
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

Effect of Intermediate Layer Processed by High-Pressure Torsion on Microstructure Evolution and Nano-Deformation Behavior of Tungsten-Copper Three-Layer Composites
1 School of Materials Science and Engineering, Hefei University of Technology, Hefei, China
2 Engineering Research Center of High Performance Copper Alloy Materials and Processing, Ministry of Education, Hefei University of Technology, Hefei, China
3 No. 43 Research Institute, China Electronics Technology Group Corporation, Hefei, China
4 School of Materials Science and Engineering, Xiamen University of Technology, Xiamen, China
* Corresponding Author: Ping Li. Email:
Computers, Materials & Continua 2026, 87(3), 32 https://doi.org/10.32604/cmc.2026.077868
Received 18 December 2025; Accepted 09 February 2026; Issue published 09 April 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
Tungsten-copper laminated composites are promising materials for high heat-flux applications, but their performance is often limited by interfacial instability caused by the thermal-mechanical mismatch between tungsten and copper. In this study, W/W-30Cu/CuCrZr three-layer composites are fabricated by high-pressure torsion (HPT) processing. Experimental characterization and molecular dynamics (MD) simulations are used to systematically investigate the influence of HPT process parameters and intermediate-layer composition on the evolution of microstructure and mechanical properties. HPT processing significantly refines the grains of the W-xCu composites and enhances their homogeneity. After applying 15 revolutions of HPT on W-30Cu composites, the crystallite size decreases by about 45.3%. The dislocation density increases to 5.95 × 1014 m−2. The interfacial transition zone of tungsten-copper three-layer composites is continuous and stable after HPT processing, and the microhardness is gradient increasing along the radial direction, showing good stress coordination ability and interfacial bonding characteristics. With the increase of W content, the yield strength of W-xCu alloy increases significantly, but the ductility decreases. The W-30Cu system achieves the optimal balance between strength and ductility. At the same time, in the W/W-Cu/Cu model, as the number of dislocations increases, the yield stress and elastic modulus increase by about 15% and 22%, respectively, indicating that the high-density defects introduced by HPT have a significant strengthening effect on the composite system. This study provides an important theoretical basis and experimental support for the microstructure control and performance optimization of tungsten-copper laminated composite material.Keywords
Tungsten, as a typical refractory metal, plays an irreplaceable role in the structural materials for the application fields of plasma-related aerospace and nuclear fusion reactors [1]. Due to the enhanced comprehensive performance demands for the mechanical and thermal properties, the alloys prepared with tungsten and copper as the main components called two-phase pseudo-alloys have become one of the key material systems to solve the inherent bottleneck of tungsten. However, due to the different physical properties of tungsten and copper, such as melting point, thermal conductivity, electrical conductivity, thermal expansion coefficient, and density [2,3], the difference in these physical properties will lead to thermal mismatch between tungsten and copper. Tungsten-copper multilayer material with a composition transition interlayer effectively solves the failure problem caused by the high mismatch of thermal expansion coefficient between tungsten and copper in high temperature environment [4].
At present, in the preparation process of tungsten-copper multilayer materials, researchers have studied various intermediate layers to alleviate the mismatch between thermal stress and thermal expansion coefficient between tungsten and copper, so as to enhance the metallurgical bonding ability of the interface. For example, the addition of intermediate layers such as Cu-22TiH2 [5], Ni [6], Fe-Ni-Cu [7], and Cu-TiH2-Ni [8] alloys can form a good metallurgical interface bonding, but it will reduce the overall thermal conductivity of the material. Oxidation of copper in intermediated layer is almost impossible to avoid during the fabrication of composites, thereby the control of the copper oxidation becomes a manufacturing difficulty [9,10]. At present, some scholars [11,12] have successfully introduced W-Cu as an intermediate layer into W/CuCrZr dissimilar joints. The composition and thermal expansion gradient provided by the W-Cu intermediate layer effectively alleviate the thermal stress concentration at the joint interface, thereby improving the interface reliability and thermal shock resistance. Compared with the oxygen-free copper intermediate layer under the same connection conditions, the introduction of the W-Cu intermediate layer significantly improves the high-temperature thermal conductivity of the joint.
As a typical representative process of severe plastic deformation, high-pressure torsion (HPT) processing introduces high-density dislocations and grain boundaries by continuous shear deformation under high hydrostatic pressure. It can not only effectively refine grains and achieve powder consolidation, but also introduce high-density defects as channels for atomic diffusion [13]. Zhang et al. [14] carried out 15 revolutions of HPT on the extruded magnesium alloy at room temperature, and the grains were refined to 98.3 nm, and the hardness increased from 60.3 to 98.5 HV. Liu et al. [15] performed annealing treatment on Ti-B20 alloy after HPT at room temperature, and obtained a fine grain structure with low dislocation density which has a strength of 941.9 MPa and an elongation of 39.7%. Li et al. [16] carry out HPT deformation on pure tungsten at 550°C for 5 revolutions. The grain size is gradually refined from 50 μm to 1.21 μm, and the proportion of high-angle grain boundaries is significantly increased to 62.9%. Qian et al. [17] and HV. Sabirov et al. [18] conduct HPT on W-25Re alloy and W-25Cu alloy at different temperatures, and the microstructure evolution with the increasing strain and the tungsten particles refinement during deformation are studied. The consolidation of powder materials through HPT attracts much attention in the field of powder metallurgy. Tang et al. [19] consolidate the Al-Ti-Mg powder by the HPT process at room temperature, and the grain size is refined to 100 nm after 100 revolutions. Wen et al. [20] carried out HPT on ball-milled and unmilled copper powdersand found that a dynamic balance between deformation-induced grain refinement and grain growth, as well as between deformation-induced dislocation accumulation and dislocation annihilation. Zhilyaev et al. [21] obtain the bulk nanostructured Ti with an average grain size of 200–300 nm through conducting HPT on Ti powder at room temperature. The microhardness increases to 300 HV and the deformed samples maintain good thermal stability after annealing. Schmuck et al. [22] reveal the correlation between the deformation temperature and the grain size of tungsten-copper powder in HPT at different temperatures. From room temperature to 400°C, the average grain size increases from 9 to 14 nm. At the same time, the Young’s modulus increases with the increase of temperature due to the decrease of grain boundary volume.
In the early stage of our research, the bulk pure tungsten and CuCrZr alloy are subjected to HPT processing [23] at 400°C, and a tungsten-copper double-layer composite material with good interface bonding is obtained. High-density defects introduced by large deformation promote the increase of the element interdiffusion coefficient by (0.48~1.79) × 108 times. With the increasing number of HPT revolutions, the nano-hardness and microhardness on the interface increase significantly and then tend to be stable under the effect of fine-grain strengthening and dislocation strengthening. However, the thermophysical properties of the material decrease with further increase in HPT revolutions. It is speculated that the grain boundaries and high-density dislocations caused by large deformation aggravate the interface thermal resistance. In addition, W-30Cu homogeneous composites are consolidated by HPT at 400°C [24]. The effects of high hydrostatic pressure and large shear deformation on particle flow and pore closure are analyzed by discrete element simulation, and the influence mechanism of cumulative strain on relative density, dislocation density, and microhardness is analyzed. However, the effect of the tungsten-copper composition ratio on the mechanical properties and interface bonding has not been systematically investigated through combined macroscopic experiments and nano-scale simulations.
Molecular dynamics (MD) is a computational simulation method based on the principle of classical Newtonian mechanics. The established model has controllability, repeatability, and visualization of microstructure compared with the actual situation, and can reproduce the mechanical behavior of materials at the atomic scale. To improve the accuracy of describing the alloying process, Chen et al. [25] construct a new potential to study the interfacial diffusion behavior of Cu and W atoms and to calculate the corresponding diffusion depth. It is found that Cu atoms are more likely to diffuse into the W matrix, and W atoms tend to stay at the interface, which provides a basis for determining the direction of atomic diffusion. Ma et al. [26] simulate the stress-strain behavior and dislocation evolution of the tungsten-copper interface under load, and the existence of the tungsten-copper interface greatly weakens the deformation ability of Cu. The above researches prove the feasibility of MD simulation to analyze the atomic-scale deformation behavior of W-Cu materials, and provides technical support for exploring the optimal composition ratio of W-Cu composites and revealing the nano-deformation mechanism by molecular dynamics simulation.
Therefore, this paper proposes to use the HPT process to prepare W/W-xCu/Cu three-layer composites with W-xCu as the intermediate layer. The effects of large shear strain under high hydrostatic pressure on grain structure, dislocation density, and microhardness of tungsten-copper three-layer composites are studied. With the help of MD simulation and nanoindentation technology, the influence mechanism of interlayer composition ratio and dislocation defects introduced by deformation on nano-mechanical response behavior and plastic deformation mechanism is systematically analyzed.
2 Experimental Materials and Methods
The near-spherical tungsten powder and copper powder with particle size of 7.1 ± 0.26 μm and 12.6 ± 0.10 μm are used as raw materials and accurately weighed according to the mass ratio of 1:1,7:3 and 4:1. After ball milling for 3 h with the powder-to-ball ratio of 3:1 and the rotation speed of 500 rpm, the mixed powders are pressed to disks under 20 t at room temperature with duration time of 30 min. The W-50Cu, W-30Cu, and W-20Cu cold-pressed billets with a size of Φ12 mm × 3 mm and an initial relative density of about 85% are obtained. Stainless steel rings with a wall thickness of 2 mm are added to the outer layer of cold-pressed disks, and HPT deformation experiments with different revolutions are carried out. Then, the microstructure evolution of tungsten-copper homogeneous composites obtained by HPT deformation is analyzed. The W-30 Cu cold-pressed disk is selected as the intermediate layer placed between the industrial sintered pure tungsten and commercial CuCrZr samples having a diameter of 12 mm and a thickness of 1 mm, and the outer layer is also coated with a stainless steel ring, as shown in Fig. 1. During the HPT experiment, the sample is heated with the mold to 400°C for 30 min, and then processed with 10 revolutions, 15 revolutions, and 20 revolutions under the pressure of 1.5 GPa with the rotation speed of 0.45 r/min.
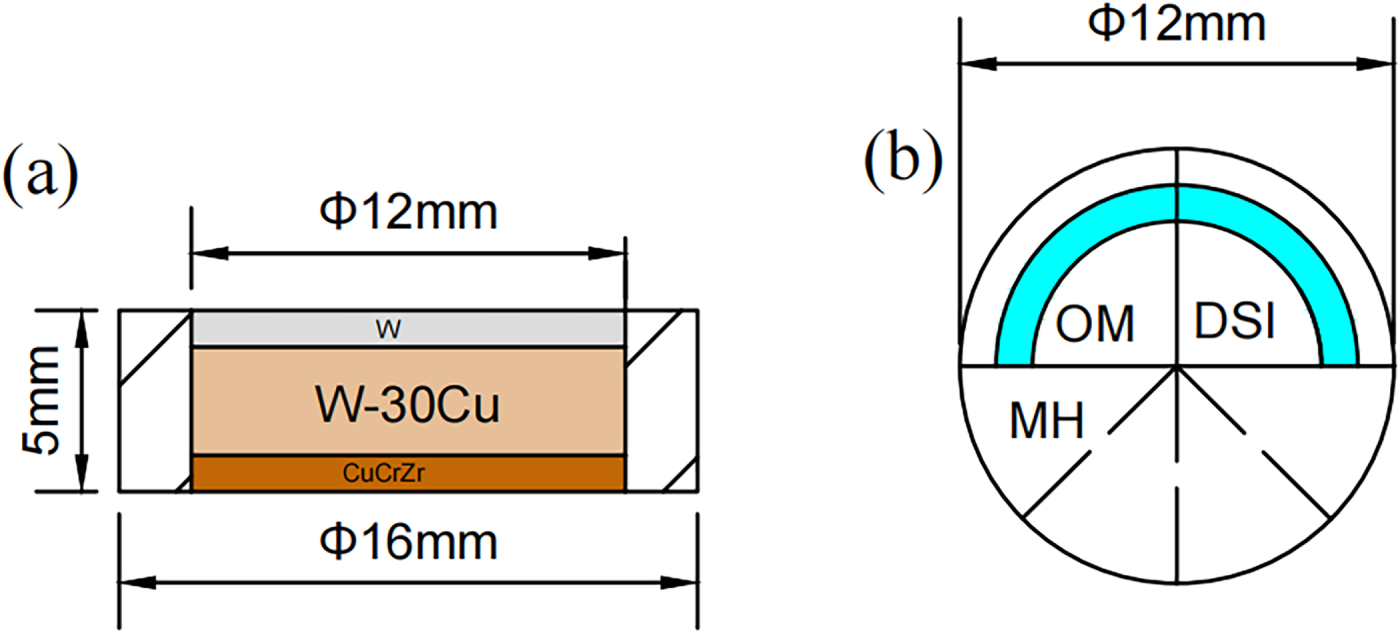
Figure 1: (a) Three-layer tungsten-copper sample section diagram and (b) the schematic diagram of the test area for the HPT-processed sample.
The microstructures of HPT-processed W-50Cu, W-30Cu, and W-20Cu samples at the radius of 4~5 mm are selected. The effects of composition ratio and shear strain on grain refinement and dislocation accumulation are analyzed by means of the MR-5000 optical microscope and the X-Pert MRD diffractometer X-ray diffraction analyzer. With the help of the MH-3L microhardness tester and the Nano Indenter G200 nanoindentation tester, the microhardness test of tungsten, tungsten-copper interlayer, and CuCrZr for the tungsten-copper three-layer composite material is carried out along the radius direction with an interval of 1 mm, and the nanoindentation test at a radius of 4~5 mm for the tungsten-copper interlayer is performed. The MD simulation method is used to simulate the uniaxial compression of polycrystalline tungsten-copper homogeneous composites and W/W-Cu/Cu three-layer composites. Through the analysis of stress-strain curves, atomic configuration evolution, and dislocation distribution, the effects of the composition ratio of the intermediate layer and the dislocation defects introduced by deformation on the nano-mechanical response behavior and plastic deformation mechanism are studied.
3.1 Microstructure Evolution of Tungsten-Copper Homogeneous Composites with Different Composition Ratios
3.1.1 Grain Structure Evolution
Fig. 2 is the metallographic structure diagram of W-50 Cu, W-30 Cu, and W-20 Cu homogeneous composite materials after 10,15 and 20 revolutions of HPT at the radius of 4~5 mm. After 10 revolutions of HPT, under the action of high hydrostatic pressure and severe shear deformation with a large torsion radius, the copper particles are tightly bonded, and the particle boundary is basically invisible. Residual equiaxed or chain pores are present adjacent to the agglomerated tungsten particles, and the latter exhibit significant tensile deformation or fragmentation. An increase in HPT revolutions leads to a gradual reduction in the number of pore defects, accompanied by a morphological change to slender strips and a continuous decrease in their size. This evolution contributes significantly to an improvement in the relative density.
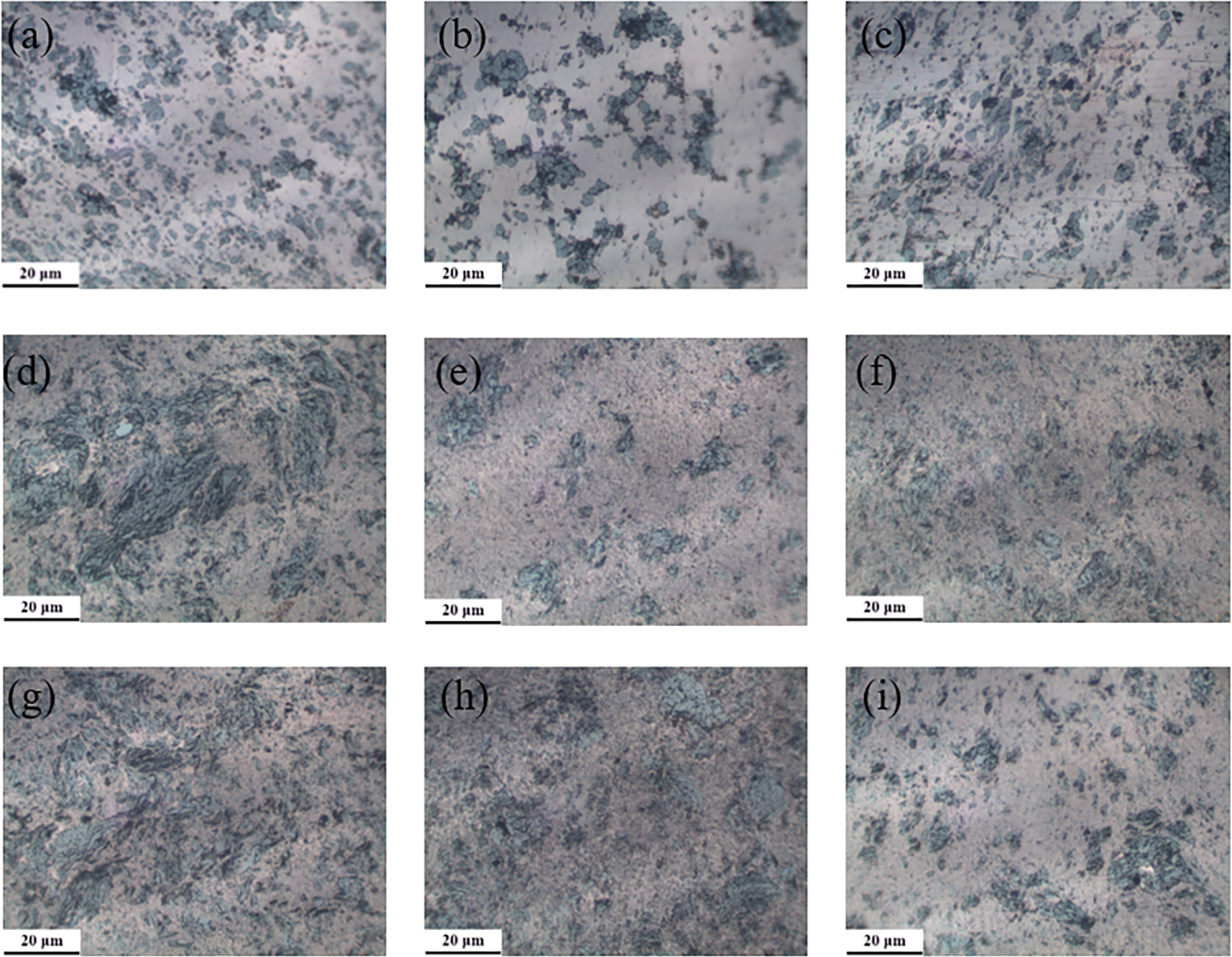
Figure 2: The microstructure morphology of HPT-processed: (a–c) W-50Cu, (d–f) W-30Cu, and (g–i) W-20Cu samples at radius 4~5 mm after 10, 15, and 20 revolutions.
At the same time, the tungsten particles are continuously refined and evenly distributed in the copper matrix. The boundaries between the copper matrix are gradually weakened, indicating that the region has undergone severe interfacial plastic flow and exhibits the initial characteristics of local mechanical alloying. With the increase of tungsten content, the refinement process of tungsten particles is relatively slow and the tungsten particles are easy to agglomerate. In the W-20 Cu and W-30 Cu samples with a small number of revolutions, the plate-like tungsten particle clusters of about 20~40 μm are formed and then gradually fragmented during further HPT revolutions. In the W-50Cu sample, the particle clusters are absent, whilst the refinement of tungsten particles is weak as the strain is mainly concentrated in the high proportion of copper matrix. The grain refinement effect and microstructure distribution uniformity of W-30 Cu samples have been significantly improved. Especially under the large number of HPT revolutions, tungsten particles are fully refined, and most of the small-sized tungsten particles are dispersed in the copper matrix.
3.1.2 Dislocation Density Evolution
Fig. 3 shows the XRD diffraction patterns of W-50Cu, W-30Cu, and W-20Cu homogeneous composites with different HPT revolutions. The width and intensity of each diffraction peak experience variation to a different degree and the diffraction angles of tungsten and copper are shifted to a certain extent. This may be due to the mutual diffusion of some W and Cu atoms during the HPT processing, resulting in a slight change in the lattice parameters, and the grains also have a preferred orientation during the deformation. In addition, the displacement and broadening of the diffraction peaks also reflect the obvious lattice distortion, grain refinement, and dislocation density increase in the samples.
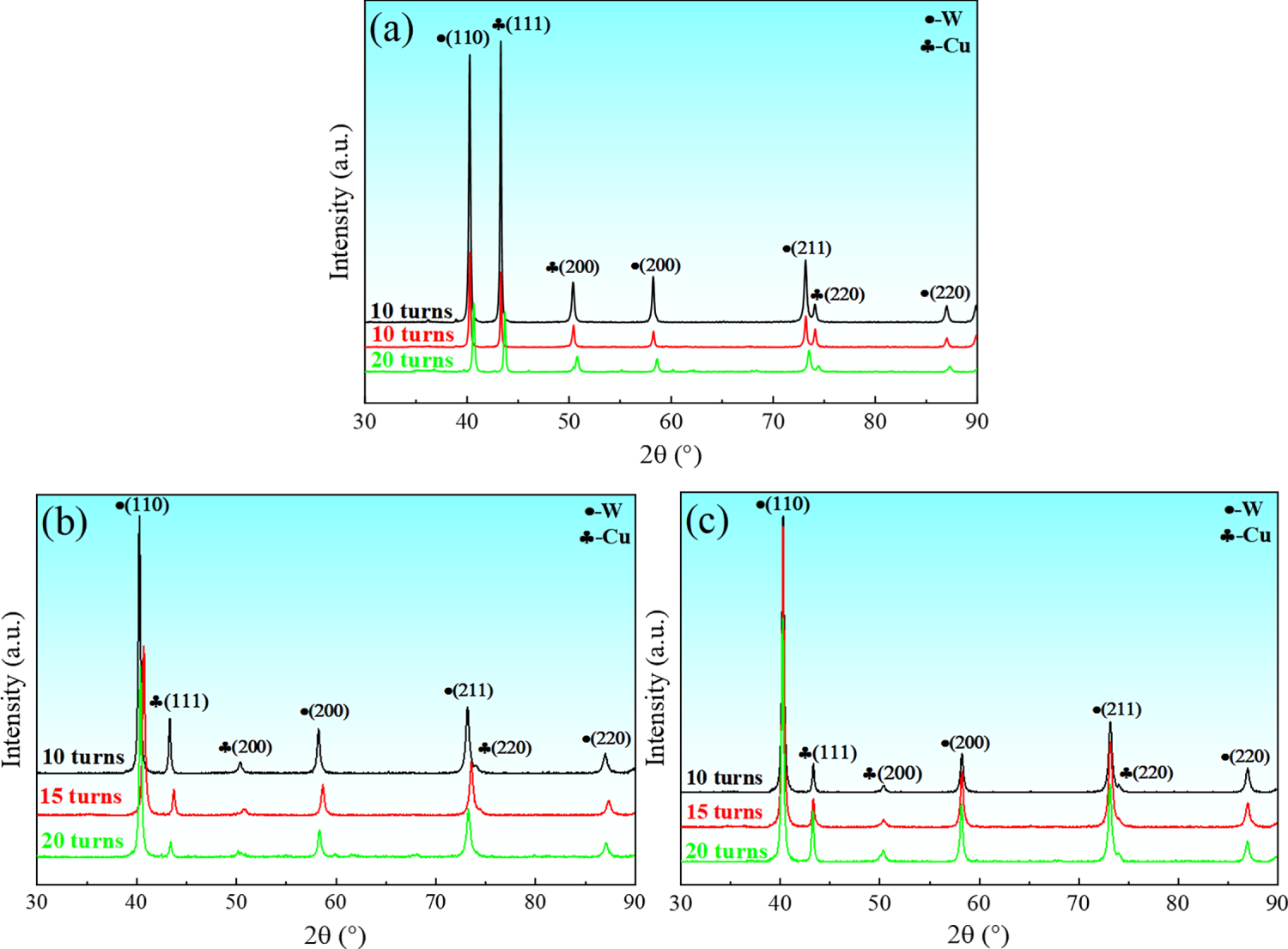
Figure 3: XRD diffraction patterns of W-xCu homogeneous composites with different revolutions of HPT: (a) W-50Cu (b) W-30Cu (c) W-20Cu.
The crystallite size, microstrain, and dislocation density of tungsten matrix in the HPT-processed W-xCu homogeneous composite samples calculated according to XRD diffraction patterns are shown in Fig. 4. The degree of crystallite refinement and the rate of dislocation accumulation for the W-50Cu sample are significantly lower than those for W-30Cu and W-20Cu. The initial crystallite size of W powder is 46.6 nm, and the crystallite sizes of W-50Cu and W-20Cu are gradually refined to 38.5 and 27.5 nm during 20 revolutions of HPT deformation, showing a continuous grain refinement trend. The crystallite size of W-30Cu decreases rapidly to 25.5 nm after 15 revolutions of HPT and then the value is basically unchanged after 20 revolutions of HPT, showing the characteristics of rapid grain refinement with saturation. With the application of torsional strain, the microstrain of the tungsten matrix in the W-50Cu sample shows a fluctuating improvement. The microstrain of the tungsten matrix in the W-20Cu sample increases the fastest, but it shows a downward trend after 20 revolutions of deformation. The microstrain of the tungsten matrix in the W-30Cu sample continues to increase.
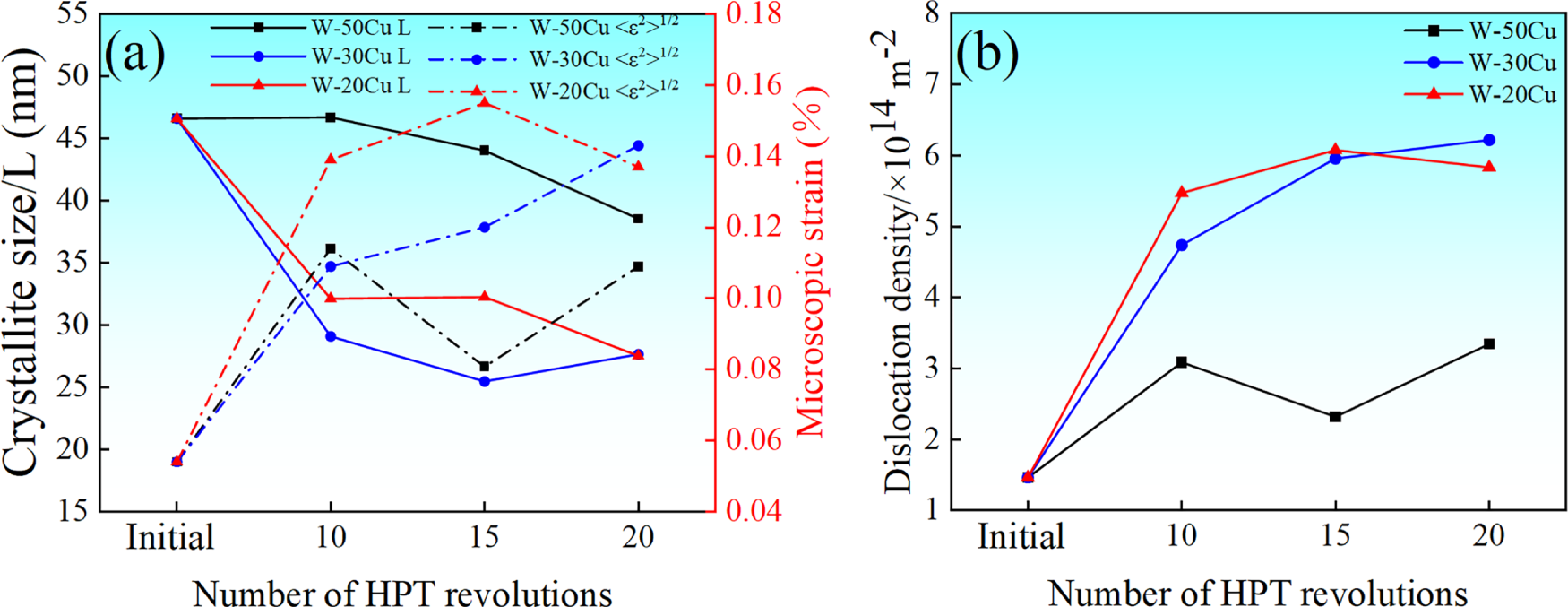
Figure 4: Crystallite size, microstrain (a), and dislocation density (b) of W phase in the W-xCu sample processed by 10, 15, and 20 revolutions of HPT.
The grain refinement and lattice distortion during the deformation process significantly increase the dislocation density of the tungsten matrix. The dynamic recovery and dynamic recrystallization under large strain conditions promote some dislocations to be absorbed by subgrain boundaries and form new stable fine grains, resulting in the slowing down of the increase rate of dislocation density along with the increase of HPT revolutions, as shown in Fig. 4b. After 15 revolutions of HPT, the crystallite size of the W-30Cu sample decreases by about 45.3%. The dislocation density is about 5.95 × 1014 m−2, which is about 4 times higher than that of the initial state. W-30Cu performs an excellent grain refinement effect and dislocation accumulation ability. The high-density defects caused by deformation indicate that the material has significant advantages in element diffusion bonding and mechanical properties improvement.
3.2 Mechanical Properties Evolution of W/W-30Cu/CuCrZr Three-Layer Composite Material
3.2.1 Effect of Strain on the Microhardness of W/W-30Cu/CuCrZr Composite Material
The microhardness of each layer in the W/W-30Cu/CuCrZr three-layer composite material after HPT deformation with different revolutions is shown in Fig. 5. The microhardness of tungsten exhibits a slight increase with both radial distance and the number of HPT revolutions. The microhardness of tungsten at the radius of 4 mm is 476 ± 25 HV after 10 revolutions, and the value slightly increases to 491 ± 25 HV and 502 ± 16 HV after 15 and 20 revolutions, respectively. The microhardness of W-30Cu shows obvious strain hardening along the radius direction. The high-density dislocations and continuous grain refinement lead to a significant increase in microhardness. The microhardness at the center is in the range of 243 ± 5 HV~265 ± 4 HV, and the microhardness at the radius of 4 mm significantly increases to 391 ± 2 HV~414 ± 4 HV. The microhardness of CuCrZr at the interface does not have an obvious variation with the increase of torsion radius and torsion number, and the average microhardness is stable at 125 ± 4 HV. This is because the dynamic balance of basically saturated grain refinement, dynamic recrystallization, and dislocation proliferation.
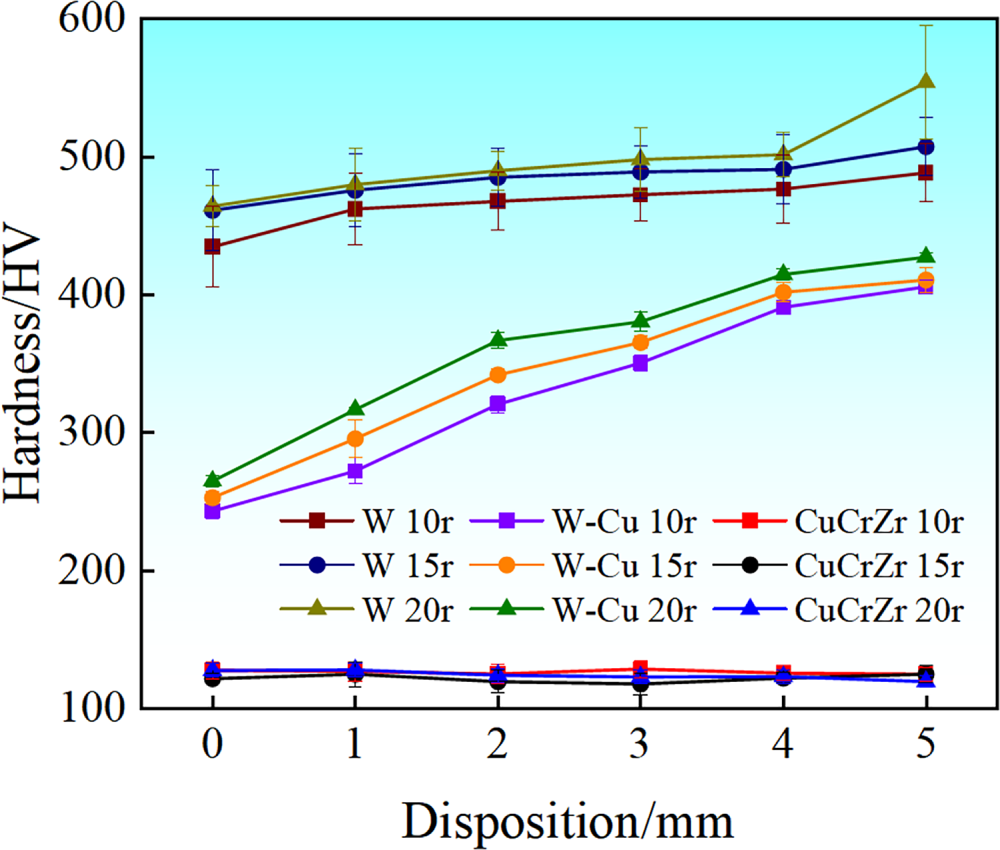
Figure 5: Microhardness of W/W-30Cu/Cu specimen after HPT deformation.
3.2.2 Effect of Strain on the Nanoindentation Properties of W-30Cu Intermediate Layer Material
Fig. 6 shows that both the nanohardness and the elastic modulus of the W-30Cu intermediate layer at a radius of 4 mm experience positive correlation with HPT revolutions, but the increase is slightly slowing down. The nanohardness and elastic modulus increase from 3.47 and 99.76 GPa after 10 revolutions of HPT deformation to 4.66 and 226.37 GPa after 20 revolutions, which increase by 34.3% and 127%, respectively. Under the combined action of continuous grain refinement and dislocation proliferation, high-density grain boundaries and dislocation tangles block the dislocation movement, the performance of the W-30Cu intermediate layer with large revolutions of HPT deformation is greatly enhanced.
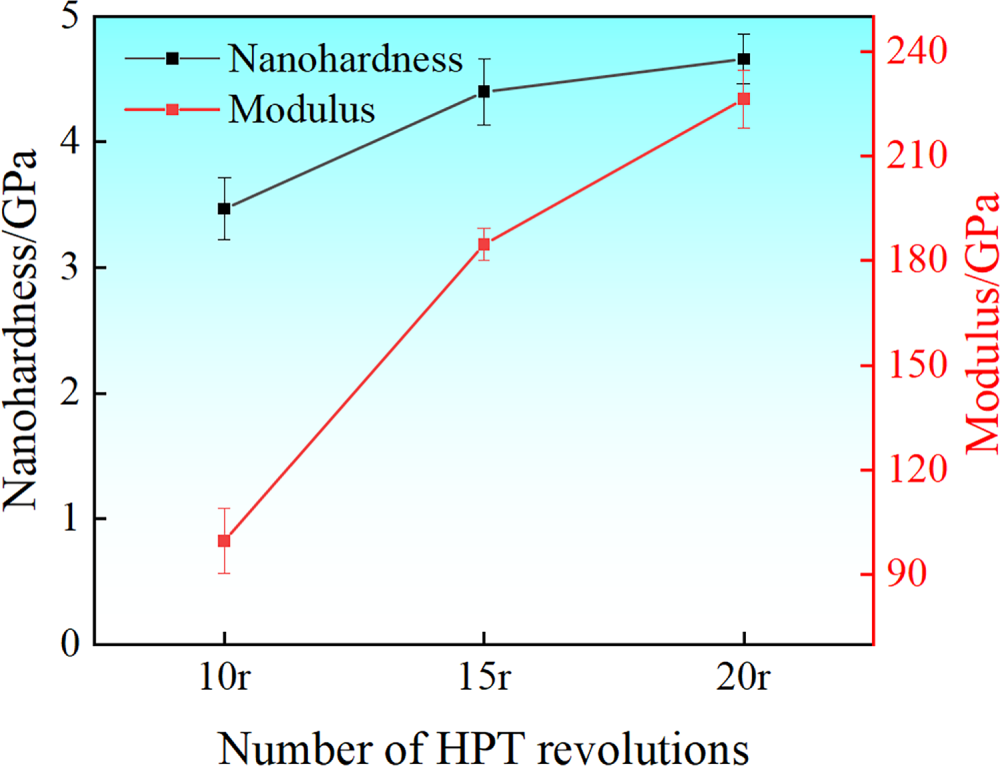
Figure 6: Nanohardness and elastic modulus of W-30Cu intermediate layer after HPT processing with different revolutions.
4.1 Effect of Composition Ratio on Plastic Deformation Mechanism of Tungsten-Copper Polycrystalline Materials
The nano-polycrystalline tungsten cube model with a length of 10 nm, a total of 63,402 atoms, 17 grains having an average grain size of 4.82 nm is established by the Voronoi method in Atomsk modeling software [27–29]. Using the method of random substitution of atoms, some tungsten atoms are replaced by copper atoms to generate models with the composition ratios for tungsten and copper of 5:5, 7:3, and 8:2, namely W-50Cu, W-30Cu, and W-20Cu. Fig. 7 is a W-30 Cu nano-polycrystal model, where blue dots represent W atoms and orange dots represent Cu atoms. The x, y, and z axes of the model correspond to the lattice orientations of [1 0 0], [0 1 0], and [0 0 1], respectively.
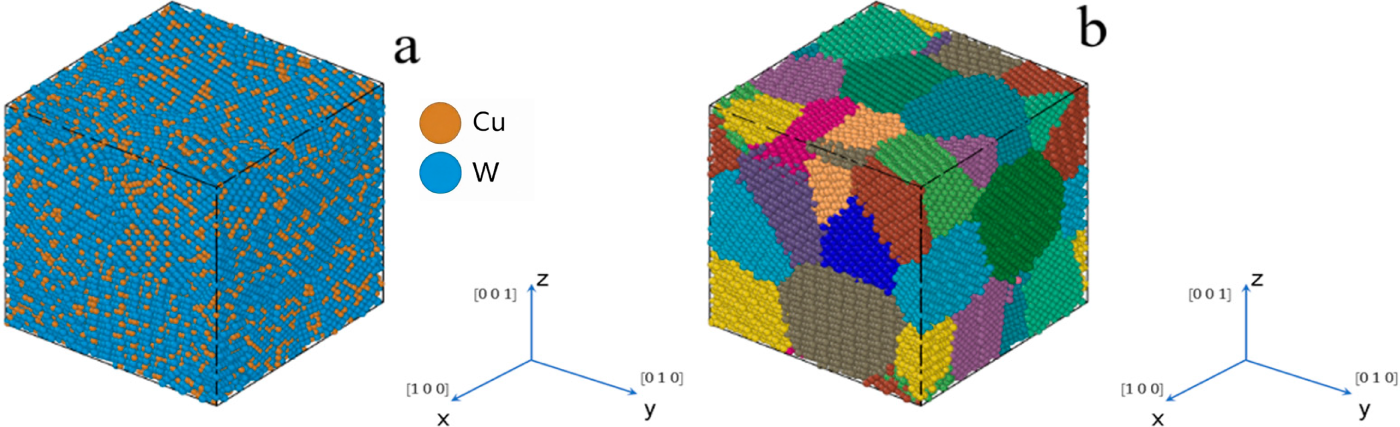
Figure 7: Molecular dynamics model of W-30Cu alloy: (a) Atomistic W-30Cu alloy and (b) Grain segmentation.
The embedded atom method (EAM) function was developed by Caro et al. [30,31] is used to describe the interaction between atoms. This potential function has been successfully applied to cascade collision simulation [32] and plastic deformation simulation [33]. The metal unit system and eam/alloy pair style are used in the LAMMPS software. Periodic boundary conditions are used to avoid size effects, and the time step is 0.001 ps. The simulation system is energy minimized using the conjugate gradient method [34], and fully relaxed in the NPT ensemble for 30 ps to obtain an optimized initial configuration [35]. The temperature and pressure during the relaxation process are controlled using the Nose-Hoover method [36]. After relaxation, the model is subjected to uniaxial compression deformation by applying a strain rate of 109 s−1. During the entire simulation process, the atomic trajectories, stress, potential energy, and other parameters of each atom or group are recorded every 1 ps. All MD simulation results are post-processed using Ovito, and the CNA and DXA methods are used to characterize and analyze the dislocation evolution during uniaxial compression. The atomic stress distribution in the simulation system is obtained by calculating the potential energy volume average of the atoms in the system using the velocity-verlet algorithm. Fig. 8 is the stress-strain curve of nano-polycrystalline tungsten-copper alloy with different composition ratios during uniaxial compression. The yield stress of W-50Cu is about 5.1 GPa, and the flow stress increases slightly to 5.8 GPa after yielding and then remains stable. With the increase of tungsten content, the yield stress of W-30Cu increases rapidly to 7.0 GPa, and the flow stress continues to rise to 8.0 GPa with slight strain hardening. With the tungsten content increasing to W-20Cu, the yield stress reaches about 9.2 GPa. Strain hardening also occurs after a short yield platform, and the flow stress increases to 9.9 GPa and then fluctuates. Higher tungsten content leads to increased W-W connectivity and results in higher stress suffered on the tungsten atoms during compression loading [37]. At the same time, high W-W connectivity will reduce the deformation coordination of tungsten phase and copper phase, and decrease the plasticity of tungsten-copper alloy.
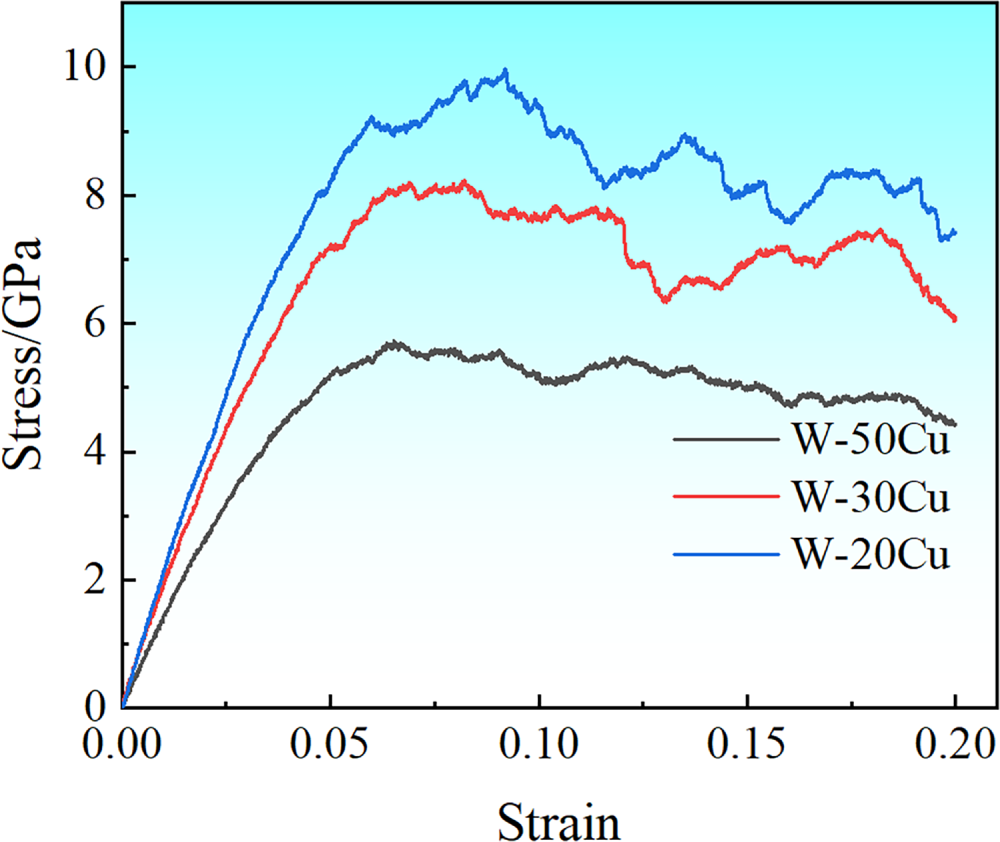
Figure 8: Compression stress-strain curves for W-xCu nano-polycrystalline model with different composition ratios.
Fig. 9 shows the atomic configuration variation of tungsten-copper nano-polycrystalline models with different composition ratios during compression. During the compression process, the BCC structure gradually transforms into other structure, and the degree of transformation becomes more obvious with the increase of strain and copper content. This is because the grain boundary migration activation energy of copper atoms is lower than that of tungsten atoms, which makes copper atoms more likely to migrate at the grain boundaries and enter into the tungsten lattice, which represents a rapid increase in defect content. In addition, the grain rotation and grain boundary migration during compression lead to the dynamic change of grain size [38]. From Fig. 9a–c, it can be seen that the small grains in W-50Cu prefer to be absorbed followed by large grains due to the active copper atoms migration around the grain boundaries. In W-30 Cu, when the compressive strain increases to 0.2, some large grains are refined into severe small grains and the number of grains also increases, as shown in Fig. 9d–f, indicating that W-30Cu has nobler grain refinement ability. During the whole compression process, the grain size of W-20Cu decreases slightly but the number of grains has no obvious increase.
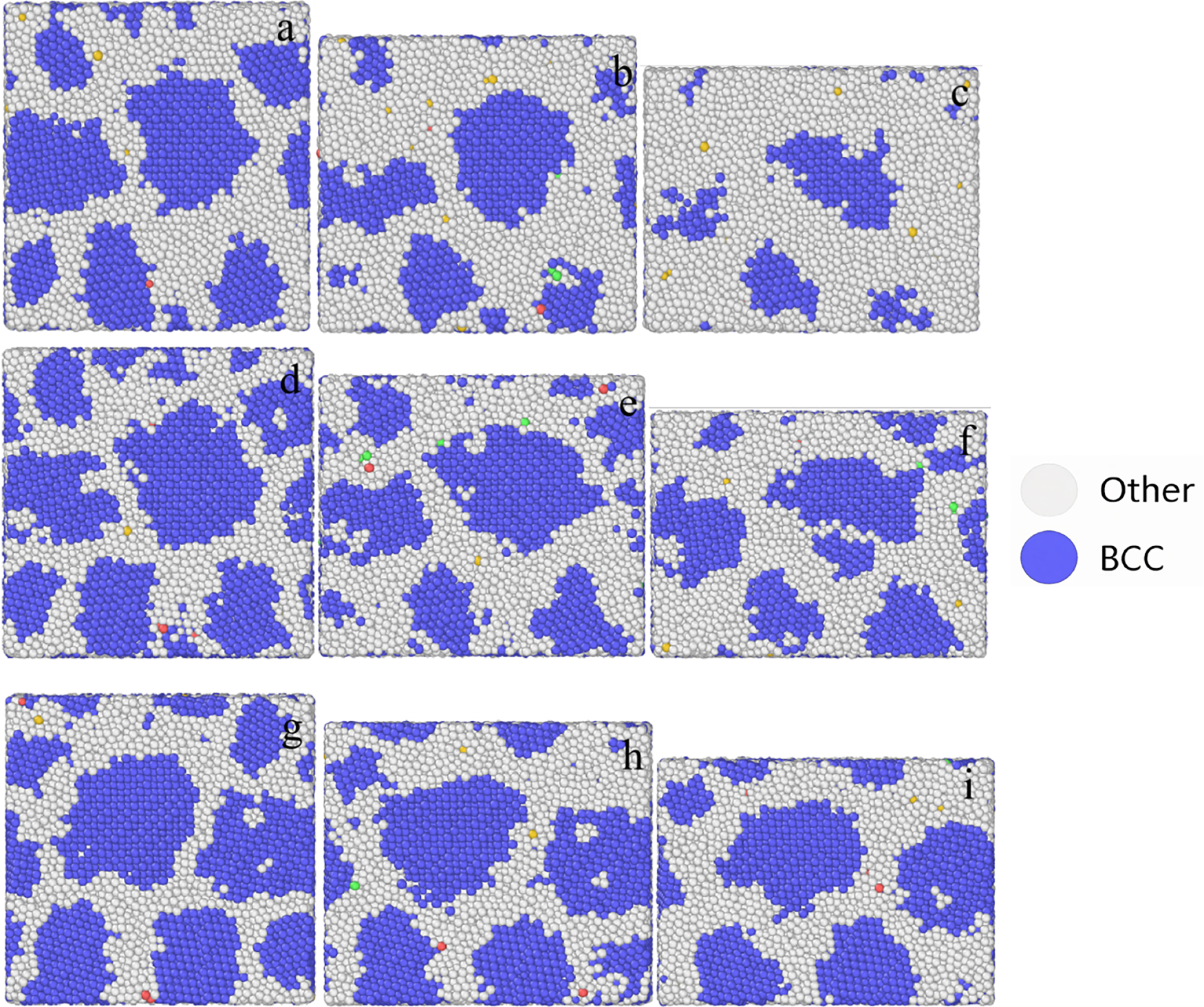
Figure 9: Atomic configuration evolution of W-Cu nanopolycrystalline model under different composition ratios: (a–c) W-50Cu; (d–f) W-30Cu; (g–i) W-20Cu. (a,d,g) strain 0, (b,e,h) strain 0.1, (c,f,i) strain 0.2.
Fig. 10 shows the dislocation distribution of the tungsten-copper nano-polycrystalline model with different composition ratios at the compressive strain of 0, 0.1, and 0.2. When the strain is 0, the number of dislocations in the models of W-50Cu, W-30Cu, and W-20Cu is 1, 4, and 15, respectively. When the strain is 0.1, in W-50Cu, the proportion of grain boundary atoms is as high as 70%, and there are only four dislocations in the model. With the increase of tungsten content, the proportion of grain boundary atoms decreases, and more dislocations appear at grain boundaries with 8 dislocations and 7 dislocations in W-30Cu and W-20Cu. When the strain increases to 0.2, the dislocations in W-20Cu are basically annihilated, and the number of dislocations in W-50Cu and W-30Cu is 2 and 5, respectively. The high-strength tungsten forms a strong constraint relative to the plastic flow of the soft copper phase. Under the action of external load, the huge mechanical property difference between the two phases induces a severe strain gradient at the phase interface. In order to coordinate this non-uniform plastic deformation and maintain the continuity of the material, the material with high tungsten content must accommodate the strain gradient by proliferating a high density of dislocations.
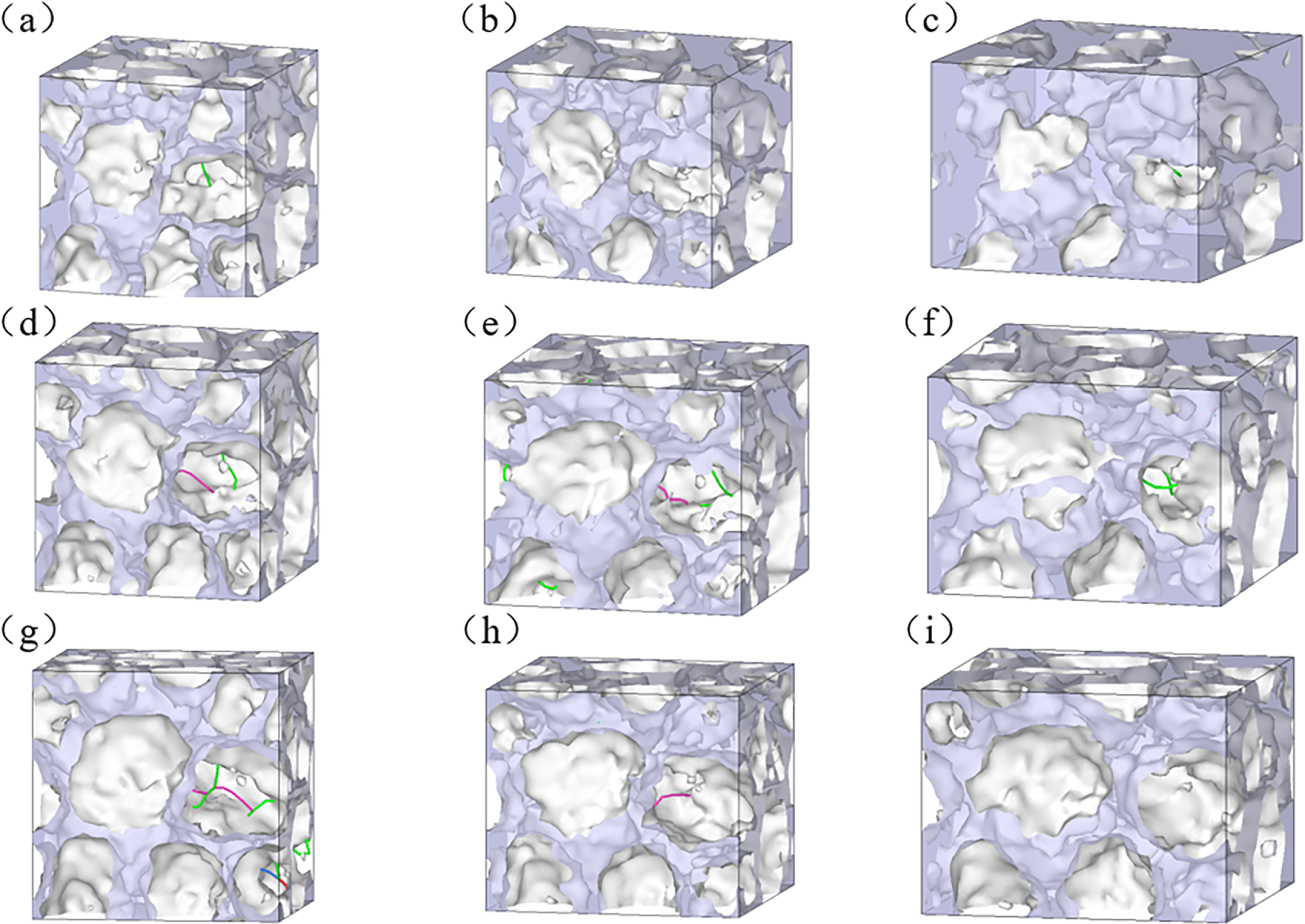
Figure 10: Dislocation distribution of (a–c) W-50Cu, (d–f) W-30Cu, and (g–i) W-20Cu nano-polycrystalline models at compressive strain of 0, 0.1, and 0.2.
4.2 Effect of Deformation Defects on the Nano-Deformation Behavior of W/W-Cu/Cu
To reveal the influence mechanism of defects generated by HPT deformation on the nano-mechanical properties of tungsten-copper multilayer composites, three kinds of W/W-Cu/Cu models with two, three, and four dislocations are established, namely model 1, model 2, and model 3, as shown in Fig. 11. The upper part in grey and the lower part in yellow of the model are W with a bcc structure and Cu with an fcc structure, respectively. At the same time, the tungsten-copper intermediate layer is generated by atomic substitution.
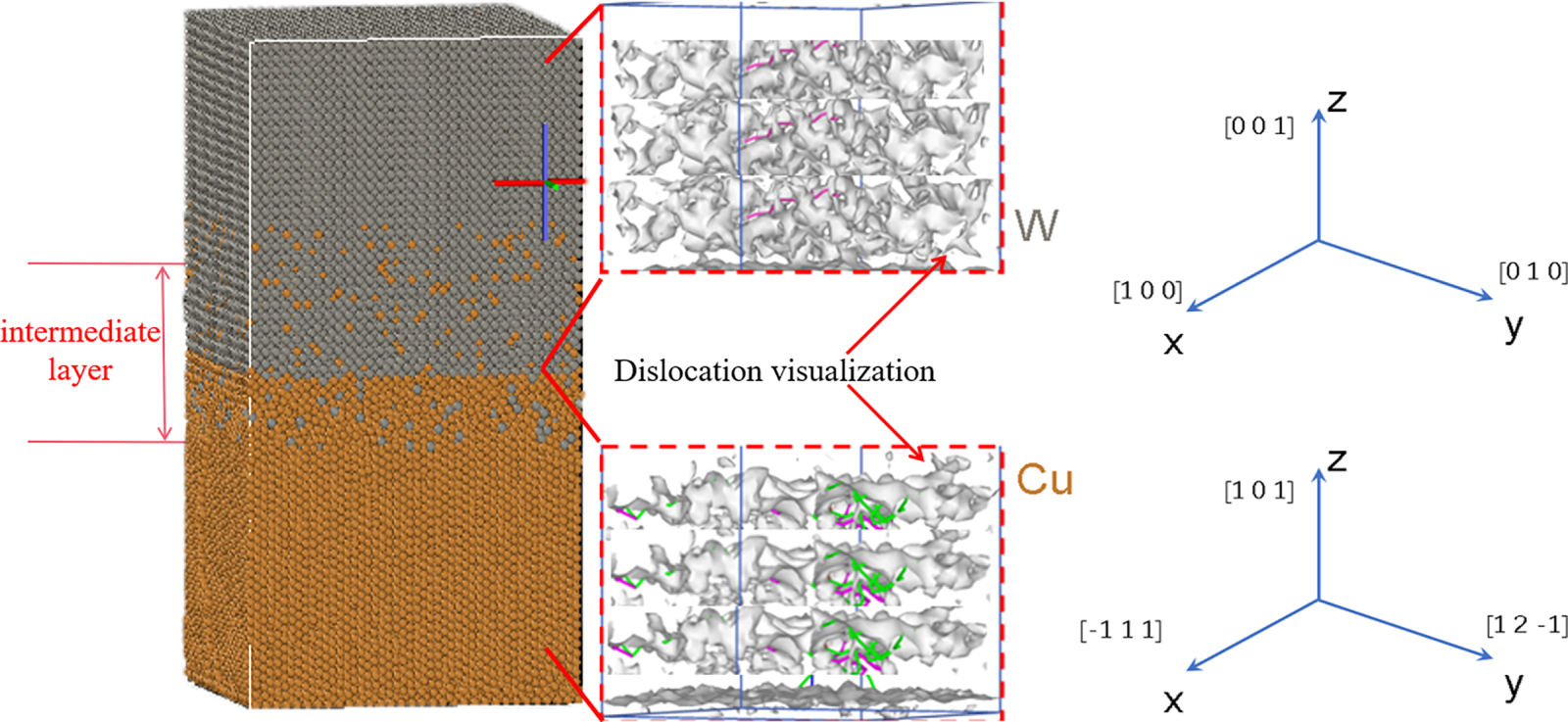
Figure 11: MD uniaxial compression simulation model of W/W-Cu/Cu multilayer composites.
Fig. 12 shows the stress-strain curves and mechanical properties of W/W-Cu/Cu models with different dislocation numbers during uniaxial compression. With the increase in the number of dislocations, the yield stress increases continuously, from 15.2 GPa in model 1 to 17.4 GPa in model 3, which is increased by about 15%, and the yield strain is maintained at 8.6%. After entering the plastic stage, the stress decreases rapidly, and different degrees of strain hardening appear after reaching the lowest stress point. Model 3 with the most dislocations presents significant strain hardening behavior. The elastic modulus also increases with the increasing number of dislocations, from 192.3 GPa in model 1 to 235.0 GPa in model 3 with an increment of 22.2%. Through large revolutions in HPT processing, the high-density defects are conducive to the improvement of the strength and stiffness of the tungsten-copper multilayer composites.
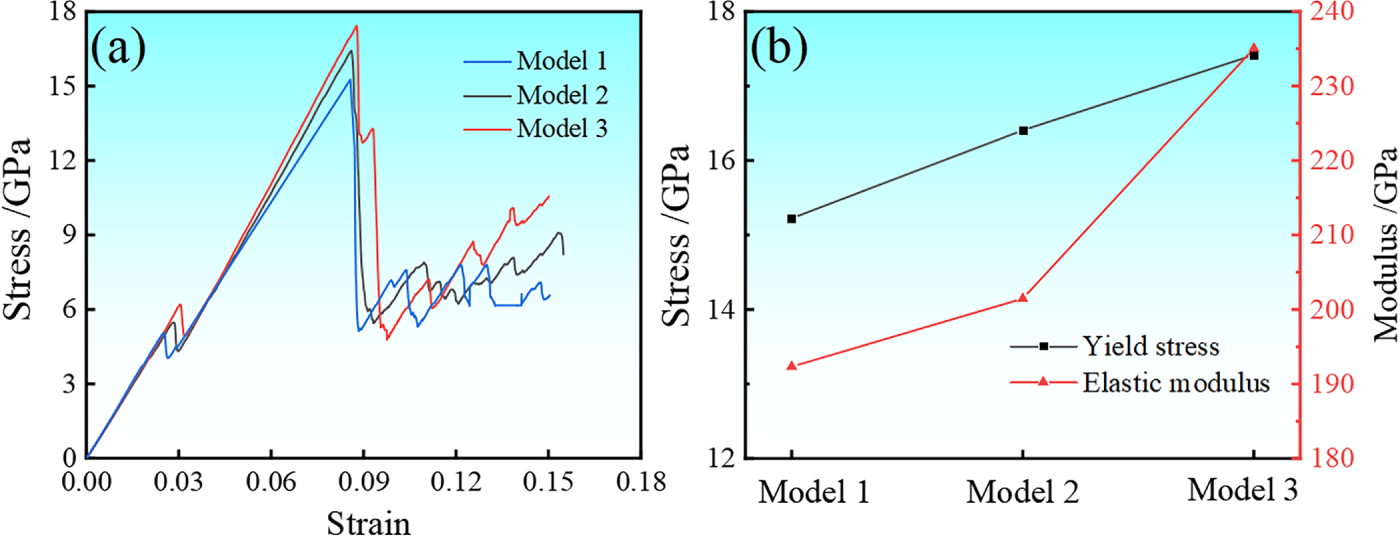
Figure 12: (a) Compressive stress-strain curves (b) mechanical properties for the W/W-Cu/Cu multilayer composites with different dislocations.
Fig. 13a,d,g shows the atomic configurations of the three models with the compressive strain ε = 0.06. The dislocation proliferation rate at the lower layer copper and the middle layer W-Cu is greater than that of the upper layer tungsten, and the tungsten atoms and copper atoms in the middle layer are segregated around the dislocations, which play a role in dislocation pinning and thus greatly increase the plastic deformation resistance of the material. With the compressive strain increasing to 0.08, as shown in Fig. 13b,e,h, the high dislocation density makes the dislocation movement more stable in models 2 and 3, and the dislocation proliferation and slippage mainly occurred in the upper-layer tungsten in model 1. Both the elastic interaction caused by the atomic radius difference between the Cu atom and the W atom, and the dislocation entanglement hinder the dislocation movement on the slip plane. Fig. 13c,f,i is the atomic configurations when the compressive strain ε = 0.14. In the post-yield strain hardening stage, the dislocations in the upper layer tungsten continue to proliferate, and the number of dislocations in model 1 is the largest while the value in model 3 is the least. The number of dislocations in the middle layer W-Cu and the lower layer copper tend to be saturated with obvious dislocation pile-up. In particular, model 3 forms a planar pile-up group of dislocations, which causes difficulties in dislocation movement and greatly improves the strength of the material.
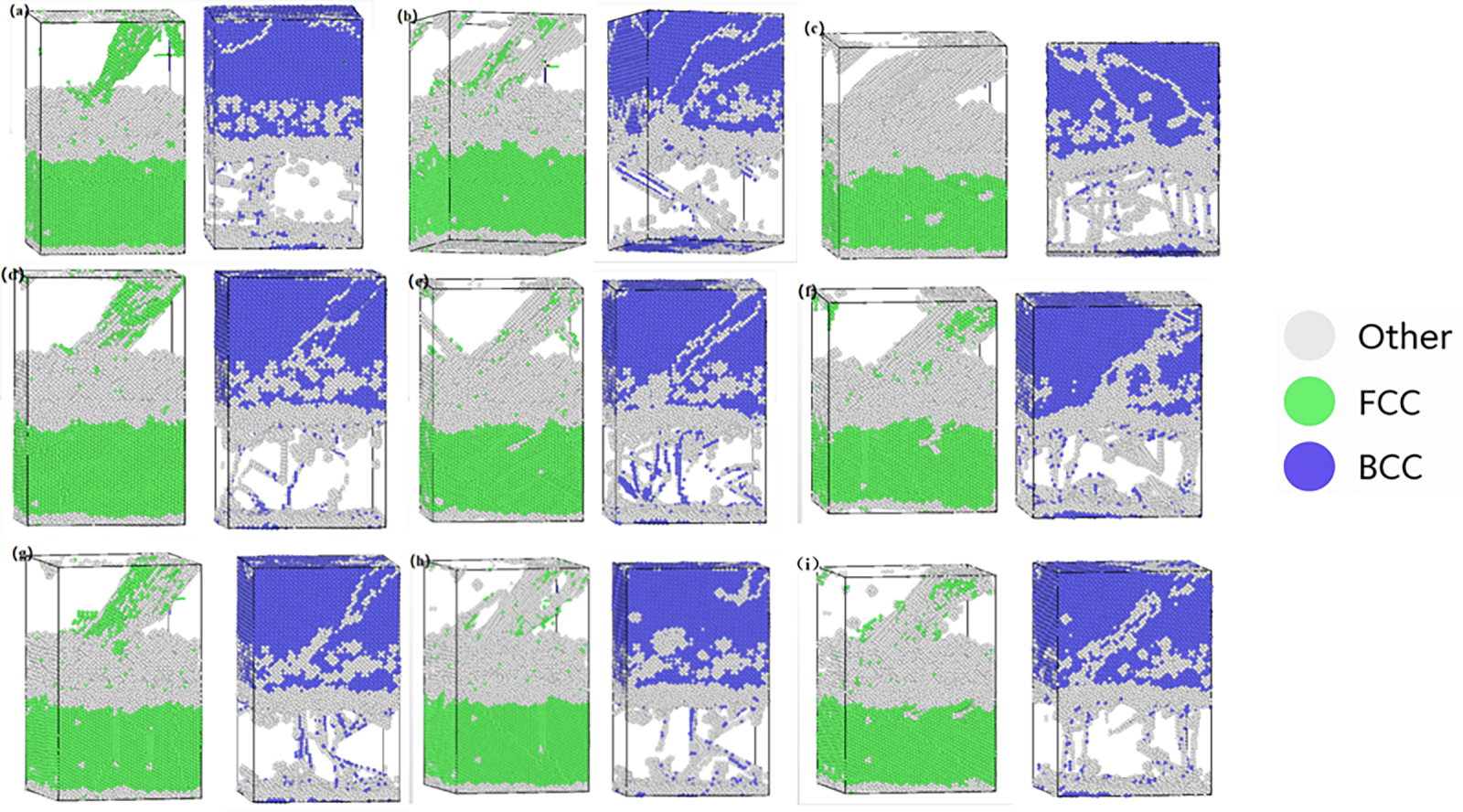
Figure 13: The evolution of atomic configurations of W/W-Cu/Cu during uniaxial compression in model1: (a) ε = 0.06, (b) ε = 0.0858, (c) ε = 0.14, model2: (d) ε = 0.06, (e) ε = 0.0867, (f) ε = 0.14, and model3: (g) ε = 0.006, (h) ε = 0.087, (i) ε = 0.14.
(1) The tungsten-copper homogeneous composite materials with high relative density and uniform microstructure were obtained through a high number of HPT rotations. The tungsten particles are fully refined to disperse in the copper matrix, and the dislocation density is about 4 times higher than that of the initial state after 15 revolutions of HPT processing. W-30Cu exhibits the smallest grain size and the highest dislocation density.
(2) W/W-30Cu/CuCrZr three-layer composite is fabricated by HPT. With the increase of shear strain, both W and W-30Cu experience strain hardening, the microhardness of CuCrZr saturates due to the balance of dynamic recrystallization and dislocation proliferation. The nanohardness and elastic modulus of the W-30Cu intermediate layer significantly increase along with HPT revolutions.
(3) With the increase of tungsten content, the yield strength increases significantly but the plasticity decreases in the MD model of W-xCu composites. The W-30Cu system achieves the optimal matching between strength and ductility, and shows significant dislocation proliferation and grain refinement behavior during deformation.
(4) The uniaxial compression simulation of the W/W-Cu/Cu model shows that the high-density dislocations introduced by HPT deformation can effectively improve the yield stress and elastic modulus of the tungsten-copper three-layer composite material. The entanglement and pile-up of dislocations inhibit the slippage and synergistically improve the strength and stiffness of the composite material.
Acknowledgement: Not applicable.
Funding Statement: This work was supported by the National Natural Science Foundation of China (Grant Nos. 52375329, 52475342) and the Fundamental Research Funds for the Central Universities (Grant Nos. JZ2023HGTB0240, PA2025GDGP0025).
Author Contributions: Xue Wang: Conceptualization, methodology, investigation, writing—review and editing, project administration. Cen Yang: Formal analysis, simulation, writing—original draft. Yonghang Wang and Mingming Wang: Experimental operation, data curation, visualization. Ying Chen: Data analysis and English language polish. Ping Li: Project administration, supervision. All authors reviewed and approved the final version of the manuscript.
Availability of Data and Materials: The data that support the findings of this study are available from the corresponding author, upon reasonable request.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest.
References
1. Wang Y, Zhuo L, Yin E. Progress, challenges and potentials/trends of tungsten-copper (WCu) composites/pseudo-alloys: fabrication, regulation and application. Int J Refract Met Hard Mater. 2021;100:105648. doi:10.1016/j.ijrmhm.2021.105648. [Google Scholar] [CrossRef]
2. Perez-Soriano EM, Arévalo C, Montealegre-Meléndez I, Neubauer E, Kitzmantel M. Influence of starting powders on the final properties of W-Cu alloys manufactured through rapid sinter pressing technique. Powder Metall. 2021;64(1):75–81. doi:10.1080/00325899.2020.1847847. [Google Scholar] [CrossRef]
3. Hu W, Li Y, Zhang W, Ma Z, Feng Y, Liu C, et al. Excellent mechanical, thermal and electrical properties of ultrafine W-Cu alloys via freeze-drying technology. Scr Mater. 2024;239:115805. doi:10.1016/j.scriptamat.2023.115805. [Google Scholar] [CrossRef]
4. Huang J, Fadel GM, Blouin VY, Grujicic M. Bi-objective optimization design of functionally gradient materials. Mater Des. 2002;23(7):657–66. doi:10.1016/S0261-3069(02)00048-1. [Google Scholar] [CrossRef]
5. Peng L, Mao Y, Zhang Y, Xi L, Deng Q, Wang G. Microstructural and mechanical characterizations of W/CuCrZr and W/steel joints brazed with Cu-22TiH2 filler. J Mater Process Technol. 2018;254:346–52. doi:10.1016/j.jmatprotec.2017.11.056. [Google Scholar] [CrossRef]
6. Bang E, Choi H, Kim HC, Kim K, Hong SH. Manufacturing and testing of flat type W/Cu/CuCrZr mock-ups by HIP process with PVD coating. Fusion Eng Des. 2019;146:603–8. doi:10.1016/j.fusengdes.2019.01.034. [Google Scholar] [CrossRef]
7. Yan H, Fan J, Han Y, Yao Q, Liu T, Lv Y, et al. Vacuum diffusion bonding W to W-Cu composite: interfacial microstructure and mechanical properties. Vacuum. 2019;165:19–25. doi:10.1016/j.vacuum.2019.03.060. [Google Scholar] [CrossRef]
8. Peng S, Mao Y, Min M, Xi L, Deng Q, Wang G, et al. Joining of tungsten to CuCrZr alloy with Cu-TiH2-Ni filler and Cu interlayer. Int J Refract Met Hard Mater. 2019;79:31–6. doi:10.1016/j.ijrmhm.2018.11.005. [Google Scholar] [CrossRef]
9. Wang Q, Yang FZ, Zhu HL, Lian YY, Li ZQ, Liu X, et al. Hot isostatic pressing joining of W/CuCrZr alloy. Chin J Nonferrous Met. 2015;25(2):360–6. (In Chinese). doi:10.19476/j.ysxb.1004.0609.2015.02.012. [Google Scholar] [CrossRef]
10. Yang FZ, Shen LR, Jin FY, Xu ZJ, Dong YY. Effects of hot isostatic pressing joining temperature on copper coating as the interlayer. Rare Met Mater Eng. 2017;46(12):3972–6. (In Chinese). [Google Scholar]
11. Sang C, Fu K, Xu D, Chen R, Chen P, Lu Y, et al. Investigation of interfacial reliability and thermal shock resistance of W/CuCrZr joints using a W-Cu functionally graded material interlayer. J Mater Sci. 2025;60(41):20032–47. doi:10.1007/s10853-025-11587-x. [Google Scholar] [CrossRef]
12. Wang B, Zhu D, Li C, Chen J. Performance of full compositional W/Cu functionally gradient materials under quasi-steady-state heat loads. IEEE Trans Plasma Sci. 2018;46(5):1551–5. doi:10.1109/TPS.2018.2803898. [Google Scholar] [CrossRef]
13. Wang X, Jiao AF, Zhu YH, Wang MM, Xue KM. Effect of lattice defects induced by high-pressure torsion on microstructure and mechanical properties of W/Cu composite materials processed by diffusion welding. Rare Met Mater Eng. 2023;52(12):4220–6. (In Chinese). doi: 10.1002/adem.201400375. [Google Scholar] [CrossRef]
14. Zhang J, Li Y, Ma M, Zhang K, Li X, Shi G, et al. Effect of high-pressure torsion on microstructure and secondary phase distribution of Mg-3Zn-1Ca-0.5Sr alloy. Rare Met Mater Eng. 2025;54(6):1457–61. (In Chinese). doi:10.12442/j.issn.1002-185X.20240272. [Google Scholar] [CrossRef]
15. Liu SJ, Xiang S, Tan YB, Liu F, Shi W, Hu S, et al. Exceptional strength-plasticity synergy in β-Ti alloy via HPT and short-period annealing. J Alloys Compd. 2023;953:170173. doi:10.1016/j.jallcom.2023.170173. [Google Scholar] [CrossRef]
16. Li P, Wang L, Yan S, Meng M, Zhou Y, Xue K. The role of non-equilibrium grain boundary in micro-deformation and failure mechanisms of Bicrystal structural tungsten. Int J Refract Met Hard Mater. 2021;94:105376. doi:10.1016/j.ijrmhm.2020.105376. [Google Scholar] [CrossRef]
17. Qian CH, He ZY, Liang C, Ji WX. Microstructure and hardness of W-25Re alloy processed by high-pressure torsion. Trans Nonferrous Met Soc China. 2017;27(12):2622–9. doi:10.1016/S1003-6326(17)60290-5. [Google Scholar] [CrossRef]
18. Sabirov I, Pippan R. Characterization of tungsten fragmentation in a W-25%Cu composite after high-pressure torsion. Mater Charact. 2007;58(10):848–53. doi:10.1016/j.matchar.2006.08.001. [Google Scholar] [CrossRef]
19. Tang Y, Murayama M, Edalati K, Wang Q, Iikubo S, Masuda T, et al. Phase transformations in Al-Ti-Mg powders consolidated by high-pressure torsion: experiments and first-principles calculations. J Alloys Compd. 2021;889:161815. doi:10.1016/j.jallcom.2021.161815. [Google Scholar] [CrossRef]
20. Wen H, Islamgaliev RK, Nesterov KM, Valiev RZ, Lavernia EJ. Dynamic balance between grain refinement and grain growth during high-pressure torsion of Cu powders. Philos Mag Lett. 2013;93(8):481–9. doi:10.1080/09500839.2013.805268. [Google Scholar] [CrossRef]
21. Zhilyaev AP, Ringot G, Huang Y, Maria Cabrera J, Langdon TG. Mechanical behavior and microstructure properties of titanium powder consolidated by high-pressure torsion. Mater Sci Eng A. 2017;688:498–504. doi:10.1016/j.msea.2017.02.032. [Google Scholar] [CrossRef]
22. Schmuck K, Burtscher M, Alfreider M, Kiener D. Assessing the fracture toughness in Tungsten-based nanocomposites: a micro-mechanical approach. Mater Des. 2024;247:113433. doi:10.1016/j.matdes.2024.113433. [Google Scholar] [CrossRef]
23. Wang X, Wang MM, Jiao AF, Chen GQ, Xue KM. Microstructure and microhardness evolution of W-Cu composites prepared by high-pressure torsion. Rare Met Mater Eng. 2022;51(11):4123–9. (In Chinese). [Google Scholar]
24. Wang X, Zhu YH, Yang C, Gan GQ, Li P, Xue KM. Discrete element simulation and experimental study on W-Cu homogeneous composites processed by high-pressure torsion. Rare Met Mater Eng. 2025;54(11):2931–7. (In Chinese). [Google Scholar]
25. Chen Y, Huang Y, Han L, Liu D, Luo L, Li C, et al. High-strength vacuum diffusion bonding of Cu-plated, sandblasted W and CuCrZr alloy. J Mater Res Technol. 2021;15:6260–71. doi:10.1016/j.jmrt.2021.11.069. [Google Scholar] [CrossRef]
26. Ma GC, Fan JL, Gong HR. Mechanical behavior of Cu-W interface systems upon tensile loading from molecular dynamics simulations. Comput Mater Sci. 2018;152:165–8. doi:10.1016/j.commatsci.2018.05.030. [Google Scholar] [CrossRef]
27. Goswami P, Pal S, Gupta M. Investigation of point defect evolution and Voronoi cluster analysis for magnesium during nanoindentation. J Magnes Alloys. 2023;11(3):1029–42. doi:10.1016/j.jma.2022.11.017. [Google Scholar] [CrossRef]
28. Wang L, Luo L, Shen L, Liu H, Ding J, Tian Y, et al. Atomic scale insights into super-nano dual-phase amorphous-nanocrystalline iron with synergistic high strength-plasticity. Intermetallics. 2025;185:108902. doi:10.1016/j.intermet.2025.108902. [Google Scholar] [CrossRef]
29. Wang L, Shen L, Yi J, Yang X, Peng Y, Ding J, et al. Prediction model of dynamic fracture toughness of nickel-based alloys: combination of data-driven and multi-scale modelling. Eur J Mech A Solids. 2026;116:105892. doi:10.1016/j.euromechsol.2025.105892. [Google Scholar] [CrossRef]
30. Martínez E, Schwen D, Caro A. Helium segregation to screw and edge dislocations in α-iron and their yield strength. Acta Mater. 2015;84:208–14. doi:10.1016/j.actamat.2014.10.066. [Google Scholar] [CrossRef]
31. Caro A, Hetherly J, Stukowski A, Caro M, Martinez E, Srivilliputhur S, et al. Properties of helium bubbles in Fe and FeCr alloys. J Nucl Mater. 2011;418(1–3):261–8. doi:10.1016/j.jnucmat.2011.07.010. [Google Scholar] [CrossRef]
32. Chartier A, Marinica MC. Rearrangement of interstitial defects in alpha-Fe under extreme condition. Acta Mater. 2019;180:141–8. doi:10.1016/j.actamat.2019.09.007. [Google Scholar] [CrossRef]
33. Anento N, Serra A. Interaction of a mobile{1 1 2}grain boundary with radiation induced defects in α-Fe: transformation of defects and impact on the shear-coupled grain boundary migration. Comput Mater Sci. 2020;179:109679. doi:10.1016/j.commatsci.2020.109679. [Google Scholar] [CrossRef]
34. Liu Y, Zou M, Ma Y, Chen W, Li Q, Jiang X, et al. Effect of carbonization temperature on the photo-magnetic-thermal properties of cobalt-based metal organic framework-derived composite phase change materials: experimental and molecular dynamics simulations. Mater Today Phys. 2026;60:101996. doi:10.1016/j.mtphys.2025.101996. [Google Scholar] [CrossRef]
35. Zhang Q, Valizadeh N, Liu M, Zhuang X, Mortazavi B. Hierarchical multiscale fracture modeling of carbon-nitride nanosheet reinforced composites by combining cohesive phase-field and molecular dynamics. Compos Struct. 2025;358:118942. doi:10.1016/j.compstruct.2025.118942. [Google Scholar] [CrossRef]
36. Mortazavi B. Ultra high stiffness and thermal conductivity of graphene like C3N. Carbon. 2017;118:25–34. doi:10.1016/j.carbon.2017.03.029. [Google Scholar] [CrossRef]
37. Guo W, Wang Y, Liu K, Li S, Zhang H. Effect of copper content on the dynamic compressive properties of fine-grained tungsten copper alloys. Mater Sci Eng A. 2018;727:140–7. doi:10.1016/j.msea.2018.04.117. [Google Scholar] [CrossRef]
38. Xiang M, Cui J, Tian X, Chen J. Molecular dynamics study of grain size and strain rate dependent tensile properties of nanocrystalline copper. Jnl Comp Theo Nano. 2013;10(5):1215–21. doi:10.1166/jctn.2013.2831. [Google Scholar] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools