| Journal of Renewable Materials |
DOI: 10.32604/jrm.2021.014490
ARTICLE
Mechanical Properties, Microstructure and Surface Quality of Polypropylene Green Composites as a Function of Sunflower Husk Waste Filler Particle Size and Content
1Poznan University of Technology, Institute of Materials Technology, Poznan, Poland
2Poznan University of Technology, Institute of Mechanical Technology, Poznan, Poland
3Gdansk University of Technology, Department of Polymer Technology, Faculty of Chemistry, Gabriela Narutowicza 11/12, Gdansk, Poland
*Corresponding Authors: Mateusz Barczewski. Email: mateusz.barczewski@put.poznan.pl; Jacek Andrzejewski. Email: jacek.andrzejewski@put.poznan.pl
Received: 01 October 2020; Accepted: 16 December 2020
Abstract: Agricultural waste is a still untapped source of materials that can, in case of proper utilization, significantly improve the sustainability of polymers and their composites. In this work, polymer composites based on isotactic polypropylene were produced incorporating ground sunflower husk in the amount of 10 wt% and 20 wt%. The work’s main objective is to evaluate how preliminary fractioning of this agricultural waste filler affects the thermomechanical properties, microstructure and surface topology of polypropylene-based injection molded composites. The composites were analyzed for mechanical properties (tensile, impact strength and hardness), thermomechanical properties (Vicat softening point VST, heat deflection temperature HDT, and dynamic thermomechanical analysis DMTA) with reference to morphological changes evaluated using scanning electron microscopy (SEM). The quality of the produced composites was assessed on the basis of the analysis of the surface topology of the injected composites. It has been shown that the larger particle size of used filler has a direct impact on increasing composite stiffness in the room and elevated temperature. Moreover, a relationship was demonstrated between the size of the filler and the deterioration of the tensile strength in the case of composites with a higher content of filler. The results show that the addition of sunflower husk as a particle-shaped waste filler is an effective method to increase sustainability of polypropylene-based green composites with beneficial thermomechanical properties and to reduce the residue of sunflower husk from industrial oil production.
Keywords: Polypropylene; sunflower husk; green composite; waste filler; structure-property relationships
Nomenclature
| DMTA – | dynamic thermomechanical analysis |
| HDT – | heat deflection temperature |
| iPP – | isotactic polypropylene |
| MFR – | melt flow rate |
| PLA – | polylactide |
| PHBV – | polyhydroxybutyrate-co-valerate |
| Ra – | average roughness |
| Rz – | mean peak-to-valley height |
| SEM – | scanning electron microscopy |
| SH – | sunflower husk |
| Sq – | surface topography 3D parameter |
| Ssk – | surface skewness |
| Tg – | glass transition temperature |
| VST – | Vicat softening temperature |
| WF – | wood flour |
Due to their affordability and advantageous functional properties, polymers have a significant share in all industries’ materials recently. Due to its good mechanical properties, superior chemical resistance, price and availability, polypropylene (PP), as the second most frequently processed polymer, is used in different branches of the industry, including automotive, civil engineering, food and packaging [1–4]. Unfortunately, due to its origin and the lack of biodegradation ability, significant amounts of improperly managed PP waste may constitute a burden on the natural environment. While PP is a material that can be mechanically recycled many times, its functional properties do not change significantly due to multiple melt processing [5]. In recent years, there has been a search for various solutions focused on the improvement of PP and PP based composites sustainability. This process is carried out by using recycled polypropylene as a matrix for composites development [6,7], replacing petrochemical varieties of polypropylene with PP-biobased grades [8,9] and by producing bio-composites modified with lignocellulosic natural fillers [10,11] or waste fillers from different branches of the industry made from post-consumer or production waste [12,13]. The addition of natural fillers into petroleum-based polymers may still arouse controversy, mostly because final products are not biodegradable. According to studies of Kamau-Devers and Miller, the environmental impact, including energy consumption of polypropylene-wood flour composites, is still lower than composites based on biodegradable polymers such as polylactide (PLA) or polyhydroxybutyrate-co-valerate (PHBV) [14].
Application of lignocellulosic fillers instead of inorganic fillers such as glass fibers make limitations of total ecological footprints of final products compared to pure polymer [15]. One of the most common solutions to the development of PP-based bio-composites is the incorporation of wood flour (WF) [16–18]. Its application into polymeric matrix allowed to reduce the amount of the used polymer for manufacturing of the final product and did not suppress the availability of utilization by a burning process. Most of the commercially available WF is not a by-product from the wood industry but a specially made filler grade for the needs of which significant amounts of trees are cut. The application of agricultural wastes in the form of ground lignified parts of the plants as fillers instead of WF for the development of polymeric composites allows additionally to reduce the environmental impact of final products [19]. The lignocellulosic waste fillers may be produced from different parts of the plants, including straw [20,21], stalks [22], husks [23,24], hulls [25], shells [26–28] or leaves [29,30]. The effect of lignocellulosic fillers incorporation strongly depends on their shape and size. In most cases, for composites with proper interfacial adhesion between the polymeric matrix and the filler, incorporating the particle-shaped filler with a higher aspect ratio allows obtaining a better reinforcing effect and overall improved mechanical properties of the composites [31]. It also leads to increased viscosity of the composition, which may also cause the creation of additional structural defects in the composite structure [32]. Therefore, it is essential to correctly choose the filler’s preliminary mechanical treatment method, including its grinding and sieving process.
In addition to improving mechanical properties, an important aspect behind the use of lignocellulosic fillers are the benefits of obtaining a specific aesthetics of the final products (obtaining a wood-like effect) [33]. It should be pointed out that the introduction of fillers to the polymer composite and using inappropriate parameters of the processing process may lead to an increase in surface roughness and various types of quality defects [34,35]. Kaymakci et al. [36,37] study the influence of sunflower stalk flour addition on the properties and surface quality of polypropylene-based highly filled composites. Addition of the up to 60 wt% of the particle-shaped filler results in more than 5 times higher surface roughness than the reference sample. De Cedemartori et al. [34] studied the roughness of the composite made of polypropylene filled simultaneously with mate-tea post-consumer waste and eucalypt wood. They showed that the application of two different fillers with different geometry provides to deterioration of surface quality in comparison to materials produced with only one filler and the same wt% content. Błędzki et al. [38] investigated the influence of foaming agent type on surface parameters of polypropylene-wood fiber composites with constant content of the filler (30 wt%). The results showed that foamed composites reveal significantly lower roughness than those with solid structure made without a foaming agent. Wechsler et al. [39], in their study, compare the roughness of highly filled polypropylene-wood composite panels produced with the use of fiber and particles. They found that incorporating wood particles caused about twice higher roughness of the final product compared to those manufactured with fiber-shaped wood. Therefore, it is essential to describe how aspect ratio of the ground waste filler may affect the injection molded parts’ surface quality.
Fractionated and properly selected sieving procedure may cause beneficial results in the mechanical properties and the quality of injection molded parts made of the thermoplastic polymeric matrix and lignocellulosic filler. However, using the waste fillers should be characterized by simplifying all preliminary processes and minimization of operations, which are necessary to achieve the final products. Therefore, the studies’ realization, including complex evaluation of thermomechanical properties of the polypropylene-based composites filled with sunflower husk as agriculture waste filler with different maximum particle size resulting from the pre-preparation procedure, seems to be justified in relation to the research works published so far. This study presents the complex evaluation of mechanical properties, microstructure and surface quality analysis of polypropylene green composites made using ground sunflower husk as a filler, considering the use of different fractions and content of the filler particles.
2.1 Materials and Sample Preparation
The commercial injection molding grade isotactic polypropylene (iPP) Moplen HP500N, with a melt flow rate (MFR) of 12 g/10 min (230°C, 2.16 kg) from the Basell Orlen Polyolefins (Poland) was used in our experiments. The selected polymeric matrix was characterized by a low modification level, including a lack of nucleating agents and lubricants.
Sunflower husk (SH) delivered by a local supplier (Graterpoland, Poland) was preliminarily dried for 3 h at a temperature of 105°C before being milled. The milling process was conducted by means of Retsch Grindomix GM200 knife high-speed grinder. Each grinding process was performed with a cutting rotary knife speed of 5000 rpm in a time of 5 min. Fractionation of ground sunflower husk was proceeded by means of Firtsch Analysette 3 Pro sieve shaker equipped adequately with sieves with 200 µm, 400 µm and 800 µm mesh size. The sieving process was realized with an amplitude of 2 mm in a time of 20 min. The used in this study sunflower husk chemical composition is as follows: Cellulose (28.6 wt%), lignin (24.1 wt%), holocellulose (55.2%), mineral substances (3.9 wt%) and extractive substances, including oil (32.3 wt%).
Before melt-compounding, iPP pellets were milled into powder in a Tria high-speed grinder. After that iPP and adequately fractionated SH powders were premixed using a high-speed rotary mixer. Application of preliminary dry blending guarantees proper feeding of the material during the melt mixing process and constant share of the filler in the whole compounded material series. After physical premixing, the blends were dried in a vacuum at 105°C for 3 h using Chemland laboratory vacuum chamber Model DZ 1 BC II. The procedure allows obtaining the reduction of the moisture in the filler from 5.41 wt% to 0.7 wt%, verified by means of technical moisture analyzer Axis BTS110. After that, all blends were mixed in a molten state using a Zamak EH-16.2D twin-screw extruder that operated at temperature profile 185-185-182-180-178-175-170-160°C and 140 rpm, and pelletized after cooling in a water bath. Samples described in ISO 527 were prepared with Engel ES 80/20HLS injection molding machine with a processing temperature of 190°C. The injection molding process was realized with the following parameters: mold temperature Tmould = 25 °C/min, injection speed V = 80 mm/s, forming pressure Pf = 5.5 MPa and cooling time t = 40 s.
In further descriptions of the composites containing sieved organic filler with specified filler fraction, its’ names will contain suitable 200/400/800 annotation before the information about the filler content. For example, composites containing 10 wt% of the SH fractionated with a sieve with 400 µm mesh will be coded as 10/400.
Mechanical properties of pure iPP and iPP-SH composites were realized in the static tensile test according to standard ISO 527 by means of Zwick Roell Z020 TH ALLround Line universal testing machine with 20 kN nominal force strain gauge and video extensometer applied for the determination of the strain in the range of the 0.2% corresponding to yield stress of the tested material. Tests were performed with 50 mm/min cross speed for 15 specimens of each series.
The impact strengths of the unnotched samples wits 10 × 4 × 15 mm dimensions were measured by the Dynstat method (DIN 53435). The presented impact strength values are the mean value of the 15 measurements for each series.
The hardness evaluation was conducted using a KB Prüftechnik apparatus with a ball indentation hardness test according to ISO 2039 standard. The min. 30 measurements were taken for each material series.
Thermomechanical tests in static conditions were realized by the evaluation of Vicat softening temperature (VST) and heat deflection temperature (HDT). Measurements were performed using an HDT/Vicat testing machine RV300C (Testlab, Poland). Measurements were performed in an oil bath following ISO 306 the ISO 75 standards. The VST evaluation was realized in A120 variant, while the HDT type experiment was prepared load 1.8 MPa load. Both testes were realized with a heating rate of 120°C/h.
The DMTA test was performed using the Anton Paar MCR 301 rheometer equipped with a torsion DMA measuring tool. Investigations were carried out with a constant frequency of 1 Hz and a strain of 0.01%. All 50 × 10 × 4 mm3 samples were cooled down to –100°C and heated up to 150°C with a temperature ramp of 2°C/min.
The samples’ fractures were examined and digitally captured using a scanning electron microscope Zeiss Evo 40. The electron accelerating voltage of 12 kV was applied. Prior to the tests, all the specimens were sputtered with a layer of gold. The magnification of 2000x was used.
The topography of the samples’ surface was evaluated by means of Veeco NT1100 optical profiler operating at vertical scanning mode according to ISO 4287, equipped with a 5x magnifying objective. The dimensions of the tested area were 0.9 × 1.2 mm2. The amplitude 2D roughness parameters of Ra and Rz were evaluated, while for to determine the topological surface’s properties, values of Root Mean Square Deviation of the Surface Sq and skewness of Topographic Height Ssk parameters were determined.
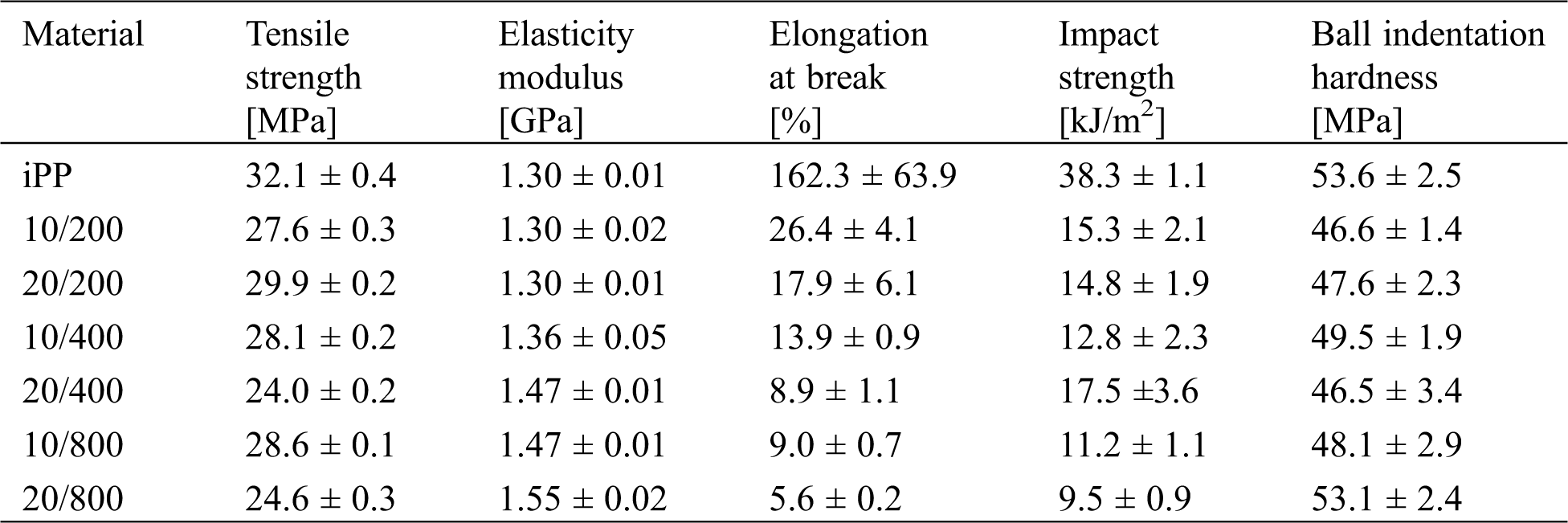
In Tab. 1 the results of mechanical properties evaluation are collected. In the case of all manufactured composites, tensile strength decreased with the addition of sunflower husk waste filler. With increasing content of sunflower husk with the lowest dimensions, the addition of 20 wt% of the filler resulted in increased tensile strength, while for composites containing 400 μm and 800 μm fractions of SH, higher values were denoted for materials containing 10 wt% of the filler. Another tendency was observed in Young’s modulus; incorporation of ground SH with different amounts provide to increase this parameter. Moreover, the bigger particles and amounts of the filler, the higher the elasticity modulus. Usually, applying hydrophilic filler into the hydrophobic matrix results in a decrease of composite elongation at break [40]. For iPP-SH composites, incorporating even the lowest amounts of the particle-shaped filler characterized with the lowest dimensions results in more than 130% decrease of elongation at break. The lowest values of elongation at break were observed for 20/800 sample. The impact strength measured using the Dynsat method is in good agreement with determined during tensile test elongation at break values and confirm increased brittleness of the composite materials. The lowest decrease of impact strength was denoted for 10/200 samples and the highest for 20/800. Moreover, it can be stated that the addition of even the smallest amounts of the SH filler provides to decrease the impact strength. The filler amount does not strongly influence further intensification of this phenomenon for materials filled with particles with sizes up to 400 μm. The application of larger particles of waste filler provides a stronger increase of composites’ brittleness. The obtained results are in good agreement with the literature data. Application of different ground-lignified parts of the plants to increased brittleness of various polymers [19,29] incorporating ground sunflower husk results in a decrease of composites’ brittleness in comparison to pure polypropylene. The only exception was 20/800 sample, in which ball indentation hardness was comparable to an unfilled iPP. Usually, incorporating lignocellulosic fillers into thermoplastic polymers characterized by lower hardness caused an increase of this parameter [41]. In the considered case used filler, mainly sunflower husk is characterized with a relatively high amount of the residual oil migrating into the polymeric matrix may provide to partial plasticization of the polymeric composite [19,42].
Table 1: Mechanical properties of iPP and iPP-SH composites
To evaluate the thermomechanical properties of the obtained composites, the results of DMTA analysis and the VST and HDT measurements were taken into account. Tab. 2 presents the summary of the characteristic values read from DMTA and VST and HDT test results. According to our previous studies concerning modification of epoxy-based composites as well as high-density polyethylene with using the agricultural waste fillers with high oil content [32,42], it can be supposed that the unusual changes observed for the VST can be related to the effect of the oil migrating into the polymer matrix. An increased specific surface characterizes smaller particles of the filler, and thus the migration of low molecular weight fractions, including the oil, was probably carried out with greater intensity. A reduced VST value characterizes material series containing SH of <200 µm. In the case of other composites (<400 and <800) with the filler content of 20 wt%, lower VST values were achieved compared to those containing 10 wt% of SH and the reference sample, which results from the dominant influence of plasticization effects and the lack of dispersive strengthening with small particles that could cause an increase in thermomechanical stability measured during point load. On the other hand, the 10/400 and 10/800 composites showed values higher than their counterparts containing 20 wt%, which results from the lower proportion of plasticizing oil in the polymer matrix. In HDT, the effect of lower composite stiffness and the dominant plasticization was recorded only for samples 10/200, 20/200 and 10/400. In the case of other composites containing fillers with an increased aspect ratio, the presence of rigid structures of lignocellulosic fillers dispersed in the polymer matrix resulted in a reduced share of the composite’s reinforcing effect increased its stiffness.
Table 2: Thermomechanical properties of iPP and iPP-SH composites
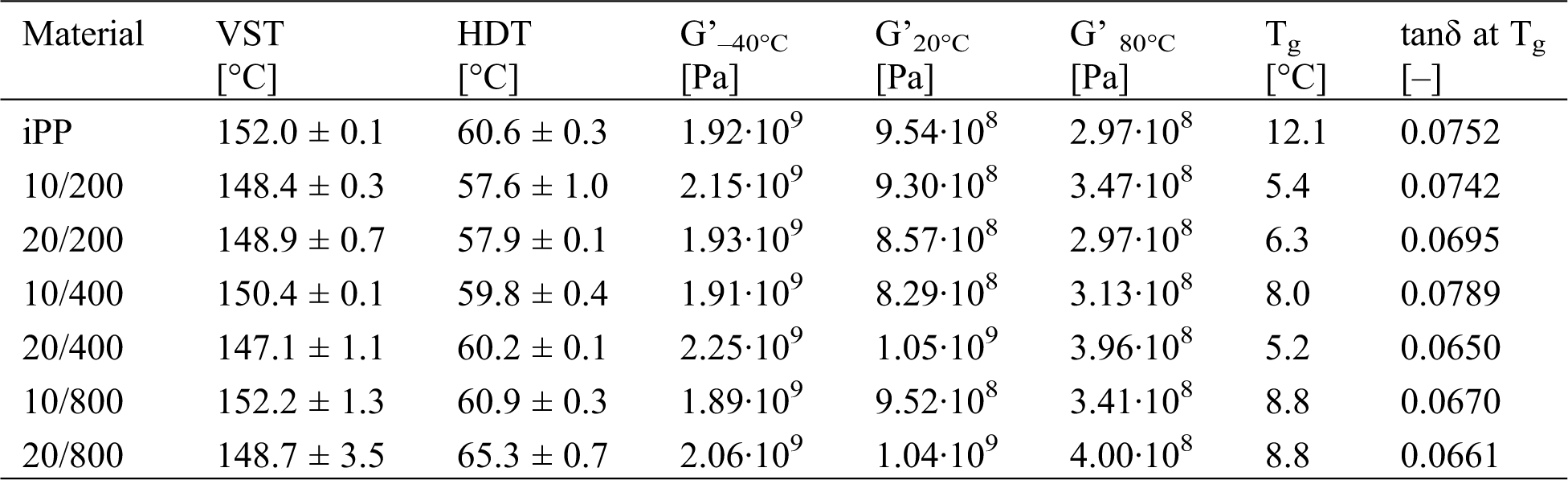
The comparison of DMTA results for iPP and iPP/SH composites is presented in Fig. 1 as the storage modulus and tanδ plots as a function of temperature. It should be underlined that the changes of storage modulus induced by the addition of various amounts of fractionated SH presented in Tab. 2 align with the elasticity modulus measurements presented in Tab. 1. The highest storage modulus values at elevated temperatures reveal composite series containing 10 wt% and 20 wt% of the filler with the biggest size. Similarly, as was mentioned during VST/HDT discussion, observed changes are the effect of opposite phenomena of reinforcing behavior of rigid lignocellulosic particles and plasticization of the polymeric matrix caused by oil migrating from the SH. The changes in composites’ stiffness were assessed by direct reading of the value of the storage modulus at the temperature of –40°C, 20°C and 80°C, which allowed to characterize the properties for different operating conditions. This is especially important in the prospect of using this type of material under weathering conditions. The trend of the storage modulus changes can be observed based on the DMTA data presented collectively in Tab. 2. The polypropylene chains at –40°C were characterized with lowered mobility. Moreover, the oil which causes the plasticization of the iPP was in the solid-state; therefore, the storage modulus of iPP/SH composites showed no obvious variation dependent on the filler content and size. As the temperature increased above the glass transition temperature (Tg) up to 20°C, the iPP was much more susceptible to the effects of dispersed in its structure oil residues. The further increase of the temperature (G’80°C) enable increased mobility of the crystalline domains of the iPP, and the reinforcing effect of SH was much more evident [43,44]. Analysis of DMTA measurements for similar composite systems containing grain husks indicates a very similar slight increase in PP-based composites’ stiffness. However, some studies report a more significant improvement in thermal resistance. An example of that behavior is the study by Doan et al. [45], where for PP/rice husk composites, a large increase in stiffness was observed during the DMTA measurements.
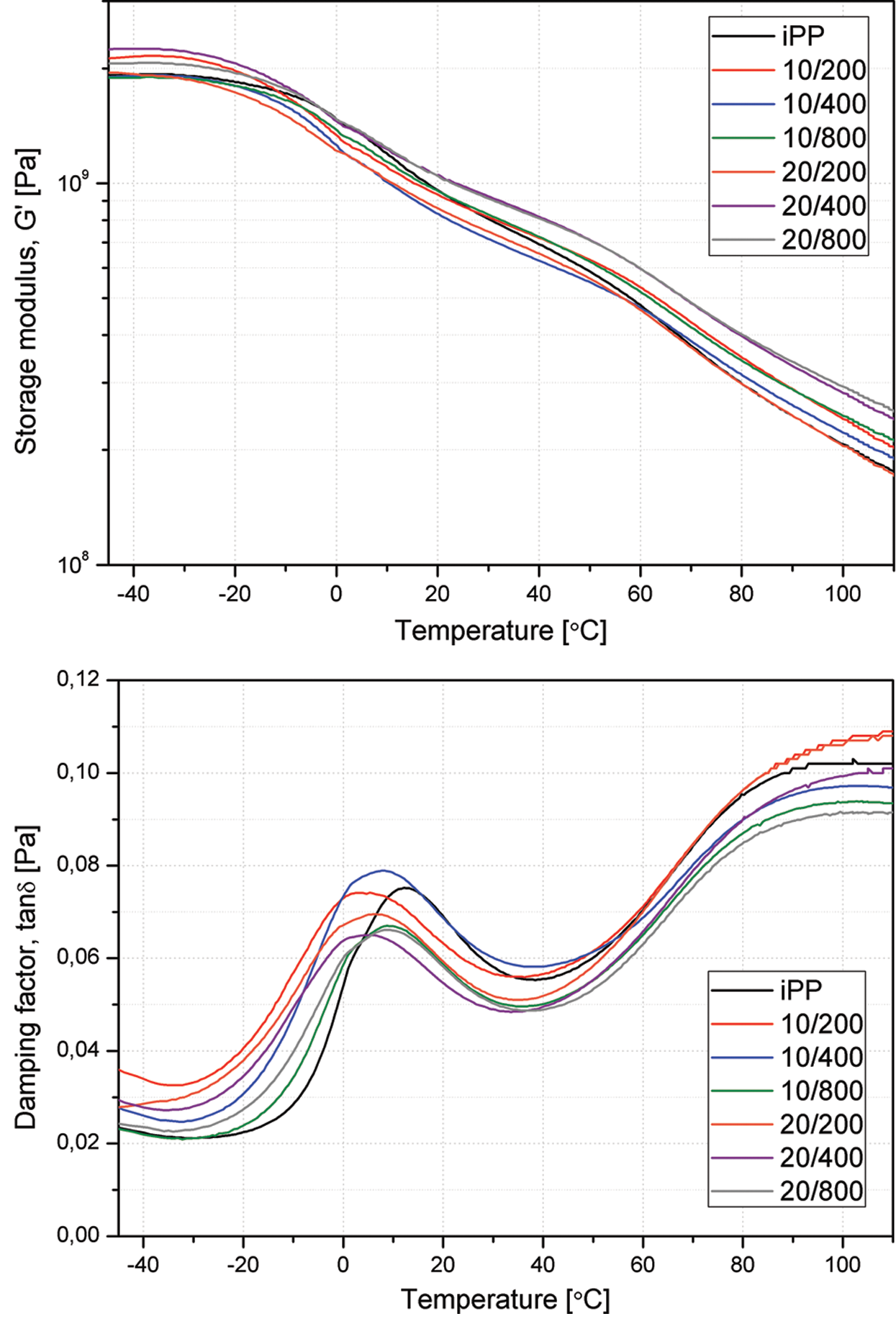
Figure 1: DMTA thermomechanical curves of iPP and iPP-based composites
It should be noted that the percentage of filler for these tests was much higher and ranged from 30% to 60%, which partly explained the storage modulus increase. More reliable measurement results were presented by Garcia-Garcia et al. [46], where DMTA analysis for PP/spend coffee ground (20%) samples shows very similar results to those obtained for PP/sunflower composites. The main difference between both composite systems was the lack of low-molecular weight products migrating to the polymer structure, inducing complex modification effect. Interestingly, the addition of sunflower husk causes visible changes in the tanδ curve’s appearance, which would suggest an additional interaction between the matrix and the filler. The initial value of the glass transition temperature for iPP is 12.1°C, while for selected composite samples, it can be reduced to around 5°C. Such a difference could confirm the occurrence of the material plasticizing effect, induced by the migration of oil residues from the waste filler. What is interesting, the trend of glass transition changes is in line with the modifications of VST. Although both phenomena are connected with the mobility of different fractions of polypropylene structure, i.e., relaxation β connected with changes of the amorphous iPP phase mobility and α-relaxation related to changes in the crystalline phase, the same course of the changes was noted.
Summarizing the results of thermomechanical analyzes, it should be stated that the addition of sunflower husk particles does not significantly influence the thermal resistance of iPP. Interestingly, there are no visible differences between composites with 10% and 20% filler content. The conclusions that can be drawn from this type of observation prove the low reinforcement efficiency obtained by the addition of sunflower husk particles. However, their addition does not lower such thermomechanical factors, such as the VST and HDT.
The ground and fractionated sunflower husk sieved with suitable 200 µm to 800 µm sieves were analyzed by scanning electron microscopy. SEM images of the powdered organic fillers have been presented in Fig. 2. It can be seen that amount of the particles exceeding the maximum one dimension of the applied mesh (with high aspect ratio) is significantly higher in the case of SH sieved with 400 µm and 800 µm mesh. Fig. 2 also presents SEM images made for brittle fractures of samples from iPP and iPP composites modified with different sunflower husk filler contents with different particle sizes. In photographs of the composite series containing particles with the size below 200 µm, SH particles are marked additionally with yellow circles. Along with the increasing amount of filler in the composite, an increase in the proportion of particles visible on composite samples’ fracture surface was observed. It is worth noting that the hydrophilic filler particles embedded in the hydrophobic polymer show proper adhesion at the interfaces. The ground sunflower particles are saturated with polypropylene, and the characteristic gaps are not visible on the two materials’ contact surface. In the case of the SEM image made for the 20/800 sample, it can be observed that the filler particle is broken in the fracture plane, which proves the correct adhesion between the composite phases. On this basis, it can be concluded that the stress transfer process was correctly carried out during the loading of the material sample [47].
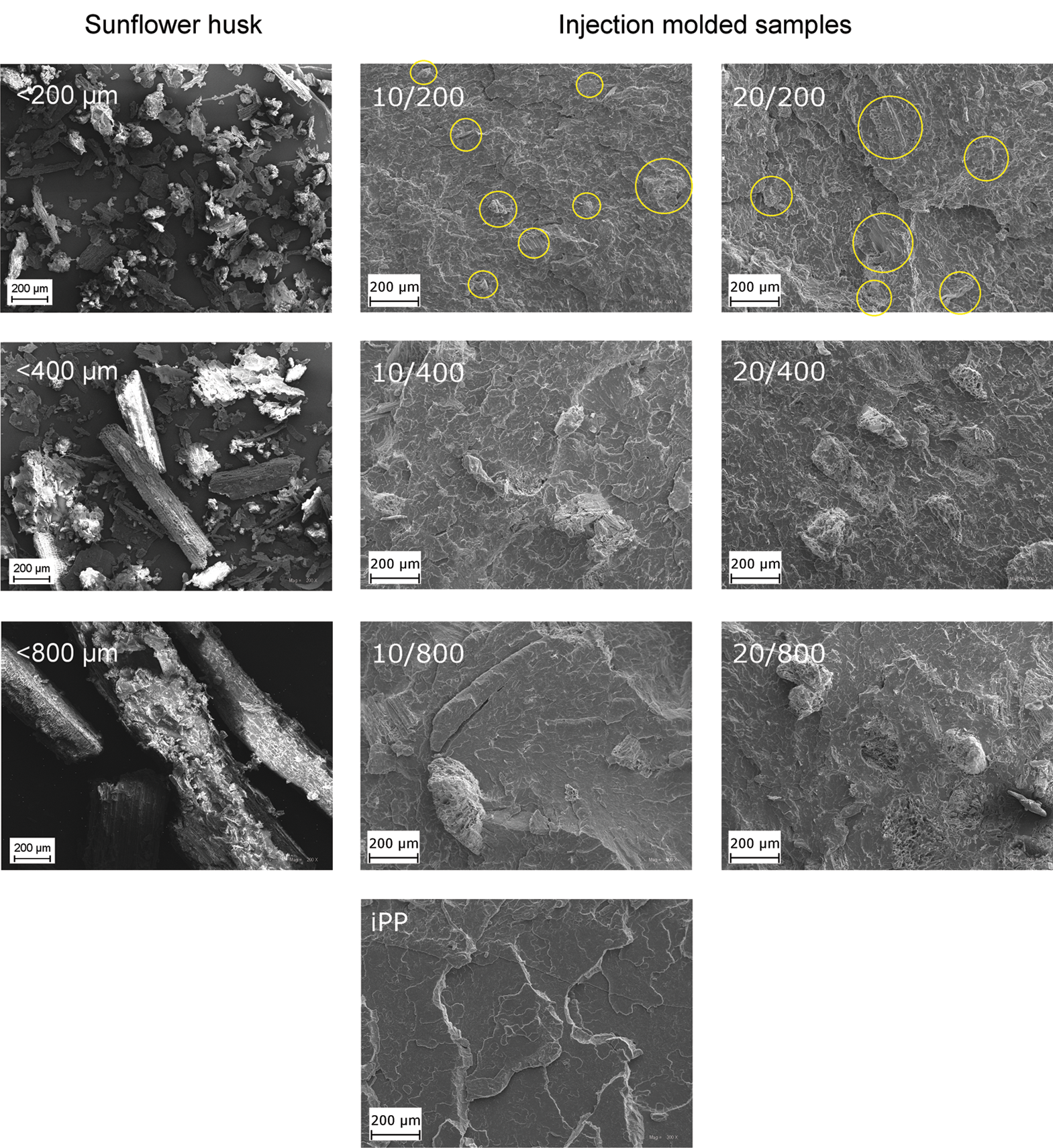
Figure 2: SEM microphotographs of different fractions of the SH filler, iPP and iPP-SH composites
Moreover, no evidence of particle pull-out holes effect was observed on the analyzed surface. This indicated that plasticization effects related to oil migration from sunflower husk to the polypropylene matrix resulted in improved matrix-filler interactions. Achieved results may be related to effects described by Faludi et al. [48]. The plasticizing effect of residual oil migrating from sunflower husk suppresses the potential reinforcing influence of lignocellulosic particles on rigid polymeric matrix. From the second hand, it can be stated that developed composites showed a self-compatibility effect due to plasticization of the polymeric matrix by low-molecular oils contained in SH. The SEM images, especially 10/200 and 20/200, confirm the filler’s proper dispersion in the composite structure.
3.4 Assessment of Surface Quality
The selected 2D roughness parameters, i.e., Ra and Rz, reflecting the average roughness and mean peak-to-valley height, respectively, as well as roughness evaluated by Sq surface topography 3D parameter and surface skewness Ssk of injection molded samples are collectively presented in Tab. 3. Additionally, Fig. 3 shows the surface topology images of injection molded samples made of unmodified iPP and iPP filled with SH at selected test areas.
Table 3: Values of the roughness parameters Ra, Rz and characteristics Sq, Skk measured for iPP and its composites
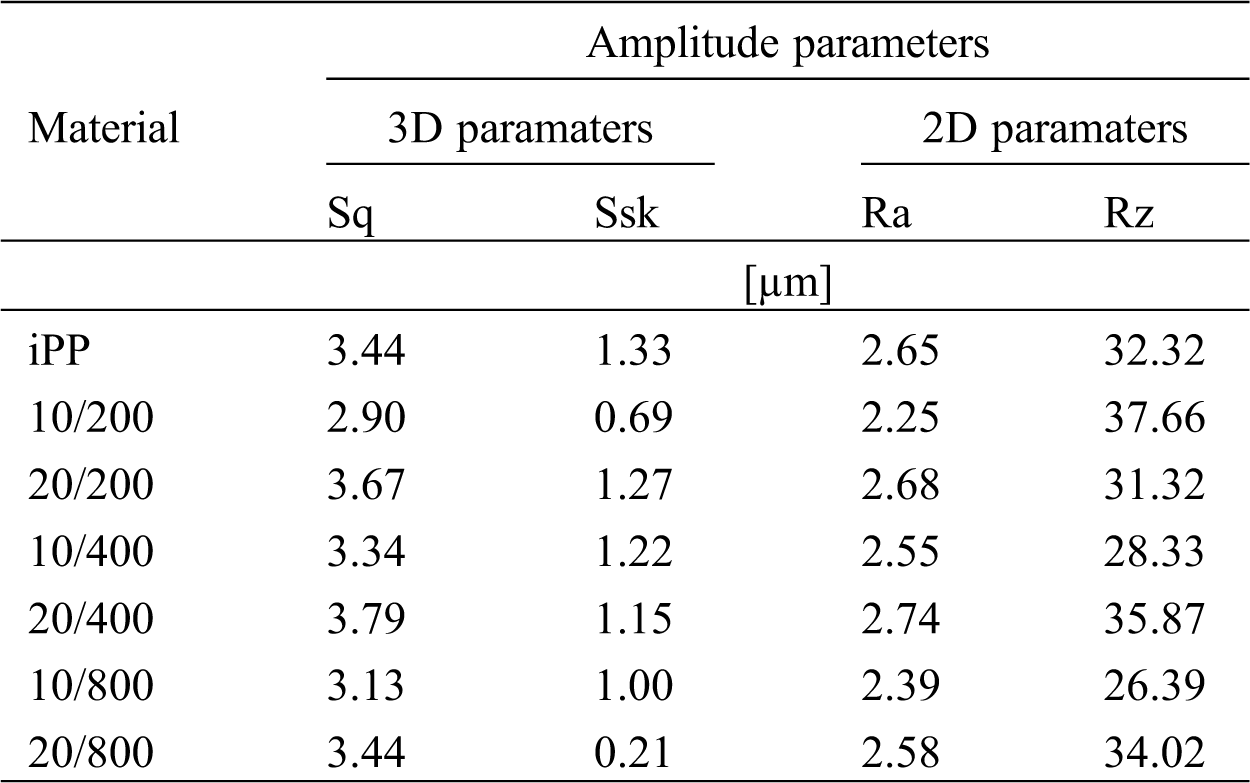
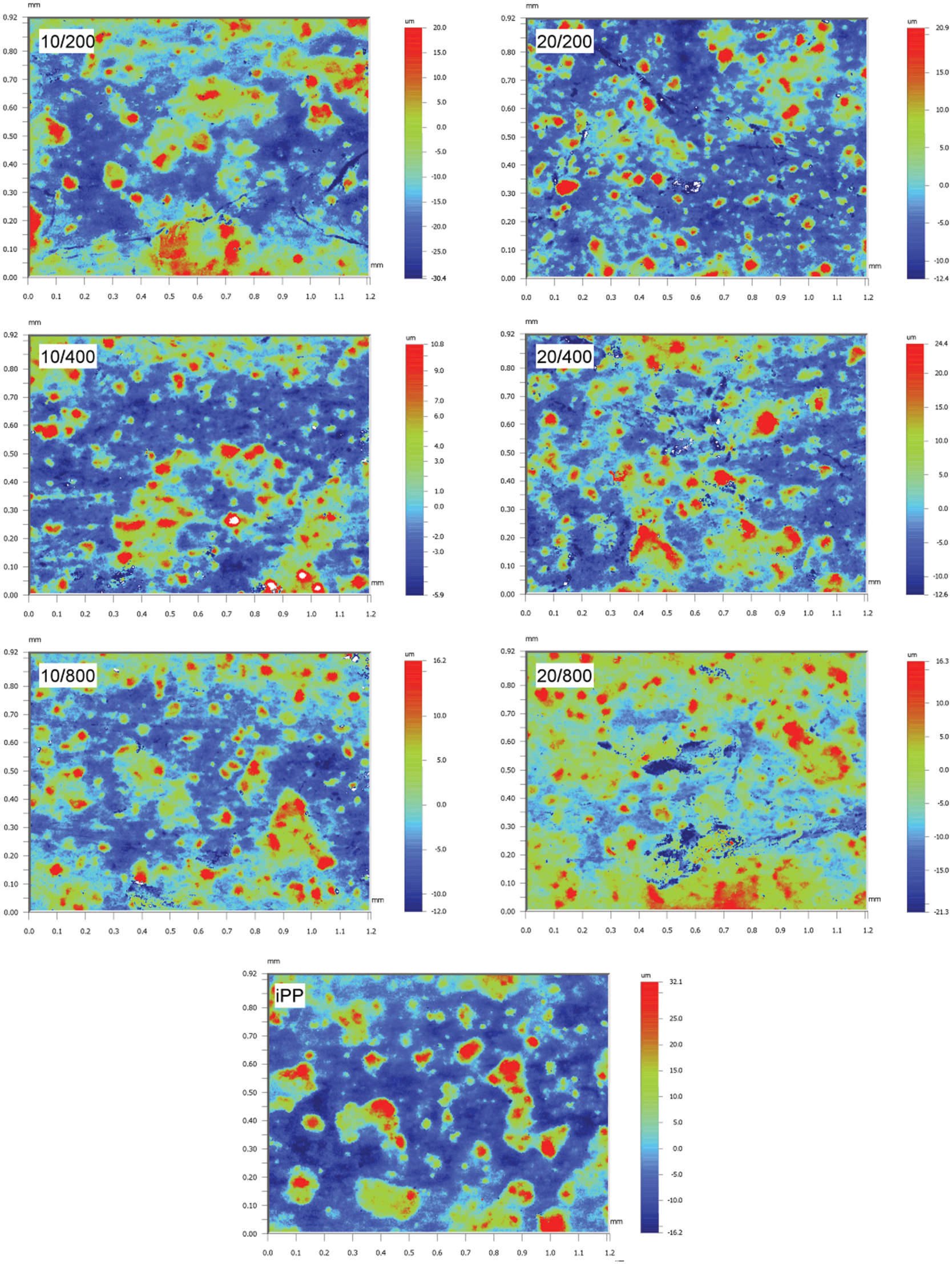
Figure 3: Images of the surface topology of injection molded samples surface made of iPP and iPP-SH composites
All samples showed a relatively high value of the Sq, which may result from the injection cavity roughness. Compared to other studies concerning the application of lignocellulosic fillers with the same filler content, the values of Ssk are similar, while there is a lack of visible difference between the composite grades. For both parameters Ra and Sq, which represents the mean roughness of the sample, the increased amount of the filler results in the higher roughness. The used for evaluation of surface quality Ssk topography parameter describes whether the valleys or peaks dominate in the tested area. Negative values of Ssk suggests valleys dominance, while positive values show the domination of asperities. All samples showed positive and comparable values of Ssk. The only exceptions are the composites assigned as 10/200 and 20/800, which showed significantly lower values. The lowest value was observed for the sample with the highest content of the filler characterized by the biggest particles; therefore, it can be stated that despite that the polymer covered the external layer of the injection molded part, the share of the large particles near the surface influences the surface quality. Based on realized evaluations, it can be stated that for manufactured composites, the SH particle size did not induce negative changes of the surface roughness and no visible tendency was observed, whereas the increasing filler content in the composite results in the negative effect of increased surface roughness.
As part of the realized work, polypropylene composites filled with ground sunflowers husk were produced and tested. The use of sunflowers husk as a waste filler allowed to increase the sustainability of the polypropylene. Despite the slight deterioration in polymer composites’ mechanical properties compared to the unmodified polymer matrix, the changes are not so significant that they could limit the application in the production of less mechanically loaded parts. The use of larger fractions of the filler allows obtaining increased stiffness of composites both at room temperature and at elevated temperatures. There were no significant changes in roughness caused by the addition of the natural waste filler. Despite the lack of filler surface modification, no adhesion defects were observed at the polymer-filler interface. In the case of all composites, correct saturation of the filler with polymer was observed, and the SEM images made suggest the participation of the filler in the load transfer during composite load for composites filled with SH achieved by the sieving with the use of 800 µm sieve. It should be emphasized that in the case of introducing 10 wt% filler and more, despite the tensile strength was comparable to the unmodified polymer, the significant reduction of the elongation at break and ductility occurs as well as the aesthetics and lowering the price of the composite material. The final properties of the composites manufactured using SH results from the complex modification effects of reinforcing behavior of lignocellulosic filler and plasticizing behavior of the oil residues migrating from the agricultural waste filler.
Funding Statement: The results presented in this paper were partially funded with grants for education allocated by the Ministry of Science and Higher Education in Poland executed under the subject of No. 02/25/SBAD/4630.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Maddah, H. A. (2011). Polypropylene as a promising plastic: A review. American Journal of Polymer Science, 6(1), 1–11. [Google Scholar]
2. Czarnecka-Komorowska, D., Wiszumirska, K. (2020). Sustainability design of plastic packaging for the circular economy. Polimery, 65(01), 8–17. DOI 10.14314/polimery.2020.1.2. [Google Scholar] [CrossRef]
3. Niemczyk, A., Czaja, K., Dziubek, K., Szołyga, M., Rabiej, S. et al. (2018). Functionalized siloxane-silsesquioxane resins and polypropylene-based composites: Morphological, structural, thermal, and mechanical properties. Polymer Composites, 40(8), 3101–3114. DOI 10.1002/pc.25154. [Google Scholar] [CrossRef]
4. Kruszelnicka, I., Ginter-Kramarczyk, D., Michalkiewicz, M., Klozinski, A., Zajchowski, S. et al. (2014). Wood—polymer composites in moving bed technology. Polimery, 59(10), 739–746. DOI 10.14314/polimery.2014.739. [Google Scholar] [CrossRef]
5. Jakubowska, P., Kloziński, A. (2013). The influence of multiprocessing on mechanical properties of polypropylene/polystyrene blends obtained from cars. Chemicke Listy, 107(S1), 126–128. [Google Scholar]
6. Moreno, D. D. P., de Camargo, R. V., Luiz D. dos, S., Branco, L. T. P. Grillo, C. C. et al. (2020). Composites of recycled polypropylene from cotton swab waste with pyrolyzed rice husk. Journal of Polymers and the Environment, 69, 24. DOI 10.1007/s10924-020-01883-9. [Google Scholar] [CrossRef]
7. Kakroodi, A. R., Leduc, S., González-Núnez, R., Rodrigue, D. (2018). Mechanical properties of recycled polypropylene/SBR rubber crumbs blends reinforced by birch wood flour. Polymers and Polymer Composites, 20(5), 439–444. DOI 10.1177/096739111202000503. [Google Scholar] [CrossRef]
8. Siracusa, V., Blanco, I. (2020). Bio-Polyethylene (Bio-PEBio-Polypropylene (Bio-PP) and Bio-Poly(ethylene terephthalate) (Bio-PETRecent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers, 12(8), 1641. DOI 10.3390/polym12081641. [Google Scholar] [CrossRef]
9. Miller, S. A. (2013). Sustainable polymers: Opportunities for the next decade. ACS Macro Letters, 2(6), 550–554. DOI 10.1021/mz400207g. [Google Scholar] [CrossRef]
10. Anggono, J., Farkas, Á. E., Bartos, A., Móczó, J., Purwaningsih, A. H. et al. (2019). Deformation and failure of sugarcane bagasse reinforced PP. European Polymer Journal, 112, 153–160. DOI 10.1016/j.eurpolymj.2018.12.033. [Google Scholar] [CrossRef]
11. Andrzejewski, J., Barczewski, M., Szostak, M. (2019). Injection molding of highly filled polypropylene-based biocomposites. Buckwheat husk and wood flour filler: A comparison of agricultural and wood industry waste utilization. Polymers, 11(11), 1881. DOI 10.3390/polym11111881. [Google Scholar] [CrossRef]
12. Grigorescu, R. M., Ghioca, P., Iancu, L., David, M. E., Andrei, E. R. et al. (2020). Development of thermoplastic composites based on recycled polypropylene and waste printed circuit boards. Waste Management, 118, 391–401. DOI 10.1016/j.wasman.2020.08.050. [Google Scholar] [CrossRef]
13. Ramos, F. J. H. T. V., da Silva, M. H. P., Monteiro, S. N., Grafov, A., Grafova, I. (2020). Recycled polypropylene matrix nanocomposites reinforced with silane functionalized geopolymer concrete waste. Journal of Materials Research and Technology, 9(4), 7540–7550. DOI 10.1016/j.jmrt.2020.04.047. [Google Scholar] [CrossRef]
14. Kamau-Devers, K., Miller, S. A. (2020). The environmental attributes of wood fiber composites with bio-based or petroleum-based plastics. International Journal of Life Cycle Assessment, 25(6), 1145–1159. DOI 10.1007/s11367-020-01744-6. [Google Scholar] [CrossRef]
15. Korol, J., Hejna, A., Burchart-Korol, D., Wachowicz, J. (2020). Comparative analysis of carbon, ecological, and water footprints of polypropylene-based composites filled with cotton, jute and kenaf fibers. Materials, 13(16), 3541. DOI 10.3390/ma13163541. [Google Scholar] [CrossRef]
16. Ichazo, M., Albano, C., González, J., Perera, R., Candal, M. (2001). Polypropylene/wood flour composites: Treatments and properties. Composite Structures, 54(2–3), 207–214. DOI 10.1016/S0263-8223(01)00089-7. [Google Scholar] [CrossRef]
17. Ferreira Eda, S. B., Luna, C. B. B., Araújo, E. M., Siqueira, D. D., Wellen, R. M. R. (2019). Polypropylene/wood powder composites: Evaluation of PP viscosity in thermal, mechanical, thermomechanical, and morphological characters. Journal of Thermoplastic Composite Materials, 6, 089270571988095. DOI 10.1177/0892705719880958. [Google Scholar] [CrossRef]
18. Bula, K., Knitter, M. (2016). Properties of high-density polyethylene reinforced with pine-wood fillers. Drewno, 59(197), 205–211. [Google Scholar]
19. Nagarajan, V., Mohanty, A. K., Misra, M. (2013). Sustainable green composites: Value addition to agricultural residues and perennial grasses. ACS Sustainable Chemistry & Engineering, 1(3), 325–333. DOI 10.1021/sc300084z. [Google Scholar] [CrossRef]
20. Paukszta, D., Szostak, M., Bednarek, W. H., Maciejczak, E. (2018). The structure of isotactic polypropylene in composites filled with lignocellulosic material. Journal of Natural Fibers, 16(4), 471–483. DOI 10.1080/15440478.2018.1425650. [Google Scholar] [CrossRef]
21. Elhussieny, A., Faisal, M., D’Angelo, G., Aboulkhair, N. T., Everitt, N. M. et al. (2020). Valorisation of shrimp and rice straw waste into food packaging applications. Ain Shams Engineering Journal, 11(4), 1219–1226. DOI 10.1016/j.asej.2020.01.008. [Google Scholar] [CrossRef]
22. Yuanita, E., Pratama, A. Y., Kurnia, H., Kustiyah, E. Ismojo et al. (2019). Effect of alkalinization-bleaching and acid hydrolysis treatment stalk sweet sorghum waste on compatibilities in polypropylene matrix. IOP Conference Series: Materials Science and Engineering, 509, 012080. DOI 10.1088/1757-899X/509/1/012080. [Google Scholar] [CrossRef]
23. Muthuraj, R., Lacoste, C., Lacroix, P., Bergeret, A. (2019). Sustainable thermal insulation biocomposites from rice husk, wheat husk, wood fibers and textile waste fibers: Elaboration and performances evaluation. Industrial Crops and Products, 135, 238–245. DOI 10.1016/j.indcrop.2019.04.053. [Google Scholar] [CrossRef]
24. Yang, H. S., Kim, H. J., Son, J., Park, H. J., Lee, B. J. et al. (2004). Rice-husk flour filled polypropylene composites; mechanical and morphological study. Composite Structures, 63(3–4), 305–312. DOI 10.1016/S0263-8223(03)00179-X. [Google Scholar] [CrossRef]
25. Sałasińska, K., Ryszkowska, J. (2013). Dimensional stability, physical, mechanical and thermal properties of high density polyethylene with peanut hulls composites. Polimery, 58(6), 461–466. DOI 10.14314/polimery.2013.461. [Google Scholar] [CrossRef]
26. Członka, S., Strąkowska, A., Kairyte, A. (2020). Effect of walnut shells and silanized walnut shells on the mechanical and thermal properties of rigid polyurethane foams. Polymer Testing, 87, 106534. DOI 10.1016/j.polymertesting.2020.106534. [Google Scholar] [CrossRef]
27. Güngör, A., Akbay, I. K., Özdemir, T. (2019). Waste walnut shell as an alternative bio-based filler for the EPDM: Mechanical, thermal, and kinetic studies. Journal of Material Cycles and Waste Management, 21(1), 145–155. DOI 10.1007/s10163-018-0778-6. [Google Scholar] [CrossRef]
28. Członka, S., Strąkowska, A., Kairyte, A. (2020). Application of walnut shells-derived biopolyol in the synthesis of rigid polyurethane foams. Materials, 13(12), 2687. DOI 10.3390/ma13122687. [Google Scholar] [CrossRef]
29. Salasinska, K., Osica, A., Ryszkowska, J. (2012). The use of tree leaves as reinforcement in composites with recycled PE-HD matrix. Polimery, 57(9), 646–655. DOI 10.14314/polimery.2012.646. [Google Scholar] [CrossRef]
30. Ji Yadav, S. K., Vedrtnam, A., Gunwant, D. (2020). Experimental and numerical study on mechanical behavior and resistance to natural weathering of sugarcane leave reinforced polymer composite. Construction and Building Materials, 262, 120785. DOI 10.1016/j.conbuildmat.2020.120785. [Google Scholar] [CrossRef]
31. Stark, N. M., Rowlands, R. E. (2003). Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Science, 35(2), 167–174. [Google Scholar]
32. Barczewski, M., Sałasińska, K., Szulc, J. (2019). Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polymer Testing, 75, 1–11. DOI 10.1016/j.polymertesting.2019.01.017. [Google Scholar] [CrossRef]
33. Jacob, A. (2006). WPC industry focuses on performance and cost. Reinforced Plastics, 50(5), 32–33. [Google Scholar]
34. de Cademartori, P. H. G., Missio, A. L., Mattos, B. D., Gatto, B. D., Magalhaes, W. L. E. et al. (2015). Roughness and color evaluation of wood polymer composites filled by household waste of mate-tea. Maderas. Ciencia y Tecnologia, 17(3), 457–468. DOI 10.4067/S0718-221X2015005000041. [Google Scholar] [CrossRef]
35. Lee, J., Cho, J., Han, S. (2018). Development of high gloss plastic for injection molding by utilizing wollastonite (CaSiO3) and talc fillers. Journal of Mechanical Science and Technology, 32(8), 3645–3652. DOI 10.1007/s12206-018-0716-5. [Google Scholar] [CrossRef]
36. Kaymakci, A., Ayrilmis, N., Gulec, T. (2012). Surface properties and hardness of polypropylene composites filled with sunflower stalk flour. BioResources, 8(1), 592–602. DOI 10.15376/biores.8.1.592-602. [Google Scholar] [CrossRef]
37. Kaymakci, A., Ayrilmis, N. (2013). Surface roughness and wettability of polypropylene composites filled with fast-growing biomass: Paulownia elongata wood. Journal of Composite Materials, 48(8), 951–957. DOI 10.1177/0021998313480199. [Google Scholar] [CrossRef]
38. Bledzki, A. K., Faruk, O. (2006). Injection moulded microcellular wood fibre–polypropylene composites. Composites Part A: Applied Science and Manufacturing, 37(9), 1358–1367. DOI 10.1016/j.compositesa.2005.08.010. [Google Scholar] [CrossRef]
39. Wechsler, A., Hiziroglu, S. (2007). Some of the properties of wood–plastic composites. Building and Environment, 42(7), 2637–2644. DOI 10.1016/j.buildenv.2006.06.018. [Google Scholar] [CrossRef]
40. Albano, C., Ichazo, M., González, J., Delgado, M., Poleo, R. (2016). Effects of filler treatments on the mechanical and morphological behavior of PP+wood flour and PP+sisal fiber. Materials Research Innovations, 4(5–6), 284–293. DOI 10.1007/s100190000108. [Google Scholar] [CrossRef]
41. Crespo, J. E., Sanchez, L., Parres, F., López, J. (2007). Mechanical and morphological characterization of PVC plastisol composites with almond husk fillers. Polymer Composites, 28(1), 71–77. DOI 10.1002/pc.20256. [Google Scholar] [CrossRef]
42. Barczewski, M., Mysiukiewicz, O., Kloziński, A. (2018). Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iranian Polymer Journal, 27(9), 677–688. DOI 10.1007/s13726-018-0644-3. [Google Scholar] [CrossRef]
43. Zhang, J. L., Zhang, X. Q., Li, M. C., Dong, J., Lee, S. Y. et al. (2019). Cellulose nanocrystal driven microphase separated nanocomposites: Enhanced mechanical performance and nanostructured morphology. International Journal of Biological Macromolecules, 130, 685–694. DOI 10.1016/j.ijbiomac.2019.02.159. [Google Scholar] [CrossRef]
44. Zhang, J. L., Li, M. C., Zhang, X. Q., Ren, S. X., Dong, L. L. et al. (2019). Surface modified cellulose nanocrystals for tailoring interfacial miscibility and microphase separation of polymer nanocomposites. Cellulose, 26(7), 4301–4312. DOI 10.1007/s10570-019-02379-z. [Google Scholar] [CrossRef]
45. Doan, T. T. L., Brodowsky, H. M., Mäder, E. (2016). Polyolefine composites reinforced by rice husk and saw dust. Composites from renewable and sustainable materials, pp. 1–24. Intech Open, United Kingdom, London. [Google Scholar]
46. García-García, D., Carbonell, A., Samper, M. D., García-Sanoguera, D., Balart, R. (2015). Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Composites Part B: Engineering, 78, 256–265. DOI 10.1016/j.compositesb.2015.03.080. [Google Scholar] [CrossRef]
47. Renner, K., Kenyó, C., Móczó, J., Pukánszky, B. (2010). Micromechanical deformation processes in PP/wood composites: Particle characteristics, adhesion, mechanisms. Composites Part A: Applied Science and Manufacturing, 41(11), 1653–1661. DOI 10.1016/j.compositesa.2010.08.001. [Google Scholar] [CrossRef]
48. Faludi, G., Dora, G., Imre, B., Renner, K., Móczó, J. et al. (2014). PLA/lignocellulosic fiber composites: Particle characteristics, interfacial adhesion, and failure mechanism. Journal of Applied Polymer Science, 131(4), 39902. DOI 10.1002/app.39902. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |