DOI: 10.32604/jrm.2021.013844
ARTICLE
Effects of Steam Heat-Treatment on Properties of Pinus massoniana Wood and Its Bonding Performance
1College of Forestry, Guizhou University, Guiyang, 550025, China
2Yunnan Provincial Key Laboratory of Wood Adhesives and Glued Products, Southwest Forestry University, Kunming, 650224, China
3ENSTIB-LERMAB, University of Lorraine, Epinal, 88051, France
#Meifen Tian and Bengang Zhang have contributed equally to this work
*Corresponding Authors: Zhigang Wu. Email: wzhigang9@163.com; Liping Yu. Email: ylpgzu@163.com
Received: 23 August 2020; Accepted: 25 September 2020
Abstract: Pinus massoniana wood was modified by steam heat-treatment at 160°C, 180°C, 200°C and 220°C respectively and effects of the changes of density, pH, surface wettability and apparent morphology of Pinus massoniana heat-treated wood on its bonding performance were studied in this paper. The results showed that Pinus massoniana wood underwent a series of physical and chemical changes during heat-treatment as the the following: (1) The degradation of hemicellulose and cellulose with low degree of polymerization, degradation and migration of the extract resulting in the decline of density and pH of heat-treated Pinus massoniana wood. (2) Brittle fracture occured on the cell wall surface, and the pit collapse, shrink and deformation, resulting in the formation of roughness and porosity on the wood surface. (3) The surface energy decreased with the improvement of temperature, the surface wettability of Pinus massoniana wood treated at 160°C–180°C was good, while that at 200°C–220°C showed hydrophobicity. (4) Changes of density, pH, surface roughness and porosity, and wettability resulted in a reduction in the bonding strength and reliability of heat-treated Pinus massoniana wood with MUF resin adhesive. (5) When the temperature was at 160°C–180°C, the better wettability of heat-treated Pinus massoniana wood could guarantee the better bonding performance.
Keywords: Pinus massoniana wood; heat-treatment; bonding performance
Pinus massoniana has extremely extensive distributions in China, almost all extensive hills and low mountain areas on the south of Yangtze River. Pinus massoniana wood has aligned tracheid structures, moderate density, harmonious color, clear and natural texture, and approximately similar appearance with high-quality precious wood [1–4]. Furniture made of Pinus massoniana wood are highly appreciated in North America, Western Europe, Japan, and so on. Existing mainly as man-made forests, Pinus massoniana is the pioneer tree species for afforestation in barren mountains and has the most extensive distribution among major afforestation tree species. Nevertheless, fast growing of Pinus massoniana wood has many defects, such as loose texture, small density, low strength, poor corrosion resistance and inflammability [5–8]. Therefore, it is of extremely importance to implement functional modification to fast growing wood of Pinus massoniana.
Among many functional modification methods for wood, heat-treatment can not only improve size stability, corrosion resistance and weather resistance, but also has good environmental protection for no involvement of any chemical reagent [9–13]. Borůvka carried out heat-treatment to Betula platyphylla wood under 170°C and 190°C, finding that temperature rised in heat-treatment may lower strength of wood, but it could improve size stability of wood [14]. Percin treated beech wood for 1 h, 3 h and 5 h under 150°C, 175°C and 200°C, finding that heat-treatment increased weight loss, density loss and size stability of wood [15]. Suleyma carried out a heat-treatment of Rowan wood under different temperatures and different durations. They found that with the increase of heat-treatment temperature and duration, density, swelling degree and surface roughness of wood all decreased [16]. Gokhan found certain relations among density, compressive strength and hardness of hornbeam wood after heat-treatment, finding that reduction of compressive relation and hardness was related with degree of density loss. Both compressive strength and hardness decreased with the increase of temperature and duration of heat-treatment [17]. Kong found that mechanical properties of wood were mainly affected by pyrolysis of cellulose when the temperature of heat-treatment was lower than 200°C, but mechanical strength of wood suffered great losses when the temperature was higher than 200°C [18]. Chu pointed out that wettability on surface of poplar wood decreased after heat-treatment, while surface brittleness increased, and such changes became more obviously with the increase of temperature [19]. But by removing the 1-mm surface layers of heat-treated poplar, wettability and bonding strength heat-treated wood was enhanced [20]. Tiryaki showed that heat treated beech and spruce had lower modulus of rupture (MOR) and modulus of elasticity (MOE) and higher weight loss (WL) [21]. Gérardin demonstrated that heat-treatment changed acidity, wettability, surface free energy and anatomical structures of fir wood and beech wood, but the weather resistance was strengthened [22]. Different colors of heat-treatment wood could be gained and even precious wood could be imitated by adjusting the heat-treatment technologies, thus realizing diversity of product varieties and increasing the value-added [23–25]. Although heat-treatment can increase duration and size stability of wood, it can reduce strength, which might be a barrier against heat-treatment. Heat-treatment time and temperature are the most important factors that influence microstructure and macroscopic performances of wood. Moreover, different species of trees have certain differences.
Although there are many studies on heat-treatment for wood, different species of trees have certain differences, such as chemical composition, types and contents. Thus, influences of heat-treatment temperature on performances of wood shall be considered by combining tree species. Heat-treatment for Pinus massoniana wood was performed under different temperatures by using steam as the medium in this study. Key attentions were paid to discuss the influences of changes of density, pH, surface wettability and surface morphology of Pinus massoniana wood after heat-treatment on its bonding strength. This study is also expected to provide references for bonding and coating of heat-treated Pinus massoniana wood.
Pinus massoniana (PM) wood with a size of 2200 mm (length) × 130 mm (width) × 10 mm (thickness) and moisture content 10%–14% was purchased from Rongjiang Guizhou, China. Melamine-urea-formaldehyde (MUF) resin was prepared in lab with molar ratio (M + U)/F = 1:1.5, and the melamine accounted for 13% by quality. MUF characteristics included solid content at 52%, viscosity at 12.26 s. The curing agent NH4Cl was mixed with MUF before utilization. Chemical reagents used in this work were all in analysis grade.
2.2 Preparation of PM Heat-treated Wood and Testing
PM wood without cracks, corrosions and allochromatic defects were chosen to this experiment. These wood samples were dried in a drying oven under 95°C for 4 days before the heat-treatment. The dry-bulb temperature was raised to 85°C and kept for 1 h. Next, the temperature was increased to the target temperatures (160°C, 180°C, 200°C and 220°C) at a rate of 10°C/h and then kept for a 1 h, followed by cooling and humidity adjustment. The wet-bulb temperature was adjusted to 70°C firstly and then it was adjusted to and kept at 95°C when the dry-bulb temperature exceeded 100°C. The heat-treated wood was taken out when the temperature was lower than 40°C. During the heat-treatment process, steam was the only medium.
Density of heat-treated wood was tested according to the China National Standard GB/T1933-2009. Heat-treated wood was pulverized into powder and then mixed with water at a mass ratio of 1:9 standing for 24 h, and then measured the pH [26]. Cellulose, hemicellulose and lignin content of PM wood were also tested according to the references [27,28].
2.3 Preparation of Two-layer PM Heat-Treated Glued Wood and Testing
Two-layer PM glued wood with a dimension of 30 mm × 25 mm × 10 mm (thickness) was prepared with MUF resin is shown in Fig. 1. The assembled glued wood were then sent into a XLB type single-layer hot press from Shanghai Rubber Machinery Plant and pressed under a pressure of 1.5 MPa at 120°C for 10 min. A WDS-50KN mechanical testing machine was used to shear strength of the glued specimens. The bonding strength was calculated from equation:
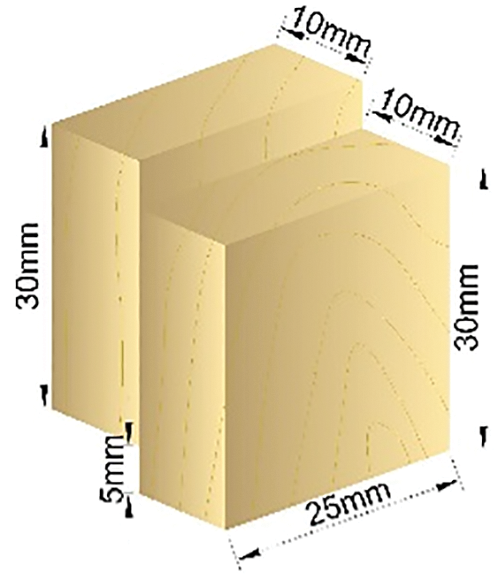
Figure 1: Size of sample for bonding strength test

where: P—bonding force, KN; σ—bonding strength, MPa; a—Length of bonding area, mm; b—Width of bonding area, mm.
Water peeling rate of PM glued wood was tested according to the China National Standard GB/T 26899-2011.
2.4 Contact Angle Measurement and Surface Free Energy Calculation
Static droplet method was used to test the contact angle of PM heat-treated wood, and diiodomethane (CH2I2) and water (H2O) were used as the nonpolar wetting liquid and polar wetting liquid, respectively. A droplet of wetting liquid was dropped on a PM heat-treated wood. Then the image of the droplet was immediately taken by JC2000A static drop contact angle measuring instrument. And then the contact angle on the surface of the wood was analyzed by Newjce2000 software.
The surface free energy of the heat-treated wood was calculated according to the Young-Good- Girifalco-Fowkes equation (Eqs. (1) and (2)) [29].


where: γ and γ
and γ is the surface free energy of liquid and solid respectively. γ
is the surface free energy of liquid and solid respectively. γ and γ
and γ is dispersion force and polar force on solid surface, respectively. γ
is dispersion force and polar force on solid surface, respectively. γ and γ
and γ is dispersion force and polar force on liquid surface, respectively. γ
is dispersion force and polar force on liquid surface, respectively. γ and γ
and γ of H2O is 21.8 × 10–7 J/cm2 and 51.0 × 10–7 J/cm2, and those of CH2I2 is 48.5 × 10–7 J/cm2 and 2.3 × 10–7 J/cm2.
of H2O is 21.8 × 10–7 J/cm2 and 51.0 × 10–7 J/cm2, and those of CH2I2 is 48.5 × 10–7 J/cm2 and 2.3 × 10–7 J/cm2.
2.5 Scanning Electron Microscope Test
Surface of PM heat-treated wood was examined using a Hitachi S-3400N emission scanning electron microscope (SEM, Tokyo, Japan) operated at 12.5 kV for investigating the morphological features.
3.1 Effects of Heat-Treatment on Cellulose, Hemicellulose and Lignin Content of PM Wood
Effects of heat-treatment temperature on cellulose, hemicellulose and lignin content of PM wood are shown in Fig. 2. At 160°C, content of cellulose, hemicellulose and lignin changed unconspicuously. When the temperature was 220°C, content of cellulose and hemicellulose decreased by 31% and 92% respectively, and lignin increased by 57%. The degradation degree of hemicellulose was the largest, mainly because galactoglucomannan was the main component of hemicellulose, and its main chain had multiple acetyl-based groups, which broke off from the main chain to produce acetic acid and promote the degradation of its amorphous region.
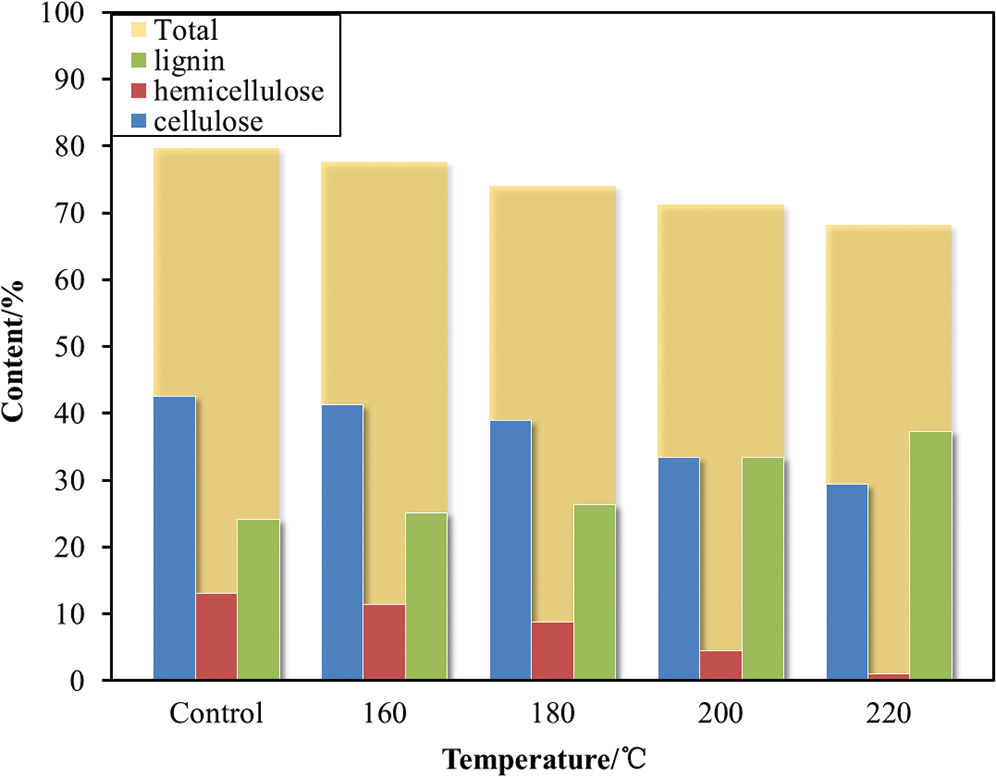
Figure 2: Effects of heat-treatment on cellulose, hemicellulose and lignin content of PM wood
3.2 Effects of Heat-Treatment on Density of PM Wood
Density is the most important property of wood. Most mechanical properties of wood are closely related with density. Effects of heat-treatment temperature on density of PM wood are shown in Fig. 3. With the increase of heat-treatment temperature, density of PM wood declined gradually. Density of PM wood before heat-treatment was 0.4836 g/cm3. However, it decreased by 3.60% to 0.4662 g/cm3 after heat-treatment under 160°C, decreased by 5.46% to 0.4572 g/cm3 after heat-treatment under 180°C, decreased by 8.91% to 0.4405 g/cm3 after heat-treatment under 200°C, and decreased by 12.80% to 0.4217 g/cm3 after heat-treatment under 220°C. The results reflected that heat-treatment temperature had significant influences on density. When temperature ranged between 160–200°C, density loss reached nearly 70%. In particular, the pyrolytic reaction of PM wood at 180°C was relatively violent.
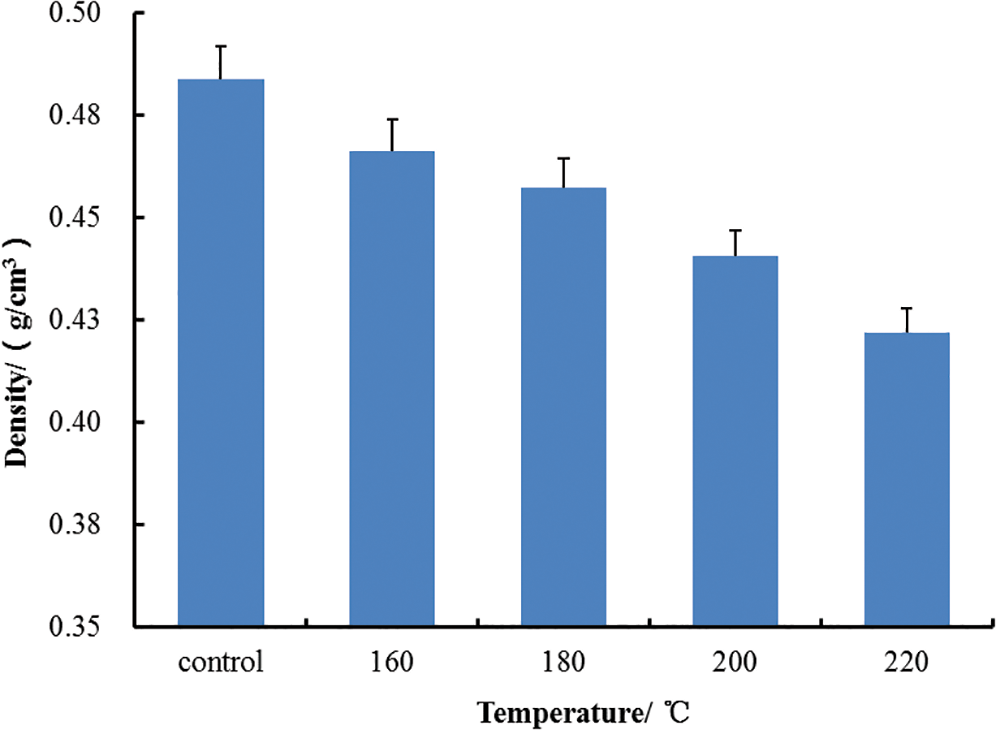
Figure 3: Effects of heat-treatment on the density of PM wood
Wood is mainly composed of cellulose, hemicellulose and lignin. Cellulose serves as the skeleton support in cell walls and it gives elasticity and strength of wood. Lignin mainly serves as the shell and it gives hardness and rigidity of wood. Hemicellulose mainly serves for bonding and it gives shearing strength and certain toughness of wood. After heat-treatment, density of PM wood decreased gradually and it was mainly related with contents change of cellulose, hemicellulose and lignin. Chemical structures of cellulose, hemicellulose and lignin determine that the hemicellulose has the poorest thermal stability, while lignin has the highest thermal stability. In the process of heat-treatment, hemicellulose develops pyrolysis firstly, accompanied with pyrolysis of few celluloses with low polymerization degree. Nevertheless, lignin is difficult to have pyrolysis. Besides, extracts might be volatized, degraded and migrated in the process of heat-treatment. Consequently, component substances in wood decreased and thereby density declined. Moreover, in the process of heat-treatment, hemicellulose and cellulose on wood cell walls continue to degrade, thus resulting in thinning of cell walls and expansion of cell cavities which reflects decrease of density. Density of wood is closely related with mechanical properties of wood.
3.3 Effects of Heat-Treatment on pH of PM Wood
Effects of heat-treatment on pH of PM wood are shown in Fig. 4. With the increase of heat-treatment temperature, pH of PM wood declined gradually. pH before heat-treatment was 4.91, which decreased to 4.83, 4.71, 4.62 and 4.51 after heat-treatment under 160°C, 180°C, 200°C and 220°C, respectively. There are three points to explain the reduction of pH of PM wood after heat-treatment: (1) Pyrolysis of wood components. Branch structures of hemicellulose are mainly amorphous, so that hemicellulose has poor thermal stability and it is easy to be decomposed in the process of heat-treatment. As a kind of coniferous wood, polyo-acetyl galactose glucose mannose and polyarabinose—4-o-methyl glucuronic xylose are main components of the hemicellulose of PM wood. On the one hand, the acetyl at the end is transformed into acetic acid in the process of heat-treatment. On the other hand, the acetyl will be degraded into acetic acid and propionic acid in the process of heat-treatment. These acids, in turn, can promote decomposition of cellulose, thus resulting in fierce degradation of chemical components in wood and further decreasing density gradually. In addition, cellulose with low polymerization degree and non-crystalline region of cellulose are degraded, dehydrated and oxidized to produce carboxylic acids under high temperature, which also increases acidity of wood. (2) Pyrolysis and migration of extracts. There are many types of extracts in PM wood, including resin, essential oil, tannin, etc. Among them, the faintly acid rosin is the most significant extract. In the process of heat-treatment, extracts degrade and oxidize to produce acid substances, which might migrate onto wood surface due to collaborative effect of high temperature and moisture. This also increases acidity of wood. (3) Reduction of free hydroxyl. The non-crystalline region of cellulose contains a lot of –OH and it will be crystalized due to crosslinking reactions among molecular chains of cellulose during heat-treatment under high temperature, which can decrease free –OH significantly and thereby increasing concentration of hydrogen ions in wood indirectly [27].
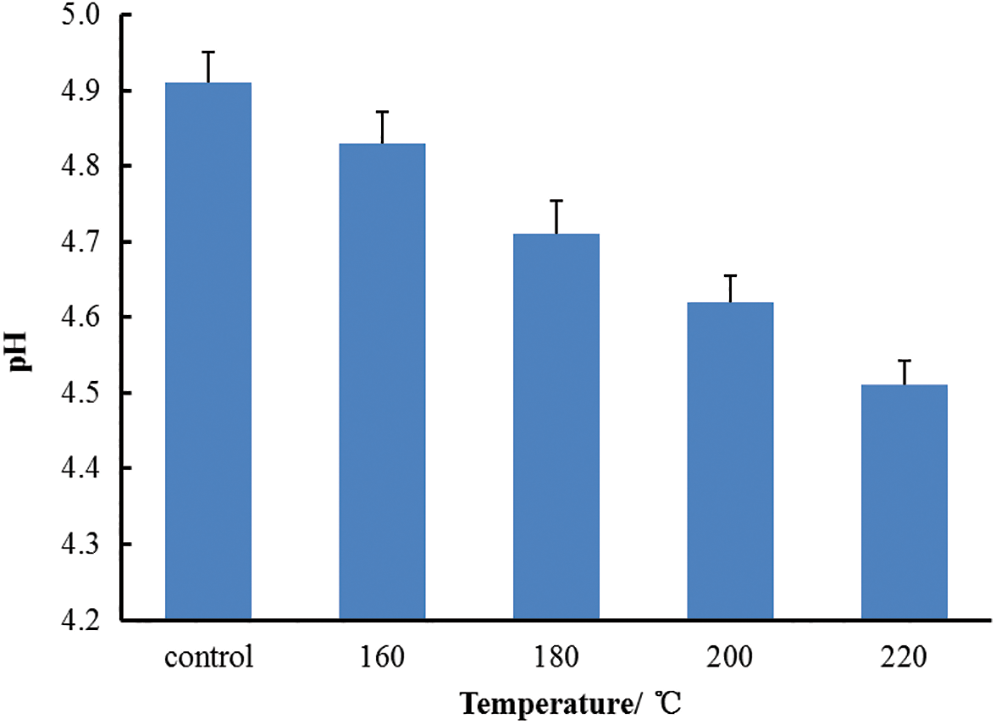
Figure 4: Effects of heat-treatment on the pH of PM wood
Some studies pointed out that thermal degradation temperature of hemicellulose during heat-treatment mainly falls between 140–200°C. The most violent thermal degradation was observed at 180°C and the thermal degradation basically finished under 200°C. Cellulose was degraded less obviously until reaching 180°C and lignin was difficult to degrade under 220°C [30]. It was seen from Fig. 4 that pH of PM wood decreased the mostly between 160–200°C, especially at the temperature of 180°C. The reduction amplitude of pH decreased gradually when temperature exceeded 200°C, indicating that pyrolysis of hemicellulose was the main cause of reduction of pH.
3.4 Effects of Heat-Treatment on Apparent Morphology of PM Wood
The apparent morphology of PM wood is shown in Fig. 5. PM wood had smooth surface, perfect structures and clear and dense textures before heat-treatment. However, apparent morphology of PM wood changed significantly after heat-treatment, which was mainly manifested in the following three aspects: (1) Surface became rough. The surface roughness was positively related with temperature of heat-treatment. There were fiber fractures (A) on the surface at 200°C and 220°C. (2) Pine oleoresin (B) decreased. Pine oleoresin scattered around on surface of PM wood before heat-treatment, but it degraded or dissolved and migrated after heat-treatment. (3) Porosity increased. PM wood before heat-treatment and after heat-treatment under low temperatures, pits of cell walls were basically perfect and looked approximately round (C). With the increase of treatment temperature, the pit border collapsed and shrank gradually. The pit membrane was exposed under 200°C and 220°C, accompanied with cracking (D). The pit became hollow and narrow, with decreasing diameter.
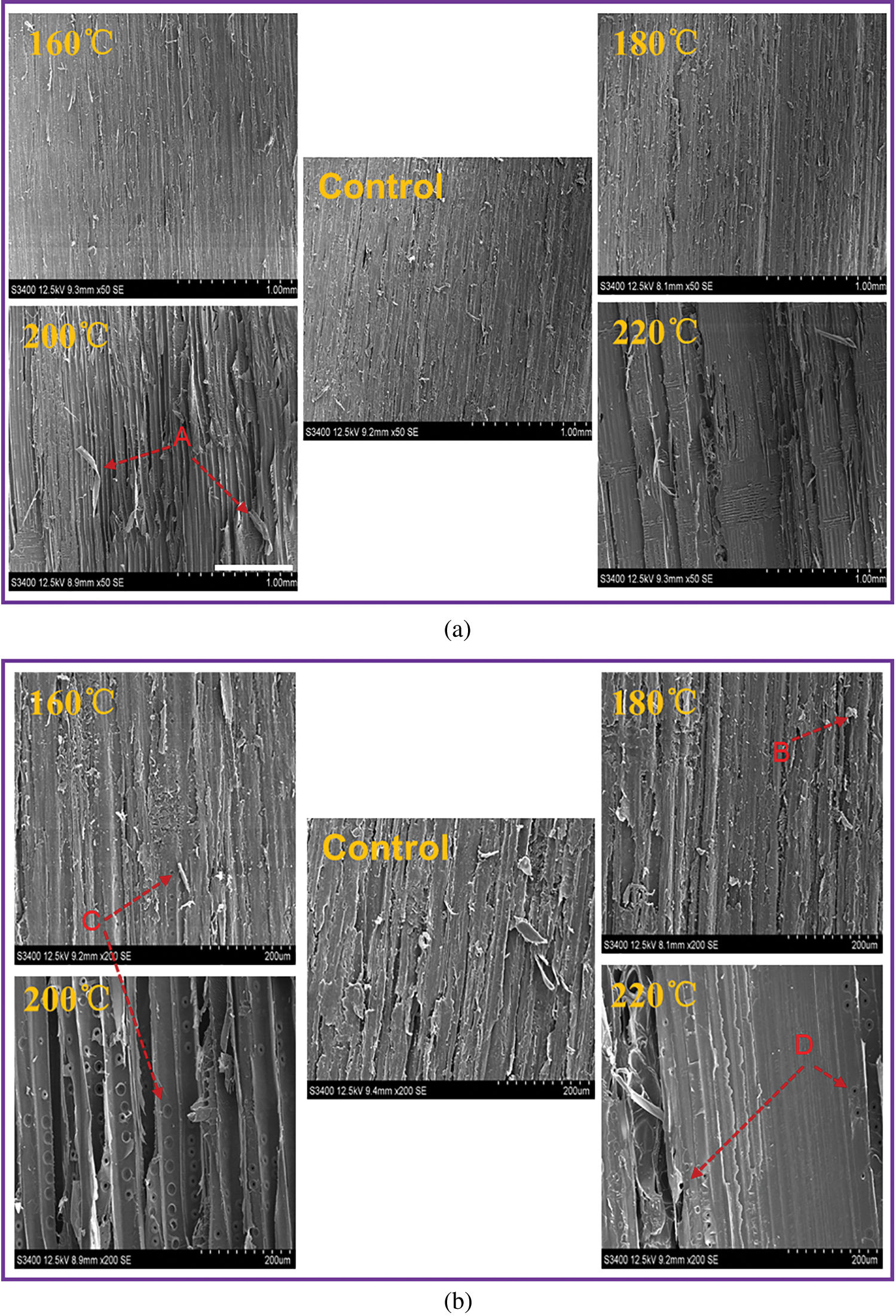
Figure 5: SEM of PM heat-treated wood, (a) Scale 1 mm, (b) Scale 200 um
By combining changes of density and pH of PM wood in the process of heat-treatment, there was very significant degradation of hemicellulose during heat-treatment. Hemicellulose serves for bonding in cell wall, so loss of hemicellulose undoubtedly decreased toughness and increased brittleness of PM wood [31,32]. Besides, migration of water and extracts might trigger release of stresses from inside the wood, thus causing brittle fractures on the surface of cell wall. On the one hand, brittle fracture could cause microcracks on cell walls. With the increase of heat-treatment temperature, the number and size of cracks increased, which caused relatively macroscopic fiber peeling and increased roughness of geometric morphology. On the other hand, pit border of cell wall collapsed and shrinked, and pit membrane was exposed and cracked gradually with the increase of temperature. The pit become hollow and narrow, accompanied with reduction of diameter. Degradation of component substances on cell wall, including hemicellulose and cellulose with low-polymerization degree also might cause loosening and pores of cell wall, thus making diffusion, wetting and penetration of adhesive into wood more unobstructed and making it easier to form enough glue nails.
Degradation products of pine oleoresin in the process of heat-treatment might have the effect of the adhesive to increase the bonding strength. Moreover, pine oleoresin dissolved and migrated onto wood surface to form a weak interface layer with a lower surface energy, which was against the bonding performance.
3.5 Effects of Heat-Treatment on Surface Wettability of PM Wood
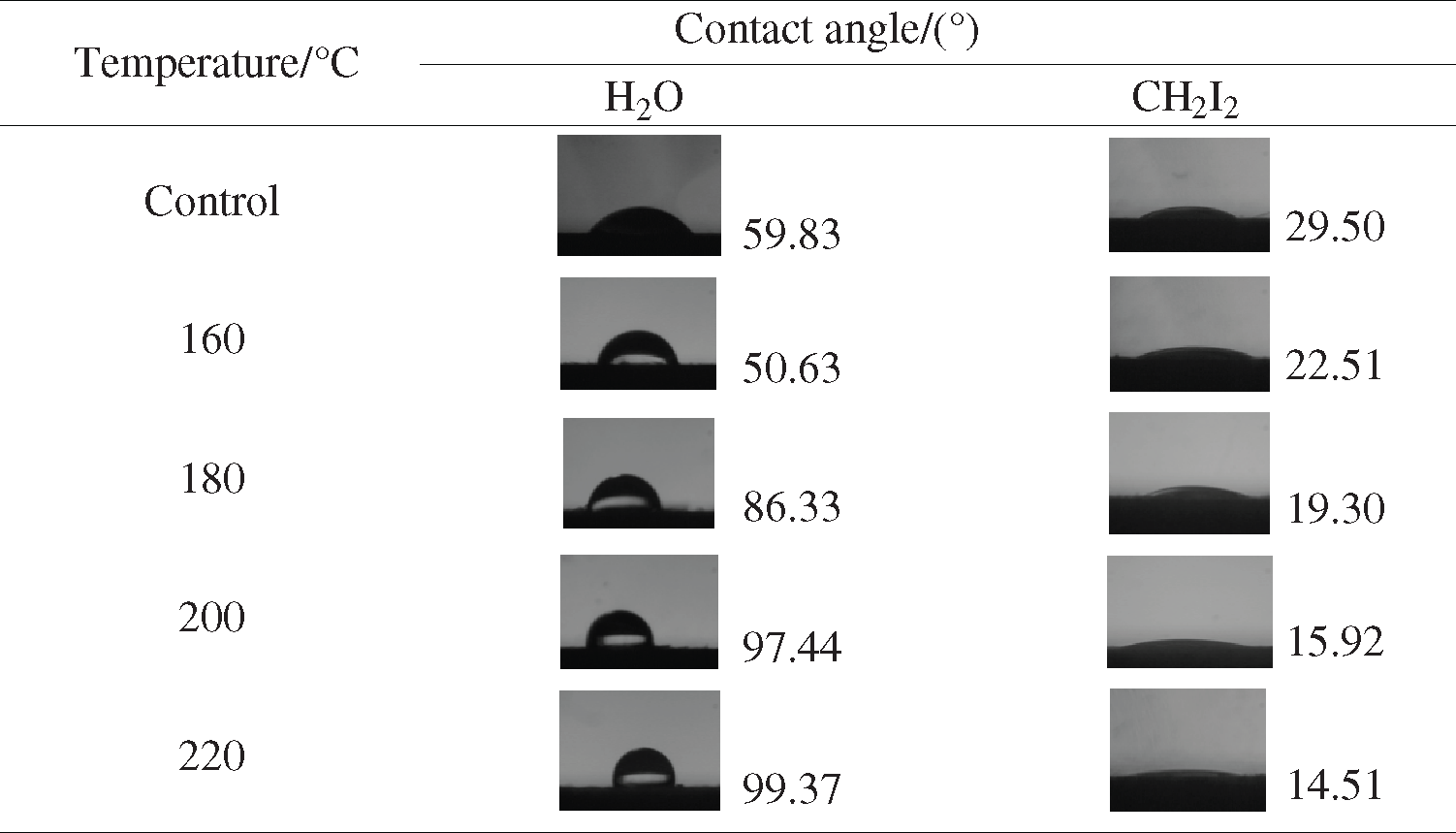
Wettability is an important parameter to study surface characteristics of wood. It is often expressed by the contact angle. If the contact angle is smaller, the wettability is better. The results of surface contact angle of PM wood after heat-treatment are shown in Tab. 1. The contact angle of PM wood was smaller than 90° when the wetting liquid was non-polar CH2I2. The contact angle before heat-treatment was 29.5°. With the increase of temperature between 160–220°C, the contact angle declined gradually. When the wet liquid was polar H2O, the contact angle was generally positively correlated with temperature. The surface contact angle of PM wood was 59.83°, which changed to 50.63° and 86.33° after heat-treatment at 160°C and 180°C, respectively. The contact angle was smaller than 90°. However, the contact angles after heat-treatment under 200°C and 220°C were higher than 90°, reaching 97.44° and 99.37°, respectively. Effects of heat-treatment on contact angle when PM wood was wet by polar liquid were stronger than those when it was wet by non-polar liquid. Different polar liquids had different surface tension, resulting in different contact angle between liquid and wood surface. After high-temperature heat-treatment, polar groups on surface of PM were decreased, and polar water molecules were difficult to spread, resulting in the large contact angle and deteriorating wettability.
Table 1: Effects of heat-treatment on contact angle of PM wood
Generally speaking, the solid surface has poor wettability and liquid cannot wet the solid when the contact angle is larger than 90° [33]. On contrary, the liquid can wet the solid when the contact angle is smaller than 90°. Therefore, surface of PM wood could be wet by water when the temperature was between 160–180°C, while the surface was difficult to be wet in the temperature range of 200–220°C. In other words, surface of PM wood changed from hydrophilia to hydrophobicity during heat-treatment. MUF resin was hydrophilic adhesive, which was disadvantageous for bonding PM wood during 200–220°C.
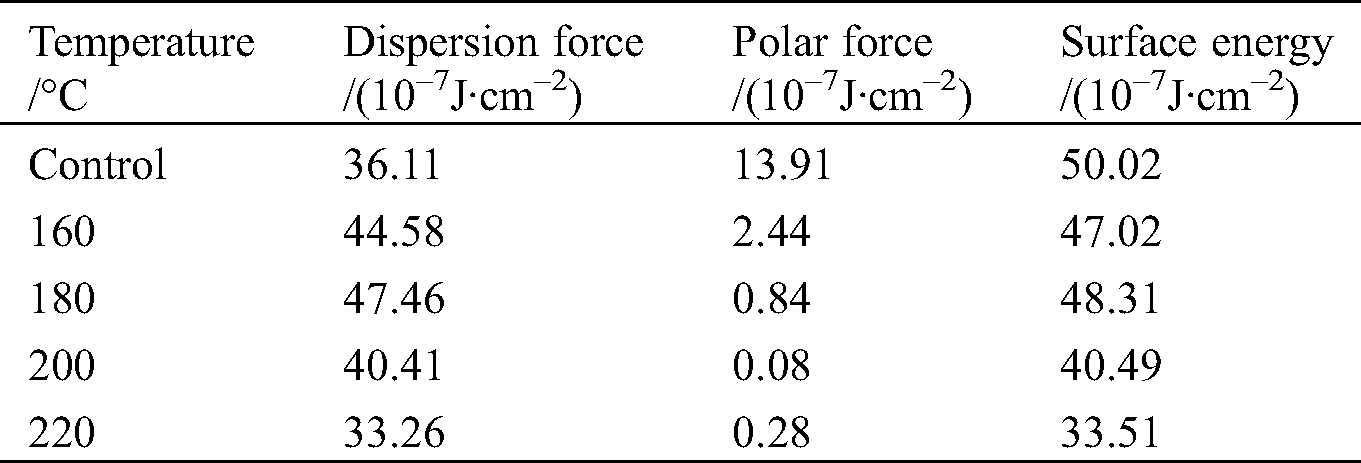
Surface free energy is another important parameter to study surface characteristics of wood. Generally speaking, the liquid can spread completely on wood surface when the wood surface energy is higher than or equal to surface tension of liquid, which is manifested by a smaller contact angle. The surface energy is larger and the liquid is easier to wet the wood surface. The results of surface energy on PM wood are shown in Tab. 2. The surface energy of unprocessed PM wood was 50.02 × 10–7 J/cm2, but it changed slightly to 47.02 × 10–7 J/cm2 and 48.31 × 10–7 J/cm2 after heat-treatment under 160°C and 180°C, respectively. However, surface energies of PM wood decreased significantly to 40.49 × 10–7 J/cm2 and 33.51 × 10–7 J/cm2 after heat-treatment under 200°C and 220°C, respectively. When the contact angle is smaller than 90°, a rougher solid surface was more conducive to wetting of the liquid. When that is larger than 90°, a rougher solid surface is more against wetting of the liquid [11–12,26]. When the temperature of heat-treatment was 160–180°C, the contact angle of water was smaller than 90°. Although roughness of wood in this stage increased, it is beneficial to wetting of water, thus changing surface energy slightly. When the temperature of heat-treatment was 200–220°C, the contact angle of water was larger than 90°. Although roughness of wood also increased in this stage, it was not beneficial for wetting of water, thus decreasing surface energy significantly. In addition, changes of surface energy were mainly caused by reduction of polar components during 160–180°C. The changes of surface energy during 200–220°C was mainly attributed to reduction of dispersion components, in which the temperature was relatively high and there were serious brittle fractures of cell walls, accompanied with high degree of fiber peeling, uneven surface force field, increasing distance between adjacent mass points and decreasing dispersion force on rough surface.
Table 2: Effects of heat-treatment on surface energy of PM wood
3.6 Effects of Heat-Treatment on Bonding Performance of PM Wood
Effects of heat-treatment on bonding performance of PM wood is shown in Fig. 6. It can be seen from Fig. 6 that with the increase of heat-treatment temperature, the bonding strength of PM wood decreased gradually. This was because (1) Density of wood is closely related with mechanical properties of wood. Generally speaking, the bonding strength generally declines with the reduction of density when the density of wood is smaller than 0.8 g/cm3 [28]. Therefore, the decrease of density of PM wood will also lead to the decrease of its bonding strength. (2) In this study, adhesive was MUF resin and its curing generally occurs under weak acid conditions. Reduction of pH of PM wood leaded to weakening spreadability and permeability of MUF resin on wood surfaces. The disadvantage such as excessive quick curing, shortening curing time, uneven and incomplete curing, and concentration of stresses in the glue layer, and so on, might cause low bonding strength and poor glue reliability. (3) Degradation of hemicellulose and some cellulose of PM wood during heat-treatment led to comprehensive consequences of density decrease, acidity increase, and surface free energy decrease. Bonding strength of unprocessed PM wood was 5.08 MPa, while bonding strengths after heat-treatments under 160°C, 180°C, 200°C and 220°C were 4.60 MPa, 3.78 MPa, 3.28 MPa and 2.89 MPa, respectively. The reduction level of bonding strength after heat-treatments under 160–180°C was larger than that under 200–220°C, which conformed to the change trend of surface energy. Therefore, the temperature of heat-treatment was chosen within the range of 160–180°C and the good wettability of the bonding interface could assure relatively high bonding strength.
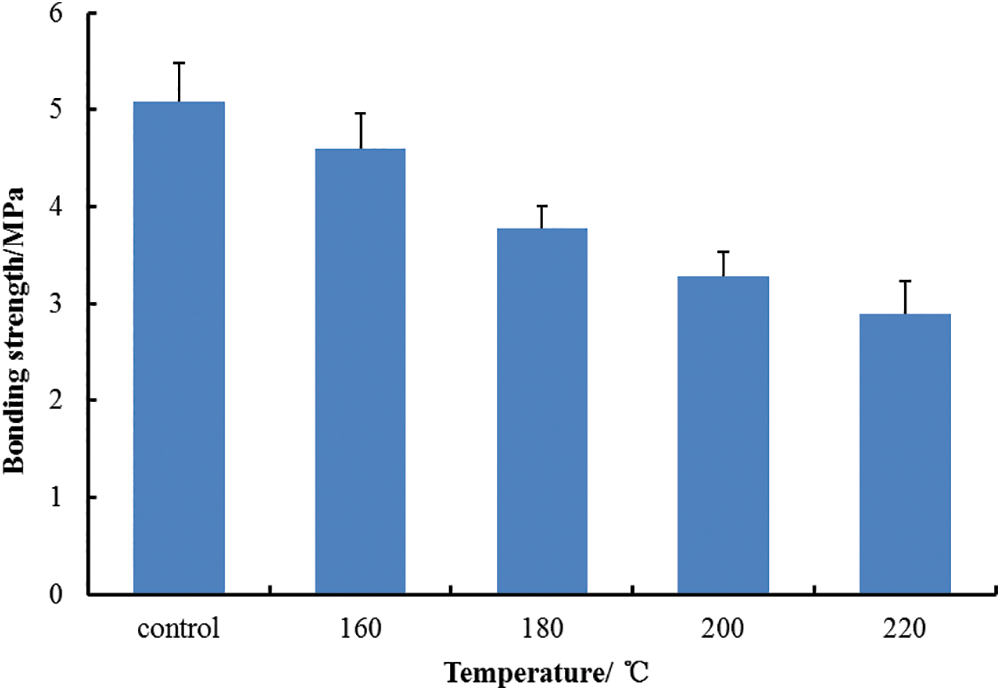
Figure 6: Effects of heat-treatment on bonding strength of Pinus massoniana wood with MUF resin
Water peeling rate reflects bonding stability of glued wood. Effects of heat-treatment on water peeling rate of PM glued wood are shown in Fig. 7. The total peel rate of unprocessed PM was 18.77%, and the single layer maximum peel rate was 37.62%. The total peel rate and the single layer maximum peel rate of single layer after heat-treatments under 160°C, 180°C, 200°C and 220°C increased gradually, and they even reached 100% after heat-treatment under 220°C. This reflected that bonding stability of PM glued wood deteriorated after heat-treatment especially at high temperature.
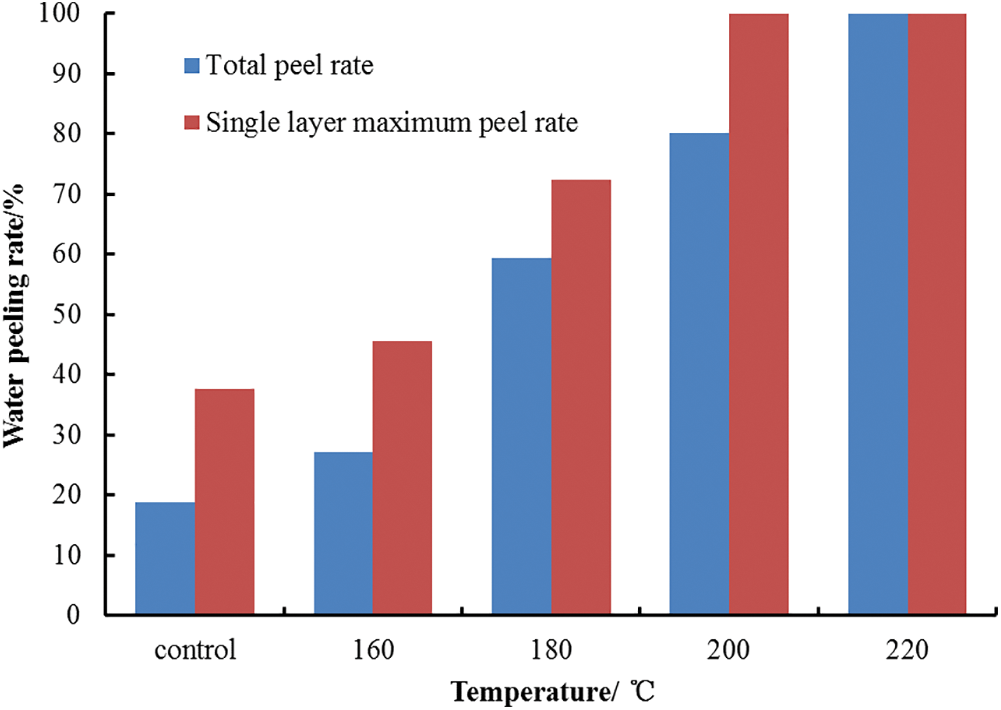
Figure 7: Effects of heat-treatment on water peeling rate of PM glued wood
Pinus massoniana wood was modified by steam heat-treatment under 160°C, 180°C, 200°C and 220°C respectively. The results revealed that (1) The degradation of hemicellulose and cellulose with low degree of polymerization, degradation and migration of the extract resulting in the decline of density and pH of Pinus massoniana heat-treatment wood. (2) Brittle fracture occured on the cell wall surface, and the pit collapse, shrink and deformation, resulting in the formation of roughness and porosity on the wood surface. (3) The surface energy decreased with the improvement of temperature, the surface wettability of Pinus massoniana wood treated at 160°C–180°C was good, while that at 200°C–220°C showed hydrophobicity. (4) Changes of density, pH, surface roughness and porosity, and wettability resulted in a reduction in the bonding strength and reliability of Pinus massoniana heat-treatment wood with MUF resin adhesive. When the heat-treatment temperature was at 160°C–180°C, the better wettability of Pinus massoniana heat-treatment wood could guarantee the better bonding performance. (5) The results of this paper will provide references for the bonding and coating of heat-treated Pinus massoniana wood.
Funding Statement: This work was supported by Science-technology Support Foundation of Guizhou Province of China (Nos. [2019]2308, NY [2015]3027, [2020]1Y125 and [2019]2325), National Natural Science Foundation of China (No. 31800481), Forestry Department Foundation of Guizhou Province of China (Nos. [2017]14, [2018]13).
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. An, N., Ding, G., Chen, H., Nong, Y., Huang, D. (2018). Relationship between resin yield and tree factors of Pinus massoniana. Journal of Northwest Forestry University, 33(3), 106–110. DOI 10.3969/j.issn.1001-7451.2018.03.16. [Google Scholar] [CrossRef]
2. Ni, Z., Zhou, P., Xu, M., Xu, L. (2018). Development and characterization of chloroplast microsatellite markers for Pinus massoniana and their application in Pinus (Pinaceae) species. Journal of Genetics, 97(S1), 53–59. DOI 10.1007/s12041-018-0931-y. [Google Scholar] [CrossRef]
3. Ding, B., Ding, G., Li, X., Yang, Y. (2016). Effects of short-term thinning on the carbon storage in Cunninghamia lanceolata plantation ecosystem. Journal of Central South Forestry University, 36(8), 66–71. DOI 10.14067/j.cnki.1673-923x.2016.08.013. [Google Scholar] [CrossRef]
4. Chen, T., Xie, Y., Wei, Q., Wang, X., Hagman, O. et al. (2016). Effect of refining on physical properties and paper strength of Pinus massoniana and China fir cellulose fibers. BioResources, 11(3), 7839–7848. DOI 10.15376/biores.11.3.7839-7848. [Google Scholar] [CrossRef]
5. Yang, Z., Xia, H., Tan, J., Feng, Y., Huang, Y. (2020). Selection of superior families of Pinus massoniana in southern China for large-diameter construction timber. Journal of Forestry Research, 31(2), 475–484. DOI 10.1007/s11676-018-0815-2. [Google Scholar] [CrossRef]
6. Ju, S., Li, X., Luo, T., Li, M. (2019). Anisotropic propagation of acoustic emission signal on surface of Pinus massoniana Lamb. glulam. Journal of Forestry Engineering, 4(2), 48–53. DOI 10.13360/j.issn.2096-1359.2019.02.008. [Google Scholar] [CrossRef]
7. Wang, X., Meng, J., Cheng, Z., Guan, H. (2020). Research progress of durable superhydrophobic wood surface. Journal of Forestry Engineering, 5(3), 13–20. DOI 10.13360/j.issn.2096-1359.201910013. [Google Scholar] [CrossRef]
8. Wang, C., Yang, Z., Wang, X., Yu, Q. (2019). New research progress of functional wood. Journal of Forestry Engineering, 4(3), 10–18. DOI 10.13360/j.issn.2096-1359.2019.03.002. [Google Scholar] [CrossRef]
9. Esteves, B. M., Pereira, H. M. (2009). Wood modification by heat treatment: A review. BioResources, 4(1), 370–404. DOI 10.1515/HF.2009.036. [Google Scholar] [CrossRef]
10. Gu, L., Ding, T., Jiang, N. (2019). Development of wood heat treatment research and industrialization. Journal of Forestry Engineering, 4(4), 1–11. DOI 10.13360/j.issn.2096-1359.2019.04.001. [Google Scholar] [CrossRef]
11. Nhacila, F., Sitoe, E., Uetimane, E., Manhica, A., Egas, A. et al. (2020). Effects of thermal modification on physical and mechanical properties of Mozambican Brachystegia spiciformis and Julbernardia globiflora wood. European Journal of Wood and Wood Products, 78, 871–878. DOI 10.1007/s00107-020-01576-z. [Google Scholar] [CrossRef]
12. Cirule, D., Verovkins, A., Andersone, I., Kuka, E., Andersons, B. (2020). Thermally modified birch wood interaction with liquids. European Journal of Wood and Wood Products, 78(5), 849–857. DOI 10.1007/s00107-020-01568-z. [Google Scholar] [CrossRef]
13. Korkut, S., Alma, M. H., Elyildirim, Y. K. (2009). The effects of heat treatment on physical and technological properties and surface roughness of European Hophornbeam (Ostrya carpinifolia Scop.) wood. African Journal of Biotechnology, 820(20), 5316–5327. DOI 10.1186/1471-2164-10-485. [Google Scholar] [CrossRef]
14. Borůvka, V., Dudík, R., Zeidler, A., Holeček, T. (2019). Influence of site conditions and quality of birch wood on its properties and utilization after heat treatment. Part I—Elastic and strength properties, relationship to water and dimensional stability. Forests, 10(2), 189. DOI 10.3390/f10020189. [Google Scholar] [CrossRef]
15. Percin, O., Peker, H., Atlgan, A. (2016). The effect of heat treatment on the some physical and mechanical properties of beech (Fagus orientalis lipsky) wood. Wood research, 61(3), 443–456. [Google Scholar]
16. Suleyman, K., Budakci, M. (2010). The effects of high-temperature heat-treatment on physical properties and surface roughness of rowan (Sorbus aucuparia L.) wood. Wood Research, 55(1), 67–78. DOI 10.2488/jwrs.56.427. [Google Scholar] [CrossRef]
17. Gokhan, G., Suleyman, K., Deniz, A., Ilter, B. (2009). The density, compression strength and surface hardness of heat treated Hornbeam (Carpinus betulus L.) wood. Ciencia y tecnología, 11(1), 61–70. DOI 10.4067/S0718-221X2009000100005. [Google Scholar] [CrossRef]
18. Kong, F., Zou, C., Wang, Y., Shao, H., Sun, L. et al. (2019). Effect of heat treatment on chemical composition and physico-mechanical properties of wood. Forestry Machinery & Wood Working Equipment, 47(1), 9–16. DOI 10.13279/j.cnki.fmwe.2019.0002. [Google Scholar] [CrossRef]
19. Chu, D., Xue, L., Zhang, Y., Kang, L., Mu, J. (2016). Surface characteristics of poplar wood with high temperature heat treatment: Wettability and surface brittleness. BioResources, 11(3), 6948–6967. DOI 10.15376/biores.11.3.6948-6967. [Google Scholar] [CrossRef]
20. Chu, D., Mu, J., Avramidis, S., Rahimi, S., Lai, Z. et al. (2020). Effect of heat treatment on bonding performance of poplar via an insight into dynamic wettability and surface strength transition from outer to inner layers. Holzforschung, 74(8), 777–787. DOI 10.1515/hf-2019-0145. [Google Scholar] [CrossRef]
21. Tiryaki, S. (2015). Investigating the relationship between some mechanical properties and weight loss in heat treated woods. Journal of Polytechnıc-Polıteknık Dergısı, 18(3), 149–154. [Google Scholar]
22. Gérardin, P., Petrič, M., Petrissans, M., Lambert, J., Ehrhrardt, J. J. (2018). Evolution of wood surface free energy after heat treatment. Polymer Degradation & Stability, 92(4), 653–657. DOI 10.1016/j.polymdegradstab.2007.01.016. [Google Scholar] [CrossRef]
23. Boonstra, M. J., van Acker, J.,Kegel, E., Stevens, M. (2006). Optimisation of a two-stage heat treatment process: Durability aspects. Wood Science and Technology, 41(1), 31–57. DOI 10.1007/s00226-006-0087-4. [Google Scholar] [CrossRef]
24. Wikberg, H., Liisamaunu, S. (2004). Characterisation of thermally modified hard- and softwoods by 13C CPMAS NMR. Carbohydrate Polymers, 58(4), 461–466. DOI 10.1016/j.carbpol.2004.08.008. [Google Scholar] [CrossRef]
25. Cao, Y., Lu, J., Huang, R., Jiang, J. (2011). Increased dimensional stability of Chinese fir through steam-heat treatment. European Journal of Wood and Wood Products, 70(4), 441–444. DOI 10.1007/s00107-011-0570-y. [Google Scholar] [CrossRef]
26. Wu, Z., Chen, S., Tian, M., Li, L., Yu, L. et al. (2019). Effects of heat-treatment on bonding performance of Betula alnoides. Wood Research, 64(6), 1045–1054. [Google Scholar]
27. Hu, Y. (2013). Pyrolysis process and thermodynamic characteristics of lignocellulosic biomass components. Chinese Academy of Forestry. DOI 10.3969/j.issn.1673-5854.2014.03.014. [Google Scholar] [CrossRef]
28. Li, M. (2015). Effects of steam heat treatment on the main chemical components and their structure of teak wood. Chinese Academy of Forestry. DOI 10.7666/d.Y2903862. [Google Scholar] [CrossRef]
29. Wu, Z., Xi, X., Lei, H., Du, G., Zhang, B. et al. (2017). Modification of tannin-soy based adhesive coordination with plasma in plywood. Journal of Southwest Forestry University, 37(4), 199–205. DOI 10.11929/j.issn.2095-1914.2017.04.029. [Google Scholar] [CrossRef]
30. Wang, L., Cheng, R. (2006). Effects of wood material factors on bonding strength of wood. China Wood-Based Panels, 8, 10–13. [Google Scholar]
31. Li, Y., Tang, R., Bao, B., Sun, H. (2010). Mechanical properties and dimensional stability of heat-treated Chinese fir. Journal of Beijing Forestry University, 32(4), 232–236. DOI 10.13332/j.1000-1522.2010.04.049. [Google Scholar] [CrossRef]
32. Wang, X., Chen, X., Xie, X., Wu, Y., Zhao, L. et al. (2018). Effects of thermal modification on the physical, chemical and micromechanical properties of Masson pine wood (Pinus massoniana Lamb.). Holzforschung, 72(12), 1063–1070. DOI 10.1515/hf-2017-0205. [Google Scholar] [CrossRef]
33. Qin, Z. (2014). Study on wood and adhesive surface/interface wettability characterization and influencing factors. Beijing: Beijing Forestry University. [Google Scholar]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |