K. (2014). Hybrid composites made from jute/coir fibers: water absorption, thickness swelling, density, morphology, and mechanical properties. Journal of Natural Fibers, 11(1), 39–53. DOI 10.1080/15440478.2013.825067. [Google Scholar] [CrossRef]
27. Shakeri, A., Ghasemian, A. (2010). Water absorption and thickness swelling behavior of polypropylene reinforced with hybrid recycled newspaper and glass fiber. Applied Composite Materials, 17(2), 183–193. DOI 10.1007/s10443-009-9111-9. [Google Scholar] [CrossRef]
28. Singh, B., Gupta, M., Verma, A. (1996). Influence of fiber surface treatment on the properties of sisal-polyester composites. Polymer Composites, 17(6), 910–918. DOI 10.1002/pc.10684. [Google Scholar] [CrossRef]
29. Bakri, B., Naharuddin, Putra, A. E. E., Renreng, I., Arsyad, H. et al. (2018). Effect of microwave treatment on mechanical properties of coir fibers. IOP Conference Series: Earth and Environmental Science, 175(1), 1–5. DOI 10.1088/1755-1315/175/1/012001. [Google Scholar] [CrossRef]
30. Bakri, B., Naharuddin, Putra, A. E. E., Renreng, I., Arsyad, H. (2018). Characterization of coir fibers after alkali and microwave treatments. ARPN Journal of Engineering and Applied Sciences, 13(4), 1335–1339. [Google Scholar]
31. Rout, J., Misra, M., Tripathy, S. S., Nayak, S. K., Mohanty, A. K. (2001). Novel eco-friendly biodegradable coir-polyester amide biocomposites: fabrication and properties evaluation. Polymer Composites, 22(6), 770–778. DOI 10.1002/pc.10579. [Google Scholar] [CrossRef]
32. Stalin, B., Athijayamani, A. (2016). The performance of bio waste fibres reinforced polymer hybrid composite. International Journal of Materials Engineering Innovation, 7(1), 15–25. DOI 10.1504/IJMATEI.2016.077312. [Google Scholar] [CrossRef]
33. Bhagat, V. K., Biswas, S., Dehury, J. (2014). Physical, mechanical, and water absorption behavior of coir/glass fiber reinforced epoxy based hybrid composites. Polymer Composites, 35(5), 925–930. DOI 10.1002/pc.22736. [Google Scholar] [CrossRef]
34. Cisneros-López, E. O., González-López, M. E., Pérez-Fonseca, A. A., González-Núñez, R., Rodrigue, D. et al. (2017). Effect of fiber content and surface treatment on the mechanical properties of natural fiber composites produced by rotomolding. Composite Interfaces, 24(1), 35–53. DOI 10.1080/09276440.2016.1184556. [Google Scholar] [CrossRef]
35. Abdullah, N. M., Ahmad, I. (2012). Effect of chemical treatment on mechanical and water-sorption properties coconut fiber-unsaturated polyester from recycled PET. ISRN Materials Science, 2012(4), 1–8. DOI 10.5402/2012/134683. [Google Scholar] [CrossRef]
36. Narendar, R., Dasan, K. P. (2013). Effect of chemical treatment on the mechanical and water absorption properties of coir pith/nylon/epoxy sandwich composites. International Journal of Polymer Analysis and Characterization, 18(5), 369–376. DOI 10.1080/1023666X.2013.785070. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |