
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

Oil Palm Particleboard: Properties and Fungi Susceptibility
1 Biomass Technology Unit, Engineering and Processing Division, Malaysian Palm Oil Board, No. 6, Persiaran Institusi, Bandar Baru Bangi, Kajang, 43000, Malaysia
2 Plant Pathology & Biosecurity Unit Biology Research Division, Malaysian Palm Oil Board, No. 6, Persiaran Institusi, Bandar Baru Bangi, Kajang, 43000, Malaysia
* Corresponding Author: Nur Azreena Idris. Email:
Journal of Renewable Materials 2025, 13(1), 163-180. https://doi.org/10.32604/jrm.2024.053388
Received 30 April 2024; Accepted 11 July 2024; Issue published 20 January 2025
 View Full Text
View Full Text Download PDF
Download PDFAbstract
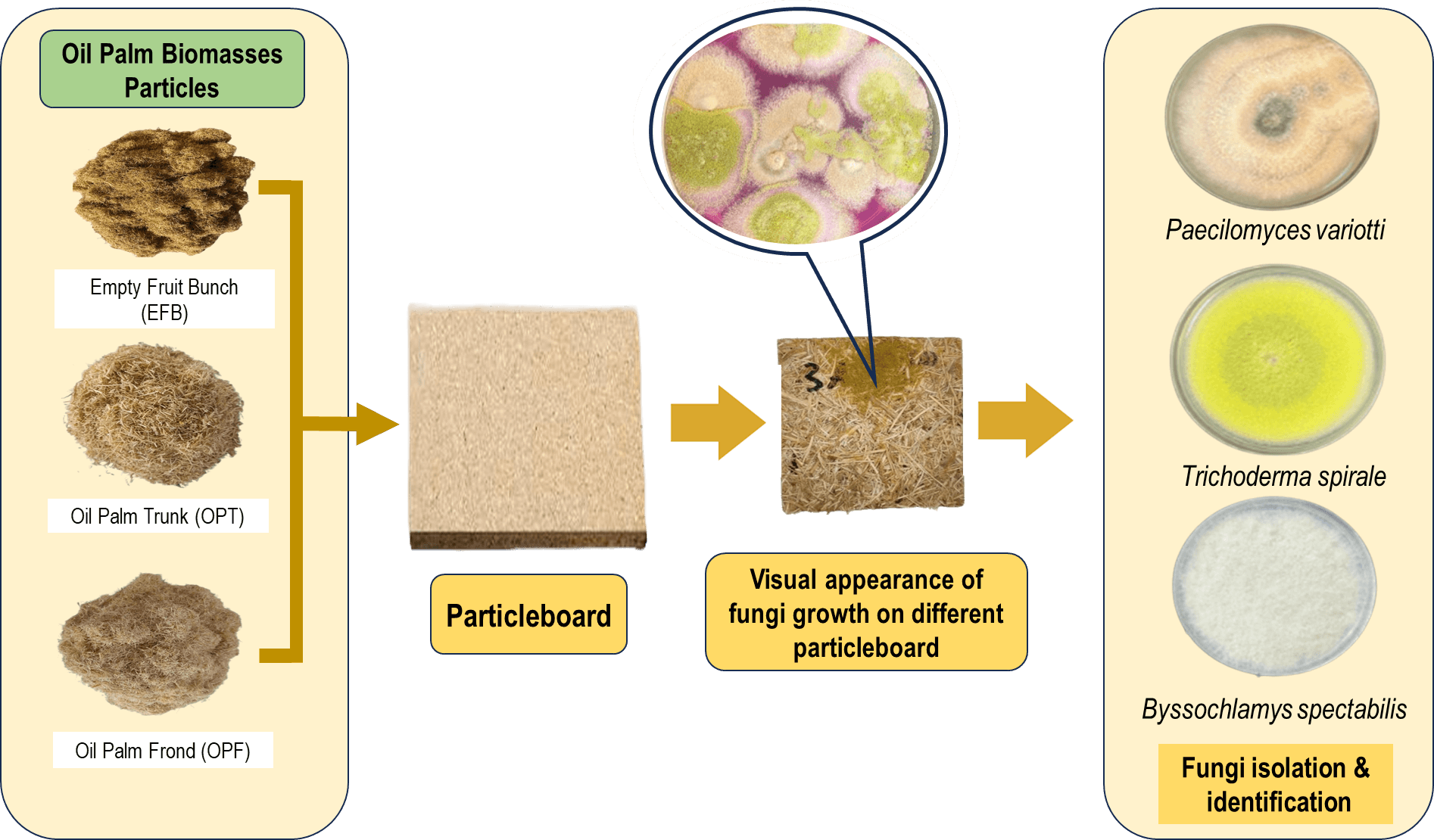
The utilization of oil palm biomass in the production of high-value products has increased substantially. Due to the presence of sugars and starches in their tissues, oil palms have an exceptionally low natural resistance to fungi, making them susceptible to contamination. In this study, the properties of particleboard made from oil palm fibers, namely empty fruit bunches (EFB), oil palm trunks (OPT), and oil palm fronds (OPF) fibers and its potential for fungal attack were evaluated. The chemical composition, spectroscopic characterization, morphological features, and elemental analysis of oil palm biomass fibers were identified and thoroughly examined. The mechanical properties and dimensional stability of the boards were assessed based on Japanese Industrial Standards (JIS) and American National Standards Institute (ANSI) guidelines. The density, strength, and moisture resistance of particleboard made from OPT fibers may vary from those made from OPF and EFB due to inherent changes in chemical composition and fiber structure. These differences have an impact on the overall performance of the particleboard. Based on the ANOVA and Tukey’s test results, significant differences in elasticity properties were observed mainly between OPT and other fibers, while bending strength revealed notable differences between various pairs of particleboards. The evaluation also highlighted variations in dimensional stability and water absorption capabilities. However, bending strength properties did not demonstrate any significant deviations. For the fungi test, fungal activity on the boards was observed over a two-week period in a controlled environment. The study revealed that oil palm-based particleboard exhibited susceptibility to fungal attacks, particularly from Aspergillus sp., Trichoderma sp., and Paecilomyces variotii. These findings highlight the necessity for additional treatments to control or prevent fungal growth, thereby enhancing the commercial value of the particleboards.Graphic Abstract
Keywords
Biomass is the fourth most significant source of green material due to its abundance, renewability, and potential for sustainability. It is composed of lignin, cellulose, hemicelluloses, and small amounts of other extractives [1]. Oil palm, a biomass source, has recently emerged as a commercially important crop in Southeast Asian countries such as Indonesia and Malaysia. This versatile substance is used in a variety of commercial products, including soap, cooking oil, cosmetics, and margarine [2]. Malaysia is the world’s second-largest producer of palm oil, with extensive oil palm plantations covering approximately 5.65 million hectares, generating a significant volume of oil palm biomass [3]. The palm oil extraction process generates large quantities of oil palm biomass. For instance, the percentage of oil palm shell (OPS), oil palm fiber, and empty fruit bunches (EFB) in a fresh fruit bunch (FFB) ranges from 7% to 23% [4]. Furthermore, oil palm plantations generate large quantities of EFB, fronds (OPF), and trunks (OPT) (Fig. 1).

Figure 1: Oil palm biomasses (Ai–ii) Empty Fruit Bunch (EFB), (Bi–ii) oil palm trunk and (Ci–ii) oil palm frond
Oil palm biomass poses environmental risks if it is not effectively utilized. Proper application will resolve waste management concerns and produce valuable by-products [5]. Therefore, the oil palm industry needs to be ready to take advantage of this opportunity and fully utilize the abundant oil palm biomass at its disposal in order to turn waste into wealth [6]. For example, these biomass by-products have the potential to replace wood in panel production. Extensive studies have been conducted all over the world to discover the best ways to increase the market value of biomass residues for use in building materials and construction like plywood, furniture, and lightweight materials [7]. The use of oil palm biomass in the composite industry has gained significant attention because of its potential as an eco-friendly and sustainable raw material. This biomass, including EFB, OPT, and OPF, is being increasingly incorporated into composite materials, enhancing their mechanical properties while reducing their environmental impact.
Malaysia is recognized as an innovator in the production of bio-composites, especially medium density fiberboard (MDF). The country has leveraged its abundant supply to develop advanced techniques and technologies for MDF production, positioning itself as a key player in the global MDF market. In 2023, Malaysia’s export of MDF reached a volume of 426,734 m3, reflecting the country’s strong production capacity [8]. The RM760 million valuation of this substantial export volume highlights the economic significance of MDF within Malaysia’s wood-based product industry. Furthermore, the wood-based panel industry, including MDF, is anticipated to increase from 393.3 million m3 in 2023 to 459.7 million m3 in 2028, at a compound annual growth rate (CAGR) of 3.17% during the forecast period [9].
Similarly, sawmill shavings, wood chips, sawdust, and synthetic resin combine to create wood particleboards. Particleboard is lightweight, cost-effective, easy to install, environmentally safe, and has high density and consistency. These qualities lead to its extensive use in the production of home furnishings for both commercial and domestic use worldwide, such as bookshelves, kitchen cabinets, doors, windows, and wall and floor coverings. Presently, it is available in different sizes, densities, particle geometries, and adhesive amounts [10]. The particleboard industry is an expanding sector on a global scale. IMARC valued the global particleboard market at US$23.0 billion in 2023. Moving forward, the IMARC Group projects that the market will attain a value of US$31.3 billion by 2032, demonstrating a CAGR of 3.4% from 2024 to 2032 [11].
Nonetheless, the structure of particleboards can be compromised by xylophagous agents attracted to biological sources, including wood and biomass. In its natural state, wood is susceptible to infestation by insects and other xylophagous organisms, which cause structural deterioration. Termites and fungi are notable examples of biological agents that impact wood by consuming cellulose, which is abundantly present in wood [12]. These insects are responsible for attacking and degrading the anatomical composition of wood used in both MDF and particleboard production [13]. According to Adfa et al., termite and fungal damage can significantly weaken wood, causing infected regions to collapse. These xylophagous organisms have the ability to eliminate the cell wall components (lignin, hemicellulose, and cellulose) contained in organic materials, thus damaging their natural structure [14]. Consequently, addressing these biological threats is crucial for maintaining the integrity and durability of wood-based products in the expanding global markets for MDF and particleboards.
Under certain conditions, such as a moisture content (MC) above 20%, oxygen availability, and temperatures between 15°C and 45°C, wood becomes particularly vulnerable to fungal infestation. Outdoor wooden structures are especially susceptible to fungal decay, which reduces the mechanical and aesthetic properties of the wood and drastically shortens the lifespan of the structure [15]. Given these vulnerabilities, it is essential to explore oil palm biomass materials and identify the fungi susceptibility to enhance the durability of bio-based products. This study focuses on the preparation and characterization of oil palm particleboard of different oil palm sources. Additionally, the detection and identification of decay fungi in oil palm particleboard were investigated to better understand and mitigate the impact of these biological threats. This research is crucial for ensuring the durability and reliability of bio-based products in both the bio-composite markets.
Sulfuric acid (H2SO4) (>72% purity, Thermo Scientific, Franklin, MA, USA), ethanol, toluene and acetic acid (>99% purity, R&M, Selangor, Malaysia), sodium chloride (NaCl) and sodium hydroxide (NaOH) (>99% purity, Fisher Scientific, Millersburg, PA, USA).
2.2 Oil Palm Fibers Preparation
The oil palm biomasses (EFB, OPF, and OPT) were collected from a palm plantation at FELDA Keratong, Pahang, and Ladang Stesen Penyelidikan MPOB, Hulu Paka. The biomasses were prepared according to a recent work by [16]. The biomasses were reduced to chips with a laboratory Maier chipper and then oven-dried at 100°C until the MC reached roughly 10%. The chips were then hammer-milled and screened with a vibrator screener to separate particles of varying sizes and quality. The particles were subsequently oven-dried to a moisture content of 4%–5%.
2.3 Chemical Composition Analyses
Wood sampling and preparation for analysis were conducted in accordance with TAPPI T257 cm-02, whereas wood preparation for chemical analysis followed TAPPI 264 cm-97. Initially, various components of the oil palm biomass were reduced in size in order to pass through a 1.20 mesh sieve. Chemical processing, such as acid or alkaline extraction, is required to eliminate lignin in order to extract the holocellulose portion from the wood. Following lignin extraction, the hemicellulose were eliminated from the remaining sample. Upon the elimination of lignin and hemicellulose, a predominantly holocellulose or cellulose fraction remains.
Lignin content was determined based on the Klason lignin method [17]. The oil palm fiber sample was treated with 72% sulfuric acid (H2SO4). This strong acid hydrolyzes the cellulose and hemicellulose components of the fiber, leaving behind the lignin. Acid hydrolysis is typically performed under controlled conditions of temperature and time to ensure complete digestion. Next, the sample was cooled down and filtered to separate the insoluble residue, which mainly consists of lignin, from the liquid phase. The residue was washed with water to remove any remaining acid and soluble materials and dried to a constant weight. This weight represents the Klason lignin content.
The extractive components were analyzed following the TAPPI T 204 cm-97 standard method, with a change in the ethanol-toluene ratio to 1:2. The round bottom flask (RBF) was weighed before inserting the thimble. The Soxhlet was subsequently connected to the RBF, then the ethanol: toluene mixture was added, and the extraction proceeded for 6 h. The thimble was first oven-dried for one night at 40°C and then for an additional overnight at 105°C. The thimble was then dried for an additional hour before being placed in a desiccator and weighed three times. The consistent weight was regarded as the extractives content [18].
The holocellulose content was determined using the Wise technique, as mentioned in an earlier study by Ely and Moore [19]. The oil palm fibers were treated with a mixture of water (200 mL), 3 g of sodium chloride (NaCl) and 10 mL of acetic acid (CH3COOH). The addition of NaCl to the CH3COOH solution is to improve the solubility of lignin and prevent its precipitation during the acid hydrolysis process. Then, the acid-treated sample was heated to a boil to facilitate the hydrolysis reaction and ensure complete digestion. After 30 min, another 10 mL of CH3COOH and 3 g of NaCl were added and stirred for another 30 min. The cellulose content was evaluated by extracting the holocellulose using 17.5% sodium hydroxide (NaOH). Approximately 1.5 g of sample was placed in a conical flask. Then, 45 mL of 17.5% NaOH was added and stirred for 15 min. This step was repeated three times. Next, 100 mL of water was added to the mixture, which was mixed and allowed to stand for 30 min. The mixture was washed with 8.3% NaOH, filtered, and rinsed with distilled water and filtered again. The sample was immersed in 2N CH3COOH for 5 min before being washed and filtered with distilled water until clean. The sample was then placed in the oven at 105°C for 1 h and placed in the desiccator for another 1 h before being weighed.
2.4 Spectroscopic Characterization
Fourier transform infrared (FT-IR) spectroscopy (Perkin Elmer, Frontier) was utilized to identify the functional groups observed in oil palm fibers. The FTIR measurements were conducted from 4000 to 400 cm−1, using 8 scans with resolution of 4 cm−1.
2.5 Morphology and Elemental Analysis
The oil palm fibers were analyzed using a Scanning Electron Microscope (SEM) that was equipped with an Energy Dispersive X-ray analyzer (EDX) (Hitachi S-3400 N, USA) to study their surface morphology and elemental composition.
Particleboards made from EFB, OPF and OPT were produced according to the recommendations by [20]. Particleboards from rubberwood (RW) particle were also produced as controls, with three boards replicated for each type. The particles prepared as in Section 2.1 were blended with urea formaldehyde (UF) resin with a solid content of 50% or 65%. The resin content used in this study was 10%. The UF resin was applied onto the particles by means of a rotary drum blender, resulting in the formation of mats composed of the resinated particles. The mats underwent cold pressing at a pressure of 50 kg/cm2 for a duration of 3 min, followed by hot pressing at a pressure of 160 kg/cm2 at a temperature of 175°C for a duration of 5 min. The desired density of the board was 700 kg/m3, and its dimensions were 300 mm × 300 mm × 12 mm. The panels were subjected to a controlled environment with a temperature of 20°C ± 2°C and a relative humidity of 65% in the conditioning room until they attained an equilibrium moisture content (EMC) (Fig. 2).
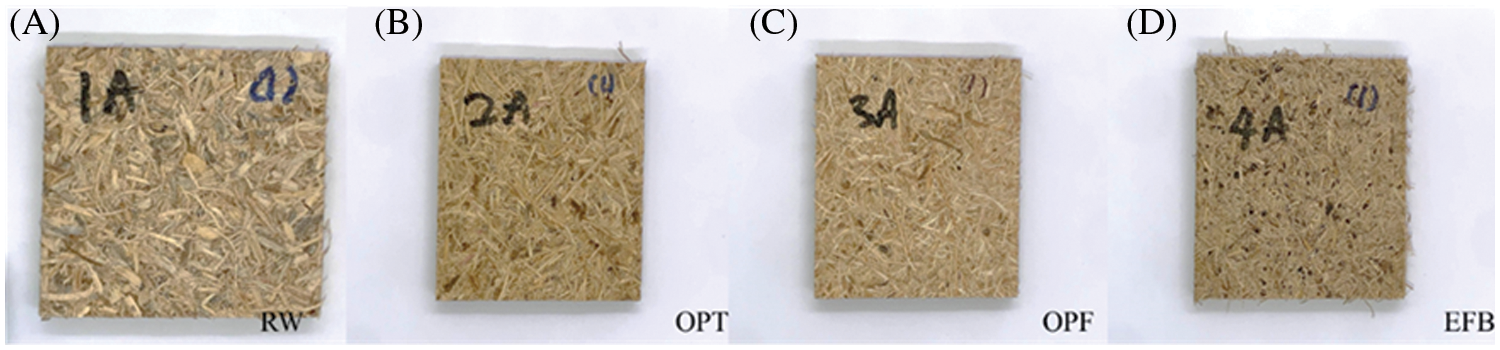
Figure 2: Particleboard from (A) RW particles, (B) OPT particles, and (C) OPF particles (D) EFB particles
2.7 Evaluation of the Particleboard Properties
The particleboards were evaluated for their mechanical and physical characteristics, such as thickness swelling (TS), water absorption (WA), internal bonding (IB), modulus of rupture (MOR), and modulus of elasticity (MOE). The measurements of TS, IB and WA the particleboards were 5 mm × 5 mm while the size of the particleboards for MOE and MOR was 300 mm × 5 mm. The evaluation was carried out in accordance with the JIS A 5908-2003 standard and ANSI 208-1:1999 [21]. The TS and WA tests were performed using the 24 h water immersion method. The Zwick 10 kN Universal Testing Machine (UTM) equipped with a 10,000 N capacity load cell was used to conduct the IB, MOR, and MOE tests.
The data analysis was performed for the physical and mechanical properties of the oil palm particleboards. It was conducted using single factor analysis of variance (ANOVA) to determine the differences among the different feedstocks of the particleboards. Subsequently, a comparison between the averages was realized using the Tukey honestly significant difference (HSD), adopting a significance level of 5%.
2.9 Conditioning and Sampling of the Fungus on Particleboard
The boards were conditioned at 40°C and at a relative humidity (RH) of 90% until the panels reached EMC. Then, the fungi tests and evaluation of the physical properties of the particleboards were conducted over a 15-day period. Fungi isolation involved subculturing on Rose Bengal Agar (RBA), Potato Dextrose Agar (PDA), and Ganoderma selective media (GSM) for 4–7 days in an incubator set at 28°C ± 2°C. The isolated pure cultures were then grouped based on the morphological characteristics and color of the colonies. The genomic DNA was isolated using DNeasy Plant Kits (Qiagen, USA) and then subjected to polymerase chain reaction (PCR) using universal primers targeting the internal transcribed spacer regions (ITS1 and ITS2). Ultimately, a Blast analysis was conducted in order to obtain the names of the species.
The chemical composition analysis encompasses the quantitative determination of cellulose, hemicellulose, lignin, and extractives from oil palm EFB, OPF, OPT and RW as shown in Table 1. Values obtained by previous researchers on kenaf and hardwood, were also tabulated for comparison. It reveals that the OPT fibers contained the highest percentage of cellulose and holocellulose, accounting for 55% and 91%, respectively. Furthermore, it is evident that the EFB has a relatively high lignin content of 29.1%. The high cellulose content in fibers used for particleboard making is significant for several reasons. It provides structural strength to the board, facilitates strong bonding between particles during the pressing and curing stages, contributes to the cohesion of particles, and enhances dimensional stability [22].

OPF was found to have the lowest cellulose, holocellulose and lignin contents of 26%, 74% and 16%, respectively. A comparison of these values with those of previous studies [23,24] for kenaf and hardwood indicates that it should not cause any difficulties in the production of composite panels. Low lignin content is advantageous, as the recovery of nearly the entire cellulose makes it economically viable for future applications. The OPT possessed the highest concentration of extractives, approximately 12%, while the RW had the lowest concentration (0.63%). However, the presence of extractives may have a negative or favorable effect on the panels’ characteristics [25].
FT-IR spectroscopy is a non-invasive method used to examine the physical and chemical characteristics of lignocellulosic materials [26]. The FT-IR spectra was obtained within the wavelength range of 4000 to 450 cm−1. Fig. 3 and Table 2 display the FT-IR spectra of the samples, summarizing the spectral properties associated with the components of oil palm. The absorption band at 3333 cm−1, as shown in Fig. 3, was attributed to the stretching vibrations of hydroxyl (OH) groups. The OH groups may consist of water that has been absorbed, as well as aliphatic primary and secondary alcohols found in cellulose, hemicelluloses, and carboxylic acids in extractives. In addition, a prominent CH aliphatic compound was observed. The shoulder observed at 2920 cm−1 in the OH stretching vibrations can be attributed to the stretching vibrations of CH groups. This matches the aliphatic components found in polysaccharides such as cellulose and hemicelluloses. The bands seen at 1608, 1506, 1420, 1374, and 1239 cm−1 correspond to the vibrations of aromatic rings in lignin. The bands observed at 1160 and 1032 cm−1 are mainly caused by the existence of carbohydrates. In general, most of these bands were associated with cellulose, hemicelluloses, and lignin.

Figure 3: FTIR spectra of the oil palm fibers and rubberwood

3.2 Morphology of Oil Palm Fibers
Oil palm fibers were assessed using scanning electron microscopy (SEM). The uneven surface morphology of EFB (Fig. 4A) is attributed to the presence of cellulose, hemicellulose, lignin, and non-cellulosic components. Non-cellulosic elements such as proteins, amino acids, nitrogen compounds, wax, pectin molecules, organic acids, sugars, inorganic salts, and trace colors are mostly located in the cuticle, primary cell wall, and lumen. EFB fibers have a surface that is coated with spherical silica bodies that are evenly distributed and connected to the fiber surface. Their composition is mainly silicon and oxygen, originating from soil minerals that infiltrated the cell walls and crevices between them as the plants grew. Ibrahim et al. in 2015 found similar results, showing the existence of silica bodies and contaminants in untreated EFB structures [27].

Figure 4: Surface morphology of oil palm fibers (A) EFB, (B) OPF, (C) OPT and (D) RW
The OPF is mostly composed of parenchymatous tissues, including many fibrous strands and vascular bundles (Fig. 4B). The OPF fibers consist of separate vascular bundles surrounded by parenchymal tissues, and they vary in length and wall thickness. The parenchyma tissues consist of a brief sequence of polysaccharides, mainly starch, which contributes to their soft texture. Starch content in the parenchyma structure is around 55%, compared to 2.4% in the fibers [28]. The OPF fibers were crucial in serving as the reinforcing mechanism for the composite when stress was passed between the matrix and the fibers.
Fig. 4C demonstrates that the OPT fibers are completely smooth and rigidly formed with well-shaped fibrils on the external surface [29]. The OPT typically consists of primary vascular bundles embedded in parenchyma ground tissues. It plays a crucial role in the reinforcement mechanism of composites when stress is transferred between the matrix (resin) and fibers. The highly porous morphology of dried OPT facilitates the resin’s location and filling of the void space, thereby enhancing the properties of OPT polymer composites. According to Fig. 2C, parenchyma tissues are nodule-like in shape and can provide space for resin to fill. The OPT can maintain high moisture levels, usually ranging from 40% to 50%, due to the substantial sap content. This remarkable and distinctive property is inherent to the OPT [30,31]. Nonetheless, the high MC in OPT causes a number of problems, such as an increased vulnerability to fungus development and processing issues during production.
The SEM image of RW showed an even and flat surface with a broken structure and traces of small holes (Fig. 4D). The micrograph image of RW possesses a more uniform and elongated morphology, and consists of dense fibers with distinct growth rings, medullary rays, and vessels. The small holes might have originated from the previous furnishing and lumbering process of the rubber tree.
3.3 Particleboard Production and Properties
The mechanical properties of the particleboards are illustrated in Fig. 5. Notably, the MOE values for all board types are lower than the standards set by JIS and ANSI. However, in terms of MOR, EFB and OPF particleboards exceed these standards, whereas OPT and RW particleboards fall below them. The exceptional stiffness and strength of EFB particleboards are likely attributable to the high aspect ratio of EFB fibers. EFB particles are typically longer and slenderer compared to other particles, enhancing their ability to resist applied loads. This characteristic allows EFB particleboards to withstand higher loads before failure during bending, resulting in superior bending properties for this type of panel [32].

Figure 5: Modulus of elasticity (MOE) and modulus of rupture (MOR) of particleboards from different oil palm fibers. Notes: a-significantly different, b-not significantly different. Mean values with different letters are significantly different (p < 0.05)
Table 3 shows the ANOVA analysis for MOR and MOE for each type of particleboard, indicating consistent trends across all board types, with the highest values for both metrics found in EFB board and the lowest in RW board. The ANOVA analysis for MOE among different types of particleboards showed significant differences (p < 0.05) between the group means, leading to the rejection of the null hypothesis. This indicates a statistically significant difference in MOE values between the particleboard types RW, OPT, OPF, and EFB. The ANOVA analysis for MOR also showed significant differences between the group means, leading to the rejection of the null hypothesis. This confirms that there are statistically significant differences (p < 0.05) in MOR values between the particleboard types RW, OPT, OPF, and EFB, similar to the results found for MOE.

The Tukey’s HSD test was conducted to identify which specific groups differed significantly in their mechanical properties (Table 3). The results indicated that EFB particleboards had significantly higher MOR (18.31 N/mm2) and MOE (1833 N/mm2) compared to OPF, OPT, and RW. Additionally, OPF particleboards exhibited significantly higher MOR (20.4 N/mm2) and MOE (1535 N/mm2) than both OPT and RW. Similarly, OPT particleboards had significantly higher MOR (10.6 N/mm2) and MOE (1231 N/mm2) than RW, which had MOR and MOE values of 9.1 and 1071 N/mm2, respectively. These findings confirm that the observed differences in MOR and MOE among the particleboard types are statistically significant and not due to random variation. In conclusion, the differences in mechanical properties among EFB, OPF, OPT, and RW particleboards reflect true differences in their structural performance, underscoring the superior performance of EFB and OPF particleboards compared to OPT and RW.
The residue oil affects the bonding between fibers, and forms a barrier, preventing appropriate adhesion between the fibers and resin, thus decreasing the fibers’ surface energy. These effects resulted in weaker bonding sites and poor adhesive wetting of the fiber surface, which lowered the IB value [32]. However, the overall MOR may not be significantly influenced by the residue oil since MOR is influenced by the strength and distribution of the fibers. Even with poor bonding, the fibers may still distribute the load, enabling the composite to maintain a reasonable MOR until catastrophic failure [33]. In addition, the presence of oil has a lesser impact because MOE is more sensitive to the elastic properties of the fibers themselves and their ability to resist deformation [34].
The thickness swelling (TS), density, and water absorption (WA) related to the IB strength of the board are displayed in Fig. 6A,B. The results showed the TS value of the board was in the range of 28.4 41.1% for 24 h immersion. The maximum allowable TS is 12% (dash line) according to JIS A 5908 [35]. The water absorption parameter is not required in JIS A 5809-2003, however, this value is related to the board’s ability to absorb water. Nevertheless, the WA test revealed the highest value was observed by the RW (71.6%) particleboard, followed by OPF (67.2%), EFB (54.5%) and OPT (49.7%). In addition, the WA value is influenced by the density of the produced board. A higher density generally indicates a more compact and potentially stronger board, while a low-density board will have poor IB strength compared to a higher density wood. Thus, more wood moisture will be absorbed, so the panel will expand due to the hygroscopicity of the wood and the breakage of the binder system [36]. However, in Fig. 6A, the highest density of EFB (729 kg/m3) showed the lowest WA (54%) while the lowest density of RW showed the highest WA (72%) indicating that the board was following the trend.

Figure 6: (A and B) Thickness swelling, density and internal bonding properties for different oil palm fibers
Conversely, OPT particleboards exhibited the highest IB value of 1.5 N/mm2, closely followed by OPF particleboard with 1.30 N/mm2. Both values are near to ANSI 208.1 standard compared to JIS5908 2003 standard which was lower (0.2 N/mm2). The most probable cause for this observation may be the reduced bulk density of OPT particles, leading to an increased compaction ratio that enhances particleboard performance. The lowest IB (1.0 N/mm2) value was observed for RW, which is related to its lowest density, which is more porous, allowing more water to enter and causing greater thickness swelling (41.1%) [37] as can be seen in Fig. 6A.
The ANOVA revealed the significant interactions (p < 0.05) and non-significant interaction (p > 0.05) among different type of oil palm particleboard. According to Table 3, the p-value corresponding to the F-statistic of one-way ANOVA is lower than 0.05, suggesting that the one or more treatments are significantly different. The Tukey HSD test was conducted to identify the type of particleboard that are significantly different from each other for the MOE, MOR, IB, TS and WA values. These post-hoc tests would likely identify which of the pairs of treatments (characteristics) are significantly different from each other.
Regarding MOE, significant differences were observed only between RW and the other fibers (OPF and EFB), with a p-value below 0.05. However, for MOR, the p-value associated with the F-statistic of one-way ANOVA was lower than 0.01, indicating significant differences among the particleboards. Specifically, RW vs. OPF, RW vs. EFB, OPT vs. OPF, and OPT vs. EFB pairs exhibited significant differences. Conversely, RW vs. OPT and OPF vs. EFB pairs did not show significant differences. In terms of IB, the p-value corresponding to the F-statistic of one-way ANOVA exceeded 0.05, suggesting no significant differences among the particleboards. However, for TS, RW vs. OPT, RW vs. OPF, and RW vs. EFB pairs displayed significant differences, highlighting variations in dimensional stability. Additionally, WA showed significant differences between RW vs. OPT, RW vs. EFB, and OPT vs. OPF pairs, indicating discrepancies in water absorption characteristics. In summary, while MOE demonstrated distinctions primarily between RW and other fibers, MOR revealed significant differences among various particleboard pairs. IB did not exhibit significant variations, whereas TS and WA highlighted differences in dimensional stability and water absorption properties, respectively. These findings contribute to a comprehensive understanding of the mechanical performance of particleboards derived from different fiber sources, informing decision-making processes in particleboard manufacturing and material selection.
The oil palm particleboards exhibited different levels of vulnerability to fungal infestations. Following a two-week period in a growth chamber under controlled circumstances of 40°C and 90% relative humidity (RH), Fig. 7 displays the average weight variation of the particleboards. The weight gains varied from 0.26 to 1.9 g for all samples. The OPF particleboard, which had only 1% chemical content, showed the smallest rise in weight. The OPF particleboard, in its chemical-free state, exhibited the highest weight rise, measuring 1.9%. The findings indicate that the primary component of OPF is petioles, which make up the robust and woody part of the frond. This section mostly consists of parenchymatous tissues, which are accompanied by abundant fibrous filaments and vascular bundles distributed throughout. The MC of OPF is similar to that of OPT, due to the heightened presence of vascular bundles with a significant capacity for absorbing water. This characteristic makes OPF useful for tasks such as soil preservation and nutrient recycling [27].

Figure 7: Weight difference of particleboards from different particle types
The majority of the weight gain in particleboard after a fungal attack is caused by the development and colonization of fungus on the surface of the particleboard and within its structure (34). Fungi are microorganisms that develop in conditions characterized by high moisture content (MC) and organic materials. As a result, particleboard serves as an optimal substrate for fungal proliferation. Fungi undergo reproduction and generate mycelium, which is a complex network of interconnected filaments that permeate the structure of the particleboard. The filaments infiltrate the surface and gaps of the particleboard, thereby deteriorating the board’s lignocellulosic structure. Multiple causes contribute to the increase in weight, one of which is the expansion of fungal hyphae, a complex network of filamentous structures. As the hyphae infiltrate the permeable framework of the wood, the substance increases in mass [34]. Additionally, moisture is essential for the growth and survival of fungi. They frequently absorb moisture from the wood or their environments, which contributes to their weight gain [35].
Furthermore, in order to acquire nutrients for their growth and proliferation, fungi employ the enzymatic degradation of cellulose and lignin as part of their metabolic process. Consequently, the process of calorie consumption generates byproducts that may contribute to weight gain [38]. The decomposition and disintegration of organic matter in the environment are facilitated by their metabolic activities. During the development of fungi, they released spores and other fungal matter that can accumulate on the particleboard’s surface, thereby increasing the overall weight. There are structural modifications in wood that can be caused by fungal decomposition, including the formation of cavities, voids, and decayed areas. Additionally, these modifications could lead to weight gain [39].
It is essential to consider that the type of fungus involved, the temperature and humidity of the surrounding air, and the duration of the infestation. These are some of the variables that will impact how much weight increased in particleboard following a fungal infestation [26]. Particleboard that has gained weight owing to a fungal infection is undesirable since it usually implies damage and degradation, which could compromise the material’s structural integrity and performance. Proper preventative measures, such as keeping moisture levels consistent and using preservatives, may assist with preventing fungus infestations in wood-based materials like particle board.
3.5 Visual Appearance of Fungi Growth Observation
Fig. 8 illustrates the visual appearance of four different particleboards following exposure to conditions of 40°C and a RH of 90% for 15 days. It is evident that the particleboard samples made from EFB and OPF were infected with fungi. In contrast, the surfaces of the OPT and RW samples appeared free from fungi inhibition. This observation suggests that the type of fiber used in particleboard production influences fungal growth. The difference in fungal growth among the particleboard samples can be correlated with the chemical composition of the fibers, as tabulated in Table 1. For example, OPT and RW fibers exhibit lower lignin, holocellulose and cellulose contents. These components are known to provide nutrients for fungal growth [39]. Therefore, particleboards made from OPT and RW may support slower fungal growth due to their lower nutrient content.


Figure 8: Visual appearance of fungi growth on different particleboard from (A) Empty Fruit Bunch (EFB), (B, C) Oil Palm Frond (OPF), (D) Oil Palm Rubberwood (RW)
3.6 Fungi Isolation and Identification
In order to investigate the morphology of the fungi colony that grew on the particleboards, they were isolated and identified. One isolate was selected from each sampling and served as the representative culture for identification. Two distinct colony morphologies were observed in each sample isolate: whitish and greenish colors, as illustrated in Fig. 9. Minimal variation was observed in the mycelial texture and dissemination pattern. Identification, isolation, and confirmation of the fungi were accomplished on PDA. The identification of specific fungal species is essential for understanding the severity of fungal infection in particleboard samples and for directing efforts to prevent or mitigate such issues in the production of wood-based products. Aspergillus species (A. niger, A. flavus, and A. nidulans), Trichoderma species (T. spirale, T. lixii, and T. investiens), and Paecilomyces variotii were the most frequently identified isolates through sequencing as can be seen in Fig. 10.

Figure 9: Fungi growth on Rose Bengal agar from different particleboards after 15 days under 90% humidity and 40°C

Figure 10: Fungi isolated from particleboards identified as (A) Paecilomyces variotti, (B) Trichoderma spirale and (C) Aspergillus niger
The oil palm biomass, consisting of cellulose, holocellulose, lignin, and extractives, has a promising chemical composition and morphology for the production of particleboard. This is supported by the presence of a majority of FTIR bands. The density, strength, and moisture resistance of particleboard made from OPT fibers may vary from those made from OPF, EFB, and RW due to inherent changes in chemical composition and fiber structure. These differences have an impact on the overall performance of the particleboard. Based on the ANOVA and Tukey’s test results, significant differences in MOE were observed mainly between RW and other fibers, while MOR revealed notable differences between various pairs of particleboards. TS and WA emphasized variations in dimensional stability and water absorption capabilities. However, IB did not demonstrate any significant deviations. These findings provide valuable insights into the mechanical behavior of particleboards made from different fibers, aiding in material selection and manufacturing decisions. Furthermore, it was noted that all particleboard samples were contaminated with fungi, suggesting that the various types of fibers utilized in the production of particleboard contribute to the observed fungal growth. The fungi isolated were subjected to sequencing and subsequent identification, revealing them to be Paecilomyces variotii, Trichoderma spirale, and Aspergillus niger.
Acknowledgement: The authors would like to express their gratitude to the Director General of MPOB for the permission to publish this review paper. Additionally, we extend our thanks to the Biomass Technology Unit and Economic and Industry Development Division of MPOB for providing data on oil palm biomass.
Funding Statement: The authors received no specific funding for this study.
Author Contributions: The authors confirm contribution to the paper as follows: study conception and design: Nur Azreena Idris; data collection: Nur Azreena Idris; analysis and interpretation of results: Nur Azreena Idris and Madihah Ahmad Zairun; draft manuscript preparation: Nur Azreena Idris, Madihah Ahmad Zairun and Aisyah Humaira Alias; supervision, conceptualization, and methodology: Zawawi Ibrahim and Noorshamsiana Abdul Wahab. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials: The authors confirm that the data supporting the findings of this study are available within the article.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
References
1. Nemli G, Ayan E, Ay N, Tiryaki S. Utilization potential of waste wood subjected to insect and fungi degradation for particleboard manufacturing. Eur J Wood Wood Prod. 2018;76(2):759–66. doi:10.1007/s00107-017-1224-5. [Google Scholar] [CrossRef]
2. Mahmud KN, Hashim NM, Ani FN, Zakaria ZA. Antioxidants, toxicity, and nitric oxide inhibition properties of pyroligneous acid from palm kernel shell biomass. Waste Biomass Valori. 2020;11(11):6307–19. doi:10.1007/s12649-019-00857-w. [Google Scholar] [CrossRef]
3. Malaysian Palm Oil Board (MPOB). Oil palm planted area. 2023;2023:2–3. Available from: https://bepi.mpob.gov.my/index.php/area. [Accessed 2024]. [Google Scholar]
4. Parveez GKA, Rasid OA, Ahmad MN, Taib HM, Bakri MAM, Hafid SRA, et al. Oil palm economic performance in MalaysIa and R&D progress in 2022. J Oil Palm Res. 2023;35:193–216. doi:10.21894/jopr.2023.0028. [Google Scholar] [CrossRef]
5. Thamsee T, Choojit S, Cheirsilp B, Yamseangsung R, Ruengpeerakul T, Sangwichien C. Combination of superheated steam explosion and alkaline autoclaving pretreatment for improvement of enzymatic digestibility of the oil palm tree residues as alternative sugar sources. Waste and Biomass Valori. 2019;10(10):3009–23. doi:10.1007/s12649-018-0292-z. [Google Scholar] [CrossRef]
6. Singh RP, Ibrahim MH, Esa N, Iliyana MS. Composting of waste from palm oil mill: a sustainable waste management practice. Rev Environ Sci Biotechnol. 2010;9(4):331–44. doi:10.1007/s11157-010-9199-2. [Google Scholar] [CrossRef]
7. Jones M, Mautner A, Luenco S, Bismarck A, John S. Engineered mycelium composite construction materials from fungal biorefineries: a critical review. Mater Des. 2020;187(1):108397. doi:10.1016/j.matdes.2019.108397. [Google Scholar] [CrossRef]
8. Malaysian Timber Board Industry (MTIB). Timber round up. In: Maskayu; 2023. vol. 6, p. 7–14. [Google Scholar]
9. Intelligence M. Wood based paneld market size & share analysis-growth trends & forecast (2023–2028). 2023; 1–9. Available from: https://www.mordorintelligence.com/industry-reports/wood-based-panel-market. [Accessed 2024]. [Google Scholar]
10. Bacigalupe A, Escobar MM. Soy protein adhesives for particleboard production. A Review, J Polym Environ. 2021;29(7):2033–45. doi:10.1007/s10924-020-02036-8. [Google Scholar] [CrossRef]
11. IMARC. Particle board market report by application (residential, commercialsector (new construction, replacementand region 2024–2032 market overview. 2024. Available from: https://www.imarcgroup.com/particle-board-market. [Accessed 2024]. [Google Scholar]
12. Tascioglu C, Tsunoda K. Laboratory evaluation of wood-based composites treated with alkaline copper quat against fungal and termite attacks. Int Biodeterior Biodegrad. 2010;64(8):683–7. doi:10.1016/j.ibiod.2010.05.010. [Google Scholar] [CrossRef]
13. Wang C, Zhang S, Wu S, Sun M, Lyu J. Multi-purpose production with valorization of wood vinegar and briquette fuels from wood sawdust by hydrothermal process. Fuel. 2020;282(5):118775. doi:10.1016/j.fuel.2020.118775. [Google Scholar] [CrossRef]
14. Adfa M, Romayasa A, Kusnanda AJ, Avidlyandi A, S.Yudha S, Banon C, et al. Chemical components, antitermite and antifungal activities of cinnamomum parthenoxylon wood vinegar. J Korean Wood Sci Technol. 2020;48(1):107–16. doi:10.5658/WOOD.2020.48.1.107. [Google Scholar] [CrossRef]
15. Bao M, Tang R, Bao Y, He S, Chen Y, Li N. Changes in chemical composition, crystallizability, and microstructure of decayed wood-fiber-mat-reinforced composite treated with copper triazole preservative. Forests. 2022;13(9):1–14. doi:10.3390/f13091387. [Google Scholar] [CrossRef]
16. Ibrahim Z, Palm M, Board O, Ramli R, Palm M, Board O, et al. Production of medium density fibreboard (MDF) from oil palm trunk (OPT). J Appl Sci. 2014;14(11):1174–79. doi:10.3923/jas.2014.1174.1179. [Google Scholar] [CrossRef]
17. Abdelrahman N, Galiwango E. Klason method: an effective method for isolation of lignin fractions from date palm biomass waste. J Food Process Eng. 2018;57:46–58. [Google Scholar]
18. Hossain MJ, Ghosh RK, Das AK, Nath SC, Islam MR, Akhter S, et al. Investigation of the chemical profiles of seven wood species for their potential applications. Wood Mater Sci Eng. 2023;18(2):650–5. doi:10.1080/17480272.2022.2058413. [Google Scholar] [CrossRef]
19. Ely RE, Moore LA. The composition of holocellulose prepared from various forages and the corresponding feces. J Dairy Sci. 1956;39(12):1706–11. doi:10.3168/jds.S0022-0302(56)94912-8. [Google Scholar] [CrossRef]
20. Ibrahim Z, Ahmad M, Aziz AA, Ramli R, Noorshamsiana WA, Alias AH, et al. Oil palm empty fruit bunches (EFBinfluence of alkali and acid treatment on the mechanical properties of medium density fibreboard (MDF). J Adv Res Fluid Mech Therm Sci. 2021;79:44–53. [Google Scholar]
21. Fiorelli J, Bueno SB, Cabral MR. Assessment of multilayer particleboards produced with green coconut and sugarcane bagasse fibers. Constr Build Mater. 2019;205:1–9. doi:10.1016/j.conbuildmat.2019.02.024. [Google Scholar] [CrossRef]
22. Asyraf MRM, Ishak MR, Syamsir A, Nurazzi NM, Sabaruddin FA, Shazleen SS, et al. Mechanical properties of oil palm fibre-reinforced polymer composites: a review. J Mater Res Technol. 2022;17(4):33–65. doi:10.1016/j.jmrt.2021.12.122. [Google Scholar] [CrossRef]
23. Khalil HPSA, Yusra AFI, Bhat AH, Jawaid M. Cell wall ultrastructure, anatomy, lignin distribution, and chemical composition of Malaysian cultivated kenaf fiber. Ind Crops Prod. 2010;31(1):113–21. doi:10.1016/j.indcrop.2009.09.008. [Google Scholar] [CrossRef]
24. Zhou C, Jiang W, Via BK, Fasina O, Han G. Prediction of mixed hardwood lignin and carbohydrate content using ATR-FTIR and FT-NIR. Carbohydr Polym. 2015;121(3):336–41. doi:10.1016/j.carbpol.2014.11.062. [Google Scholar] [PubMed] [CrossRef]
25. Zeng Y, Himmel ME, Ding SY. Visualizing chemical functionality in plant cell walls Mike Himmel. Biotechnol Biofuels. 2017;10(1):1–16. doi:10.1186/s13068-017-0953-3. [Google Scholar] [PubMed] [CrossRef]
26. Chen J, Wang Y, Cao J, Wang W. Improved water repellency and dimensional stability of wood via impregnation with an epoxidized linseed oil and carnaubawax complex emulsion. Forests. 2020;11(3):1–13. doi:10.3390/f11030271. [Google Scholar] [CrossRef]
27. Ibrahim Z, Aziz AA, Ramli R, Jusoff K, Ahmad M, Jamaludin MA. Effect of treatment on the oil content and surface morphology of oil palm (Elaeis guineensis) empty fruit bunches (EFB) fibres. Wood Res. 2015;60:157–66. [Google Scholar]
28. Wahab R, Rasat MSM, Fauzi NM, Sulaiman MS, Samsi HW, Mokhtar N, et al. Processing and properties of oil palm fronds composite boards from Elaeis guineensis. In: Elaeis guineensis. Intech, IntechOpen; 2022. doi:10.5772/intechopen.98222. [Google Scholar] [CrossRef]
29. Lai LW, Idris A. Disruption of oil palm trunks and fronds by microwave-alkali pretreatment. BioResources. 2013;8(2):2792–804. doi:10.15376/biores.8.2.2792-2804. [Google Scholar] [CrossRef]
30. Osman S, Ibrahim Z, Aisyah Humaira Alias NAW, Ramli R, Fazliana Abdul Hamid MA. Basic properties of oil palm biomass (OPB). In: Sapuan SM, Paridah MT, Saiful SOA, editors. Oil palm biomass for composite panels. Elsevier; 2022. p. 39–56. doi:10.1016/B978-0-12-823852-3.00007-6. [Google Scholar] [CrossRef]
31. Kosugi A, Tanaka R, Magara K, Murata Y, Arai T, Sulaiman O, et al. Ethanol and lactic acid production using sap squeezed from old oil palm trunks felled for replanting. J Biosci Bioeng. 2010;110(3):322–5. doi:10.1016/j.jbiosc.2010.03.001. [Google Scholar] [PubMed] [CrossRef]
32. Azry SOA-ES, Tahir PM, Hali JA. Optimization of admixture and three-layer particleboard made from oil palm empty fruit bunch and rubberwood clones. In: Hakeem K, Jawaid M, Alothman YO, editors. Agricultural biomass based potential materials. Cham: Springer; 2015. doi:10.1007/978-3-319-13847-3. [Google Scholar] [CrossRef]
33. Awang R, Wahab NA, Ibrahim Z, Aziz AA. Medium density fibreboard (MDF) from oil palm fibre: a review (Papan Gentian Kepadatan Sederhana daripada Fibre Kelapa Sawit: satu Ulasan). Malaysian J Anal Sci. 2023;27:626–40. [Google Scholar]
34. Lee SH, Ashaari Z, Lum WC, Ang AF, Halip JA, Halis R. Chemical, physico-mechanical properties and biological durability of rubberwood particleboards after post heat-treatment in palm oil. Holzforschung. 2018;72(2):159–67. doi:10.1515/hf-2017-0086. [Google Scholar] [CrossRef]
35. Lee SH, Ashaari Z, Lum WC, San HP, Peng TL, Jinn CM, et al. Properties of particleboard with oil palm trunk as core layer in comparison to three-layer rubberwood particleboard. J Oil Palm Res. 2015;27:67–74. [Google Scholar]
36. Saad S, Yunianti AD, Suhasman S. Effect of layer structure on physical and mechanical properties of binderless composite plywood effect of layer structure on physical and mechanical properties of binderless composite plywood. IOP Conf Ser Mater Sci Eng. 2019;593(1):593. doi:10.1088/1757-899X/593/1/012012. [Google Scholar] [CrossRef]
37. Izani MAN, Paridah MT, Astimar AA, Nor MYM, Anwar UMK. Mechanical and dimensional stability properties of medium-density fibreboard produced from treated oil palm empty fruit bunch. J Appl Sci. 2012;12(6):561–67. doi:10.3923/jas.2012.561.567. [Google Scholar] [CrossRef]
38. Kamcharoen A, Champreda V, Eurwilaichitr L, Boonsawang P. Screening and optimization of parameters affecting fungal pretreatment of oil palm empty fruit bunch (EFB) by experimental design. Int J Energy Environ Eng. 2014;5(4):303–12. doi:10.1007/s40095-014-0136-y. [Google Scholar] [CrossRef]
39. Lee JW, Gwak KS, Park JY, Park MJ, Choi DH, Kwon M, et al. Biological pretreatment of softwood Pinus densiflora by three white rot fungi. J Microbiol. 2007;45:485–91. [Google Scholar] [PubMed]
Cite This Article
 Copyright © 2025 The Author(s). Published by Tech Science Press.
Copyright © 2025 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools