
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

Bio-Based Foams from Agricultural Waste: Optimizing Corn Starch-Corn Husk Composites with Xanthan Gum for Cushioning Applications
Department of Tool and Materials Engineering, Faculty of Engineering, King Mongkut’s University of Technology Thonburi, Bangkok, Thailand
* Corresponding Author: Manisara Phiriyawirut. Email:
Journal of Renewable Materials 2026, 14(3), 8 https://doi.org/10.32604/jrm.2026.02025-0227
Received 10 December 2025; Accepted 13 January 2026; Issue published 25 March 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
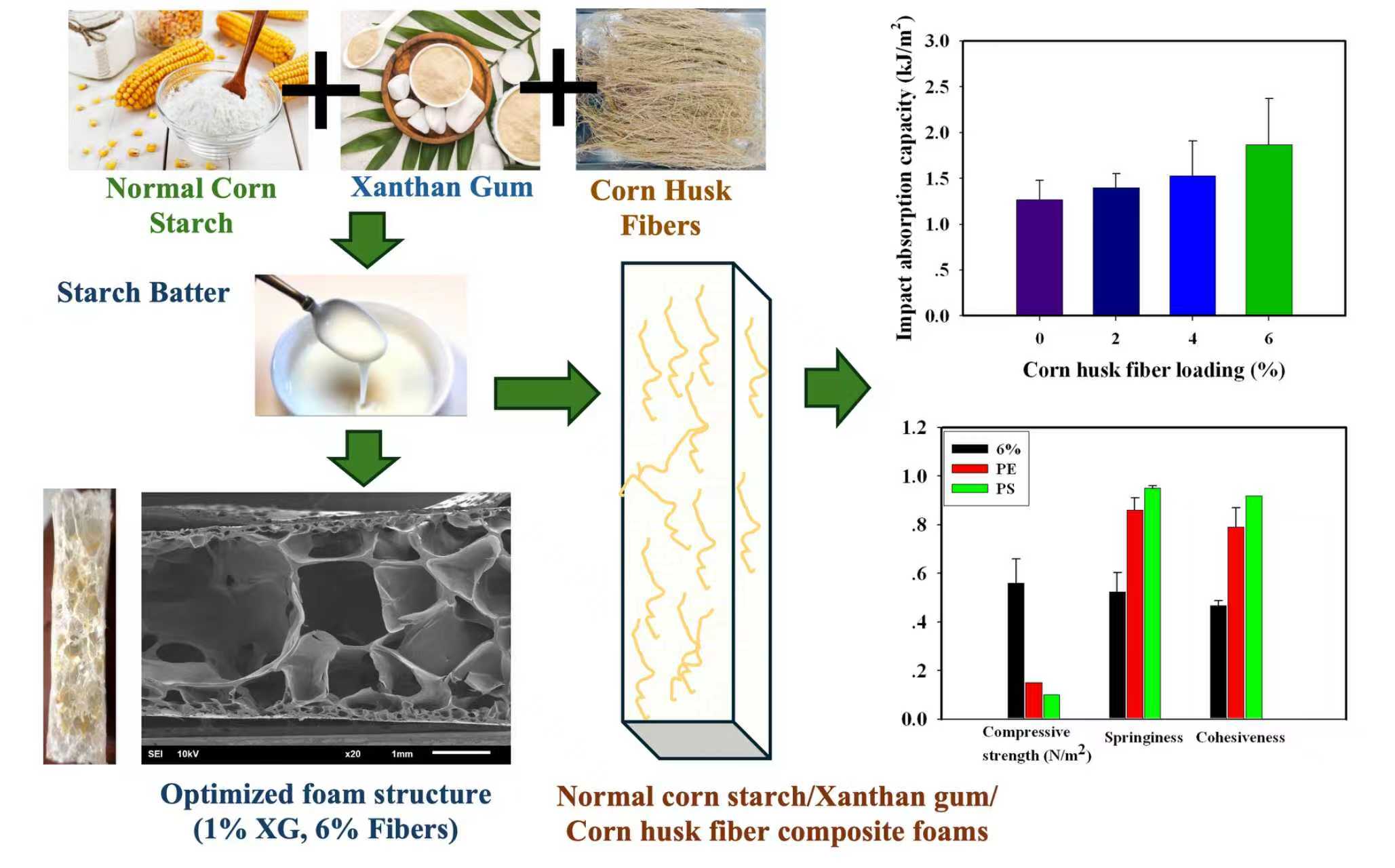
With the escalating environmental impact of petrochemical-based packaging, the development of biodegradable alternatives from agricultural waste has become imperative. This study describes the fabrication and optimization of a sustainable, bio-based cushioning material derived from a corn starch foam matrix and corn husk fibers via compression molding. The investigation of starch ratios revealed that 100% normal corn starch (NCS) provided superior expansion and structural integrity compared to waxy starch, which exhibited significant cell wall collapse under SEM analysis. To enhance formability, xanthan gum (XG) was incorporated as a stabilizer; a 1.0% (w/w) concentration was found to be the morphological inflection point, yielding a refined closed-cell structure and a bulk density of 0.43 g/cm3. The stabilized matrix was reinforced with 2.0% to 6.0% (w/w) corn husk fibers pre-treated with tetraethoxy silane (TEOS) to improve interfacial adhesion. The addition of 6.0% fibers significantly augmented the material’s energy absorption capacity, achieving a peak impact strength of 1.87 ± 0.50 kJ/m2 and a compressive strength of 0.56 N/mm2. These results demonstrate that the optimized agricultural waste-derived composite effectively surpasses the load-bearing capabilities of traditional commercial foams, offering a viable, eco-friendly solution for high-load protective packaging.Graphic Abstract
Keywords
The escalating global demand for parcel delivery, fueled by the expansion of online commerce, necessitates a corresponding increase in the consumption of packaging and cushioning materials [1]. Such materials are crucial for ensuring the safe and intact delivery of goods. Historically, polystyrene (PS) and polyethylene (PE) foams have been the dominant cushioning agents [2–4]. These petrochemical-based foams have been favored in commercial applications due to their low cost, manufacturing simplicity, and the ease with which properties, such as density and impact absorption, can be tailored. However, their pervasive use presents a critical environmental challenge; as non-biodegradable and non-recyclable materials, they are significant contributors to global plastic pollution.
In response to these environmental concerns, intensive research has been dedicated to the development of sustainable, bio-based alternatives to conventional plastic foams. Biodegradable polymers derived from biomass feedstocks, particularly starches from abundant agricultural sources like corn, cassava, and wheat, have emerged as highly promising solutions [2,5,6]. While starches from crops like tapioca have been investigated for their low density and moldability [7], their potential applications are often restricted by high moisture uptake and suboptimal mechanical properties. Conversely, corn starch is generally regarded as a superior alternative, exhibiting lower moisture absorption and enhanced mechanical characteristics when fabricated into a foam structure [8].
Despite its inherent advantages, corn starch foam is subject to several technical limitations, including a relatively high final density, a narrow processing window due to poor viscosity control, and insufficient mechanical strength, particularly in shear and flexural modes, when compared to traditional petrochemical foams [9,10]. To address the issue of high density, a multi-pronged strategy was initially employed by considering blends of normal corn starch with waxy corn starch. Waxy corn starch, being predominantly amylopectin, possesses superior swelling characteristics that can be leveraged to induce a desirable reduction in final foam density [11,12].
To enhance the structural and mechanical performance of the foam, reinforcement with natural fibers derived from agricultural waste was essential. Short, discontinuous fibers were selected to facilitate multi-directional reinforcement, a mechanism vital for efficient force transfer and effective energy dissipation in cushioning systems [13,14]. Among abundant and inexpensive agricultural byproducts [15], corn husk fiber was chosen for this research due to its established excellent compatibility and strong interfacial adhesion with a corn starch matrix [16], which is crucial for maximizing load transfer efficiency.
Despite the potential of agricultural residues as reinforcements, the incorporation of rigid fibers often results in stiff and brittle foam architectures, which is a significant drawback for effective cushioning applications. While various hydrocolloids have been used to improve starch film properties [17], there is a distinct lack of research concerning the use of xanthan gum to simultaneously manage batter rheology and alleviate the inherent brittleness of fiber-reinforced bio-foams. Specifically, the interaction between xanthan gum and corn husk fibers during the rapid vapor-driven expansion process has not been fully characterized.
Xanthan gum was therefore selected for its capacity to increase viscosity and stabilize the foam structure through its unique “weak gel” consistency. Existing literature indicates that xanthan gum can improve the flexibility of starch-based materials by enhancing the molecular mobility of polymer chains [18–20]. By integrating xanthan gum into this system, we aimed to address the current knowledge gap regarding the optimization of ductility and impact absorption in highly reinforced bio-based composites.
The objective of this research was the development and comprehensive characterization of a low-density, high-impact-absorbing composite foam from agricultural waste. The influence of the starch blending ratio, xanthan gum concentration, and fiber loading was systematically investigated, with the optimized composite evaluated against commercial PE and PS foams.
Normal corn starch (matrix material) was procured from a commercial supplier in Thailand, while waxy corn starch was sourced from Guangxi, China. Processing aids, including xanthan gum, guar gum, and magnesium stearate, were obtained from Chemipan Corporation Co., Ltd. (Thailand). Tetraethoxy silane (TEOS), used as the coupling agent for fiber modification, was acquired from Merck. Analytical reagent grade sodium hydroxide (NaOH), necessary for the alkaline treatment of the corn husk fibers, was also sourced from Chemipan Corporation Co., Ltd. Finally, chloroform (RCI Labscan) was selected as the liquid medium for density measurements of the water-sensitive foam samples.
2.2 Preparation of Corn Husk Fiber
Corn husk fibers were obtained through a delignification process [21]. Intact husks were rinsed and submerged in deionized water for 16 days, with water changes every eight days. Fibers were manually separated, rinsed, and sun-dried. The dried fibers were cut to ≈8 mm and subjected to alkaline treatment by immersion in a 5% (w/v) NaOH solution for two hours, followed by washing until neutral pH was achieved. For enhanced matrix compatibility, the alkaline-treated fibers (initial diameter reduced from 280 to 175 μm) were further modified with tetraethoxy silane (TEOS). A 10% (w/w) TEOS solution (prepared in 95% ethanol/water (30:70) and pH adjusted to 4.5–5.0 with acetic acid) was used for coating, followed by 24 h of air drying.
2.3 Preparation of Starch Batter
Starch-based batters were prepared through a three-stage systematic optimization process to evaluate the influence of matrix composition, hydrocolloid stabilization, and fiber reinforcement. The detailed compositional proportions for all formulations are summarized in Table 1.
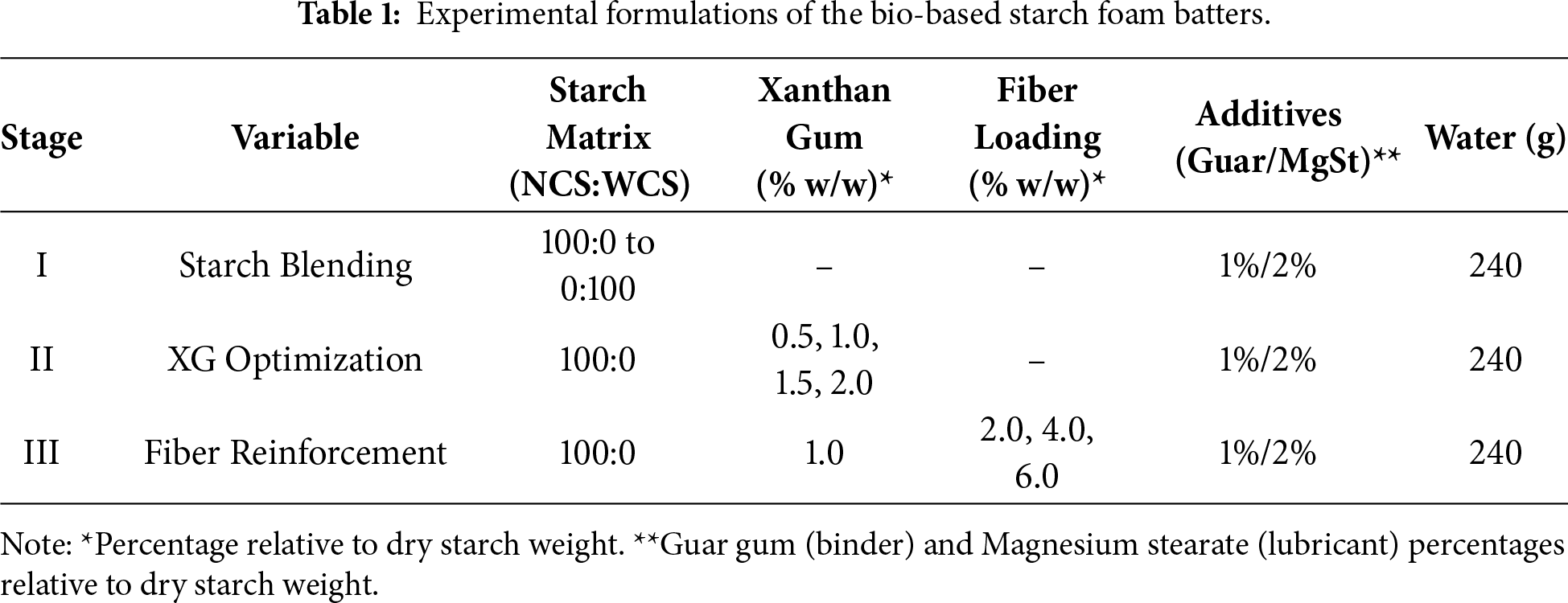
Initially, normal corn starch (NCS) and waxy corn starch (WCS) were dry-blended in weight ratios ranging from 100:0 to 0:100. In the second stage, the optimized NCS matrix was stabilized with xanthan gum (XG) at concentrations of 0.5%–2.0% w/w. Finally, the XG-stabilized matrix was reinforced with TEOS-treated corn husk fibers at loadings of 2.0%, 4.0%, and 6.0% w/w.
For all formulations, 1.0% w/w guar gum and 2.0% w/w magnesium stearate were added as a binder and lubricant, respectively, followed by the addition of 240 g of deionized water. All mixtures were homogenized for 15 min using a high-shear mixer at room temperature to ensure a consistent, air-entrained batter prior to molding.
2.4 Fabrication of Corn Starch-Based Composite Foams
The prepared starch batters were fabricated into foam specimens using a laboratory-scale hydraulic hot press (LabTech Engineering, Thailand). Two distinct molds and corresponding thermal cycles were employed based on the required mechanical tests. For flexural strength (ASTM D5943-5996) and impact testing, a small rectangular mold (120 mm × 15 mm × 4 mm) was used. The platens were heated to 190°C–200°C, and a pressure of 150 bar was applied for a 4-min molding time, followed by a 4-min slow cooling period. For Texture Profile Analysis (TPA), a larger mold (300 mm × 300 mm × 100 mm) was utilized, with platens heated to 200°C–210°C and a molding pressure of 150 bar. This TPA process required an extended 15-min molding time and a 10-min slow cooling period. These standardized compression cycles yielded the final xanthan gum-enhanced foams and the fiber-reinforced composite foam specimens for subsequent characterization.
2.5 Characterization of Starch Blends and Composite Foams
The rheological properties of the starch batters were assessed using an Alpha Series rotational viscometer (Fungilab S.A., Barcelona, Spain) equipped with an L4 spindle. Viscosity was measured at a constant rotational speed of 100 rpm to quantify the influence of xanthan gum on flow behavior. The morphology of the foams was characterized via scanning electron microscopy (SEM) using a JEOL JSM-6610 LV (JEOL Ltd., Tokyo, Japan). Fracture surfaces were gold-sputter coated, and analysis was conducted at an accelerating voltage of 10 kV to visualize the internal cellular structure, cell morphology, and fiber dispersion. The bulk density of the foam samples was determined based on buoyancy principles using a PB602-L analytical balance equipped with a density determination kit (Mettler Toledo, Zurich, Switzerland). Due to the high water sensitivity of the starch matrix, chloroform was selected as the immersion liquid to prevent specimen degradation during measurement.
The mechanical integrity of the developed foams was comprehensively assessed via three key tests. Flexural strength was evaluated using a three-point bending test on an LR 50K universal testing machine (Lloyd Instruments Ltd., West Sussex, UK), adhering to ASTM D5943-96 standards, with a 5 kN load cell and a crosshead speed of 1.71 mm/min. The Izod impact strength was determined using an Izod impact tester (Yasuda Seiki Seisakusho, Ltd., Hyogo, Japan) to measure the energy absorbed by notched samples. Finally, the cushioning performance was quantified through Texture Profile Analysis (TPA) using a TA.XT.Plus Texture Analyser (Stable Micro Systems Ltd., Surrey, UK), which involved a two-cycle compression to 75% strain to simulate high-deformation impact behavior [22]. Key outputs included compressive strength, springiness, and cohesiveness.
3.1 Normal Corn Starch/Waxy Corn Starch Blended Foams
The optimal foam matrix was established by systematically investigating seven weight ratios of normal corn starch (NCS) to waxy corn starch (WCS).
Rheologically, a substantial viscosity difference was observed: the 100% NCS batter measured 132.4 mm/s, while the 100% WCS batter reached 1474.8 mm2/s (Table 2). This marked increase is attributed to the extensive, water-entrapping molecular network formed by the highly branched amylopectin in WCS [23].
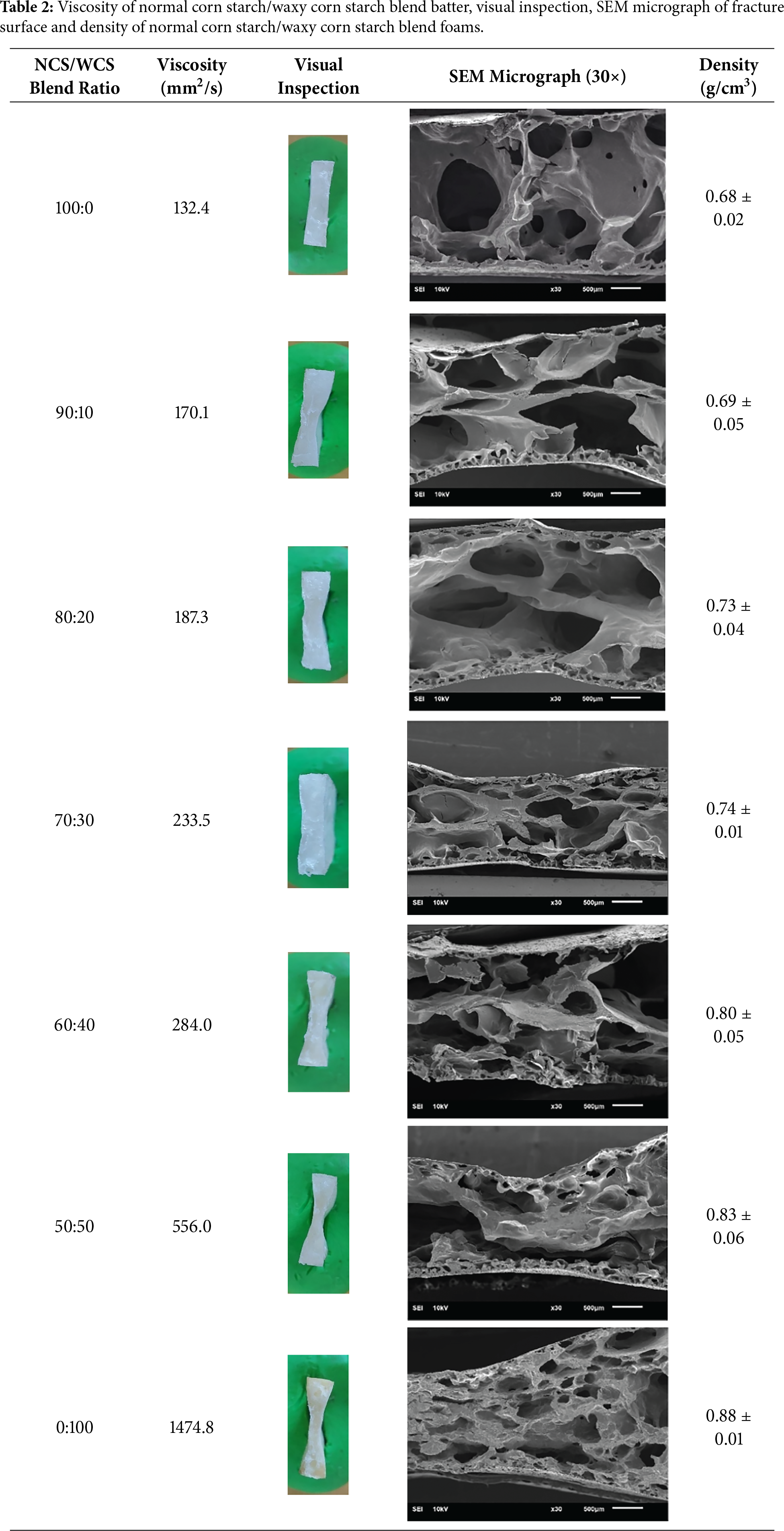
The visual appearance of the final foam samples was significantly influenced by the starch blend ratio. Foams with increased proportions of WCS presented a darker yellow color, a rougher surface texture, and exhibited more pronounced structural collapse and deformation following molding [7,11]. Detailed morphological characterization was performed using Scanning Electron Microscopy (SEM) (Table 2, micrographs). A uniform cellular structure was not achieved in any formulation, with denser and smaller cells consistently observed at the sample edges, which is typical of hot-pressed starch foams where rapid edge cooling restricts localized cell expansion [11,12]. However, the central regions showed variation based on composition. The 100% NCS foam (100:0) exhibited a uniform, non-collapsed structure with large, fully expanded cells throughout the core. In stark contrast, the 100% WCS foam (0:100) presented the most severe structural collapse in the central region, characterized by smaller, more densely packed cells bounded by thicker cell walls. This structural limitation is directly linked to the high viscosity and distinct melt rheology of the WCS batter. The highly branched amylopectin structure in WCS increases the resistance to flow, which hinders the rapid escape and expansion of water vapor during the critical foaming phase, leading to internal pressure imbalances and subsequent cell wall rupture or collapse [7,23].
A clear relationship between starch composition and final bulk density was established (Table 2). The lowest density of 0.68 g/cm3 was measured for the 100% NCS foam, while the highest density of 0.88 g/cm3 was observed for the 100% WCS foam. A progressive increase in final foam density was consistently demonstrated as the proportion of WCS was elevated. These distinct structural differences confirm that cell density and wall thickness, governed by the WCS content, are the primary factors controlling the final bulk density of the foamed material. These findings are consistent with established models of starch expansion, where the higher amylose content in NCS provides the necessary melt strength to sustain large cell growth during rapid vapor expansion [7,11], whereas high-amylopectin starches (WCS) often exhibit restricted expansion and thicker cell architectures due to their highly branched molecular structure [23,24].
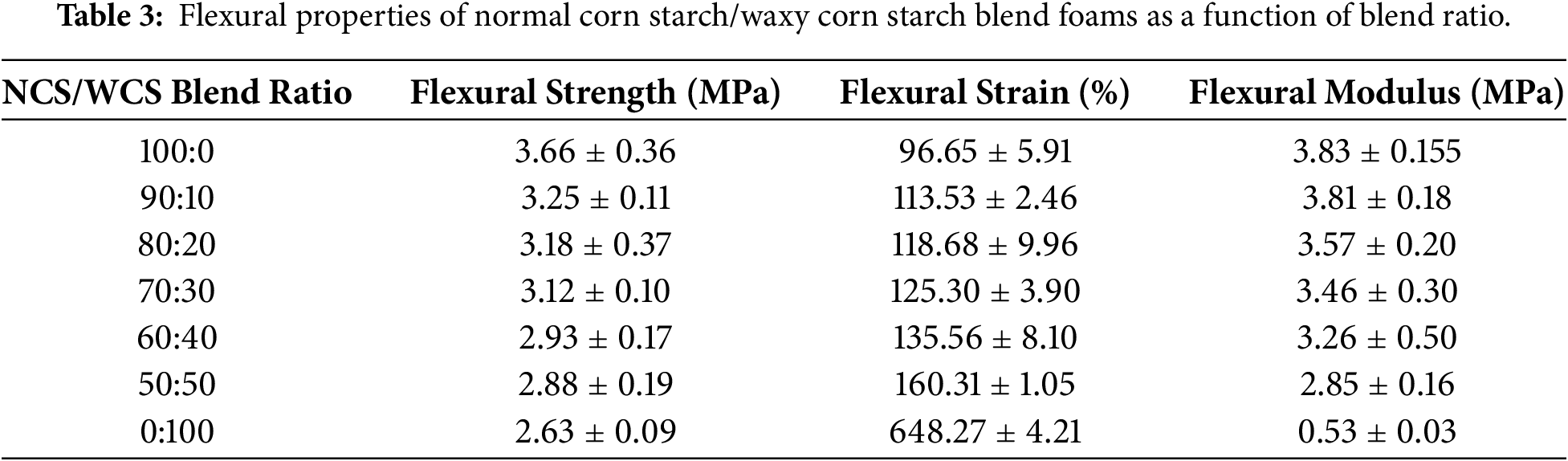
The flexural properties of the NCS/WCS blended foams were evaluated using the three-point bending method (Table 3). The 100% NCS foam exhibited superior flexural strength and strain compared to the WCS counterpart. A marked contrast was observed in the flexural modulus: the NCS foam registered 97 ± 5.9 MPa, while the WCS foam attained a substantially higher value of 648 ± 4.2 MPa. This increase is attributed to the WCS foam’s dense cellular structure, resulting from minimal expansion due to the highly viscous batter, which yielded an exceptionally rigid and brittle material. A slight reduction in both flexural strength and strain was observed as the WCS proportion increased, consistent with morphological analysis. Although the flexural modulus increased slightly with WCS content, this stiffening is primarily linked to the corresponding increase in bulk density, as the stiffness of cellular materials correlates directly with density [12,24].
The Izod impact strength was uniformly poor (≈0.0410 J) across all NCS/WCS blends, and results were considered unreliable due to the severe foam collapse induced by high WCS content, which violated the constant cross-section assumption of the ASTM D256 standard.
The investigation revealed a trade-off: increased WCS elevated viscosity, resulting in smaller, denser cells susceptible to collapse. This structural instability increased foam density and negatively affected mechanical performance, demonstrating decreased flexibility and increased brittleness. Consequently, the 100% Normal Corn Starch formulation was established as the optimal base material due to its superior morphological stability, low density, and greater flexibility, providing a robust foundation for subsequent optimization.
3.2 Xanthan Gum-Enhanced Corn Starch Foams
The 100% Normal Corn Starch matrix was selected as the optimal base, and xanthan gum (XG), a common hydrocolloid, was systematically incorporated at four concentrations (0.5%, 1.0%, 1.5%, and 2.0% w/w) to enhance processing characteristics and structural integrity. This section details the effect of these XG variations on the final physical and mechanical attributes of the corn starch foam.
The rheological properties of the pre-foaming batters were evaluated to determine the influence of xanthan gum (XG) on processing behavior (Table 4). A base viscosity of 132.4 mm2/s for the pure corn starch batter increased progressively with XG inclusion, reaching 1908.5 mm2/s at 2.0% w/w. Notably, a non-linear rheological transition was observed at the 1.0% XG threshold, where viscosity increased sharply to 1465.3 mm2/s. This substantial jump is attributed to synergistic intermolecular hydrogen bonding between the starch amylose and the trisaccharide side chains of the XG molecules, facilitating the formation of a robust “weak gel” network [25,26].
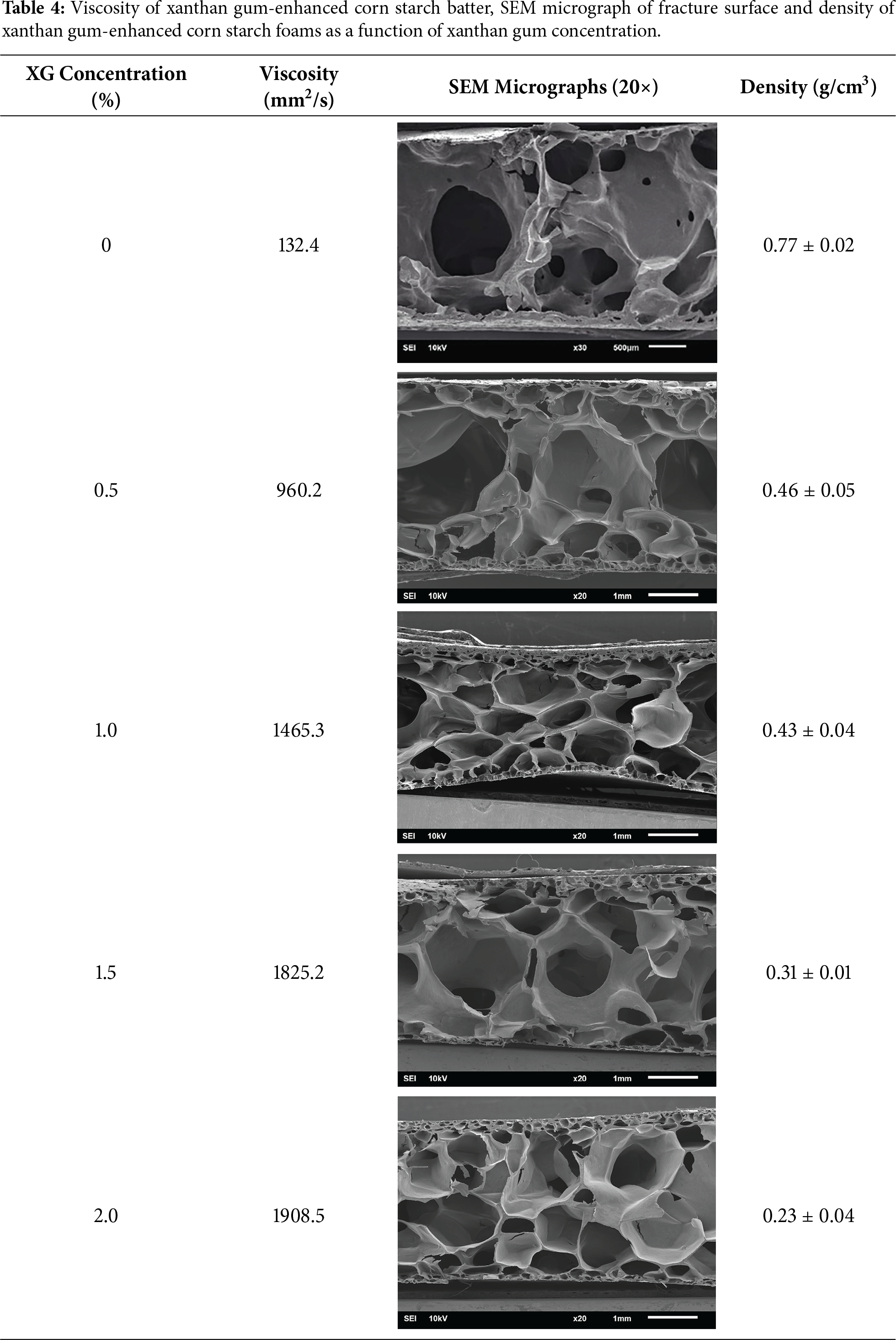
At this 1.0% concentration, the network provides sufficient yield stress to counteract gravitational drainage and surface tension during the critical heating phase of compression molding, thereby preventing the “central collapse” observed in lower-viscosity formulations. Furthermore, this specific rheological profile is hypothesized to represent an optimal balance; while the viscosity is sufficient to stabilize nascent cell walls against coalescence, it remains below the threshold where excessive stiffness would inhibit vapor-driven expansion. Consequently, the 1.0% XG loading enables the achievement of the lowest stable bulk density (0.43 g/cm3) while ensuring structural homogeneity across the foam matrix.
Morphological characterization via SEM revealed that XG incorporation significantly altered the cellular architecture of the starch foam. Distinct morphological zones were identified: a dense, small-celled perimeter “skin” layer formed by rapid heat transfer at the mold interface, and a more expansive central core. To ensure a consistent assessment of the expansion process, all quantitative descriptions regarding cell size and density (Table 4) refer to the overall bulk structure of the specimens, encompassing both the stabilized core and the integral skin layer formed during processing. This skin-core morphology is characteristic of compression-molded starch systems, where thermal lag prevents uniform vapor expansion near the cooled mold surfaces [12,24].
The 1.0% XG concentration was identified as a critical morphological inflection point. At this threshold, the pore structure transitioned from large, irregular voids to a refined, uniform closed-cell network. A detailed analysis of the 1.0% XG core revealed a quantifiable thinning of the cell walls relative to the control. This thinning of the cell walls, occurring concurrently with a reduction in mean cell size, serves as evidence of XG’s role in interfacial stabilization. By increasing the viscosity of the starch batter and forming a protective hydrocolloid layer at the nascent air-starch interface, XG effectively inhibits cell coalescence [19,26]. This mechanism stabilizes the interface during the rapid vapor-driven expansion phase, facilitating the development of a more delicate yet mechanically stable cellular matrix. These findings align with previous studies demonstrating that xanthan gum’s “weak gel” rheological behavior provides the necessary melt strength to withstand the internal pressures of expanding steam without rupturing the thin cell walls [27,28].
The influence of XG on foam density was quantified, showing a pronounced inverse relationship (Table 4). The density of the pure foam (0.68 g/cm3) was systematically reduced with increasing XG concentration, culminating in the lowest density of 0.24 g/cm3 at 2.0%. This reduction is directly substantiated by the morphological stabilization, confirming XG as an effective agent for producing lightweight, low-density corn starch foams.
The flexural properties of the XG-modified foams were characterized via three-point bending tests according to ASTM D5943-96. As summarized in Table 5, the unreinforced corn starch foam displayed the maximum flexural strength (3.66 ± 0.36 MPa) and flexural modulus (96.65 ± 5.91 MPa). The incorporation of XG across the investigated range (0.5%–2.0% w/w) induced a marginal reduction in flexural strength and a progressive attenuation of the flexural modulus, indicating a transition toward a more compliant material.
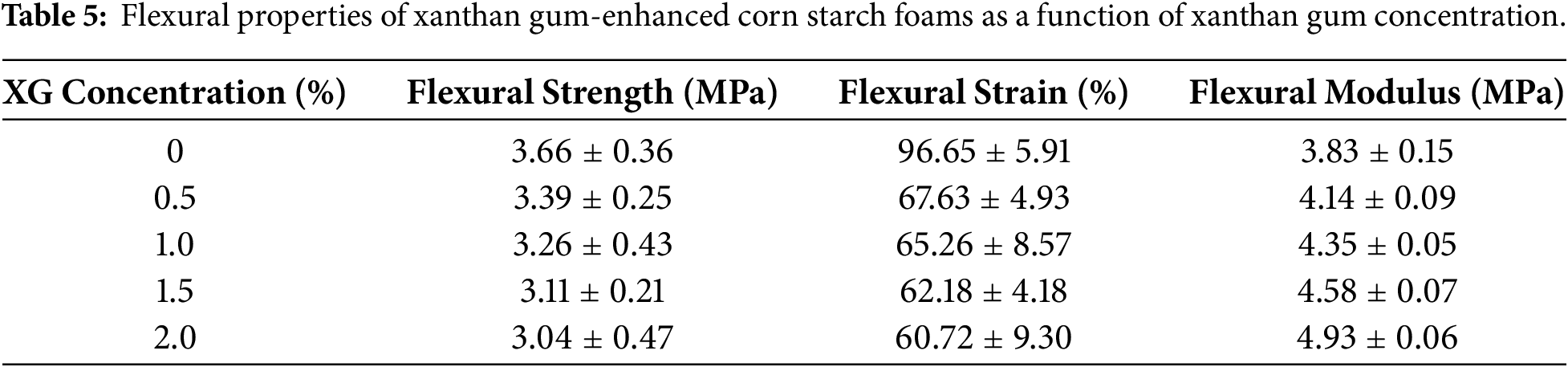
Notably, the 1.0% w/w XG concentration was identified as the optimal threshold for industrial cushioning applications. At this loading, the material achieves a critical balance between significant lightweighting—associated with the stabilized, thin-walled cellular morphology—and sufficient structural integrity. While the decline in flexural modulus signifies a decrease in intrinsic stiffness, this modification is conducive to enhanced energy-absorption performance. The increased flexibility at the 1.0% level facilitates a broader area under the stress-strain curve during deformation, indicating superior toughness and energy dissipation capacity compared to the more brittle control foam. This trade-off between peak mechanical strength and viscoelastic energy absorption positions the 1.0% XG formulation as the most viable candidate for protective packaging, where the prevention of impact-force transmission to heavy or delicate goods is the primary performance objective.
3.2.5 Texture Profile Analysis (TPA) and Cushioning Performance
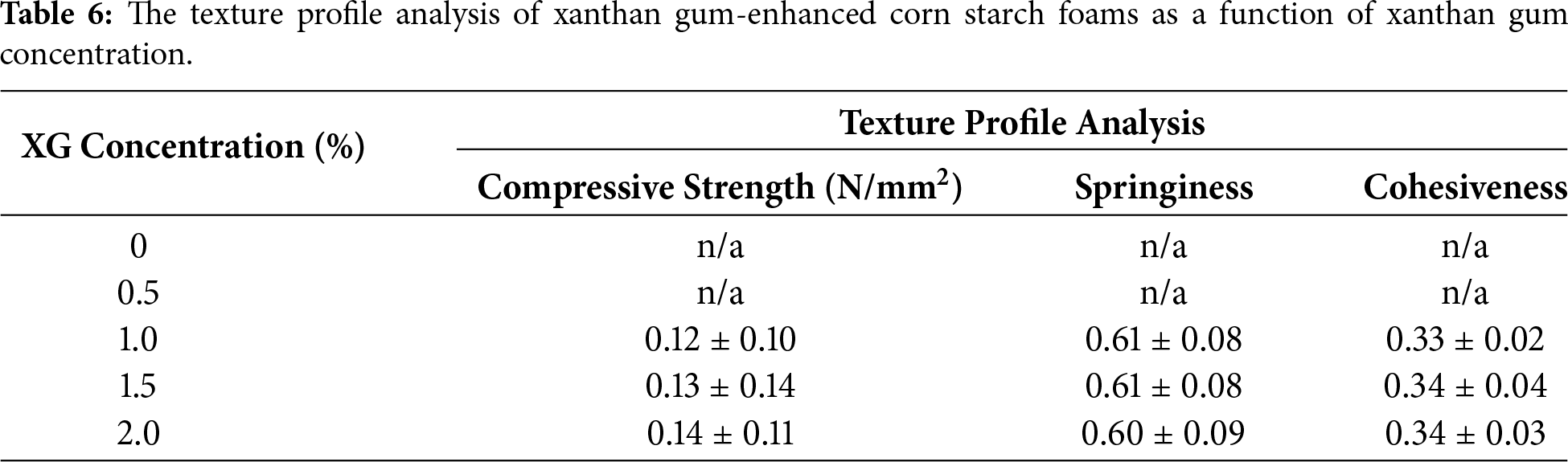
The cohesiveness and springiness, critical performance indicators for cushioning materials [29], were evaluated through TPA. Foams without XG and with a low concentration (0.5%) exhibited severe structural collapse post-molding, precluding TPA testing. However, sufficient structural integrity was achieved at XG concentrations from 1.0% to 2.0%, making these samples suitable for TPA evaluation. As presented in Fig. 1 and quantified in Table 6, a clear dependency on XG concentration was established: both the compressive strength and the cohesiveness of the foam were found to increase with rising XG content. This result suggests that the enhanced molecular network provided by the XG effectively reinforces the cell walls, leading to a more robust and unified structure. The incorporation of XG results in a marked improvement in foam stability and formability, attributed to its gel-forming ability which establishes a thermo-reversible hydrocolloid system [26]. This system stabilizes the starch matrix, mitigating water loss and increasing material toughness. Despite these structural benefits, the influence of XG concentration on most measured mechanical properties was generally not statistically significant. While marginal decreases in flexural strength and modulus were observed with increasing XG, no statistically significant differences in compressive strength, springiness, or cohesiveness were detected across the tested XG concentrations by TPA.
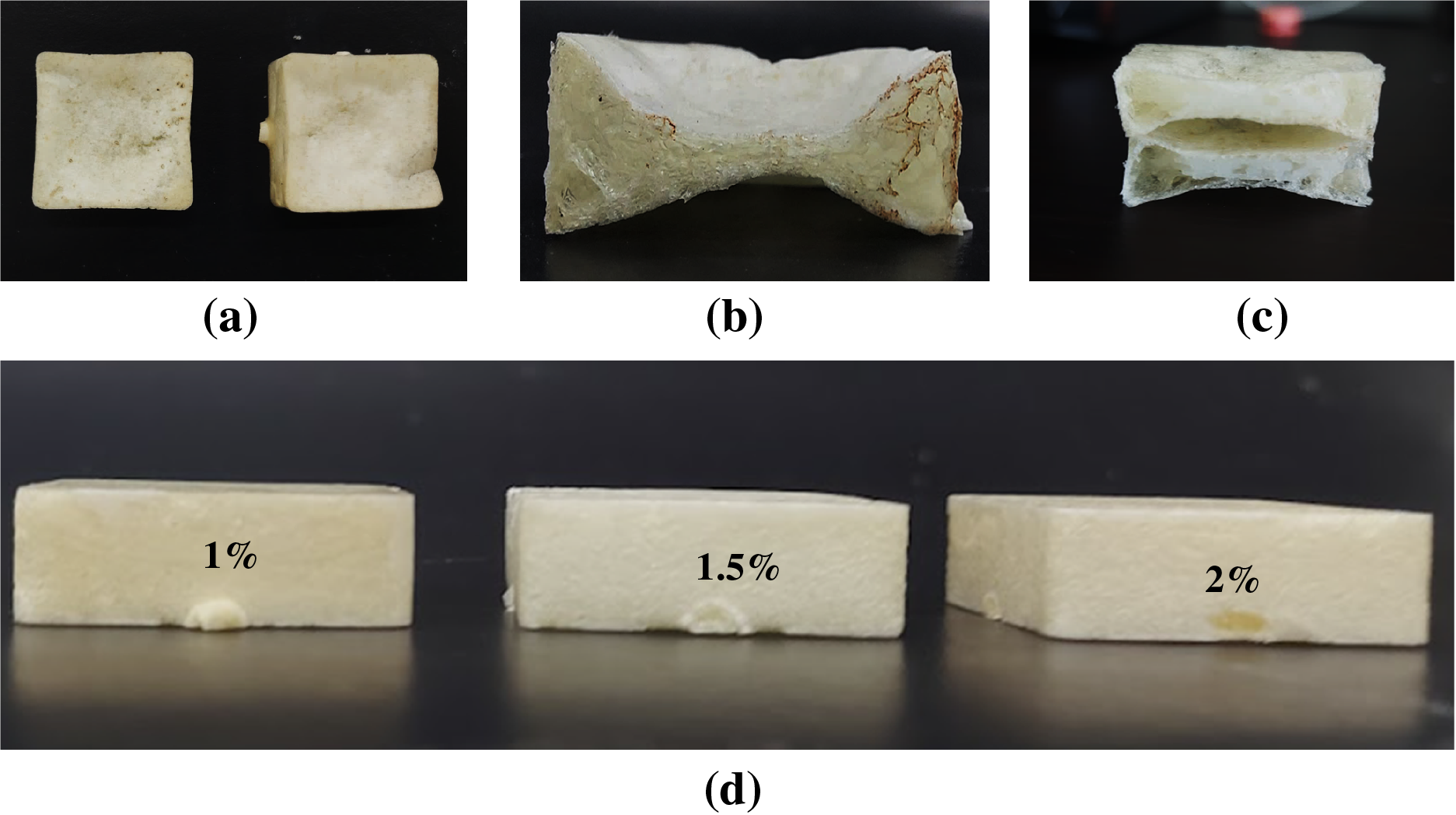
Figure 1: Appearance and cross-sectional morphology of corn starch foams: (a) Collapsed foam samples with significant deformation; (b) Cross-section of 0% xanthan gum foam; (c) Cross-section of 0.5% xanthan gum foam; (d) Cross-section of 1%–2% xanthan gum foam.
3.3 Corn Starch/Corn Husk Fiber Composite Foams
The final phase of the investigation involved reinforcing the optimized corn starch foam (1% w/w xanthan gum) with 2%, 4%, and 6% (w/w) corn husk fibers. The morphological and physical properties of these composite foams were evaluated.
The cellular structure of the neat control foam (1% xanthan gum only) was characterized by small, uniformly distributed cells. Upon fiber inclusion, a noticeable alteration was observed (Table 7). At the 2% loading, the central cells appeared smaller and more densely packed than the control, attributed to the physical obstruction of cell expansion by the fibers. Conversely, increasing the fiber loading to 4% and 6% resulted in larger foam cells. This enlargement is hypothesized to be due to a mechanical obstruction effect where the rigid fibers impede the expansion of nascent cell walls, leading to the rupture and coalescence of adjacent cells [16]. This ultimately yields the formation of larger, irregularly shaped cells. Across all samples, the fibers were generally well-dispersed, though localized clumping was occasionally present, and the overall fiber density increased proportionally with the elevated content. Consistent with prior research [12], the peripheral cells remained small and dense across all fiber loadings due to rapid heat transfer at the mold surface.
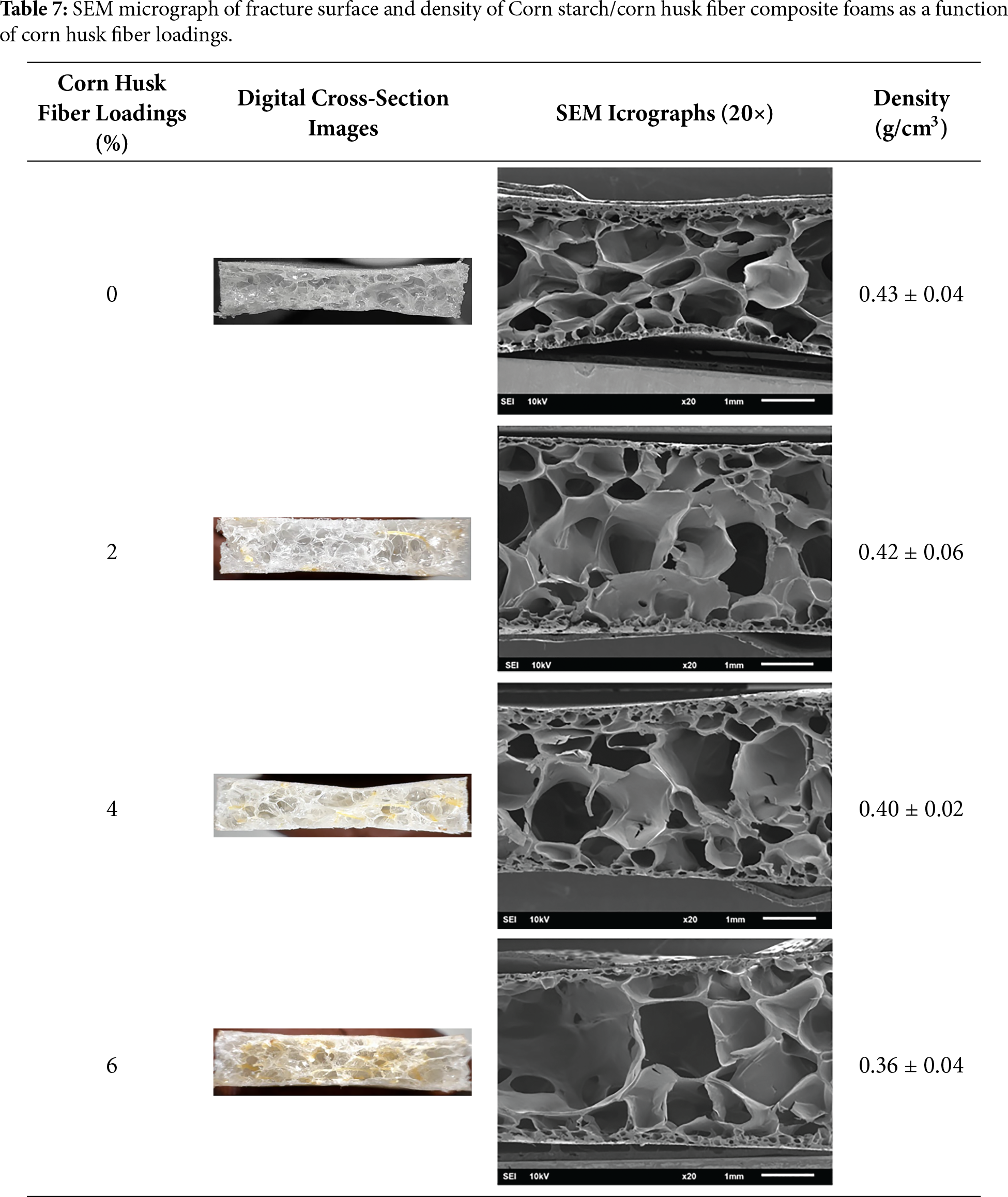
The density of the fiber-reinforced composite foams was quantified (Table 7). The control foam (1% xanthan gum) exhibited a density of 0.43 ± 0.04 g/cm3. A clear trend of decreasing density was observed as the fiber loading was increased. The lowest density of 0.36 ± 0.04 g/cm3 was achieved at the 6% fiber loading. This reduction in bulk density is primarily attributed to the increased porosity resulting from the morphological changes induced by the fibers. The fiber-induced cell wall rupture and subsequent coalescence led to the formation of larger voids, increasing the material’s overall porosity and confirming the fibers’ role in reducing density and shrinkage during cooling [16].
The flexural properties of the corn husk fiber-reinforced foams were evaluated (ASTM D5943-96). Contrary to expected polymeric composite behavior [30], the flexural strength, strain, and modulus displayed no statistically significant change with increasing fiber content (Table 8). This was attributed to a competing effect: the reinforcing contribution of the fibers was counteracted by a concurrent negative influence on the foam matrix. Specifically, increased fiber loading correlated with an increase in foam cell size and a measurable decrease in composite density. This cell enlargement reduced the intrinsic strength of the foam structure, effectively negating the positive mechanical effects of the fibers.
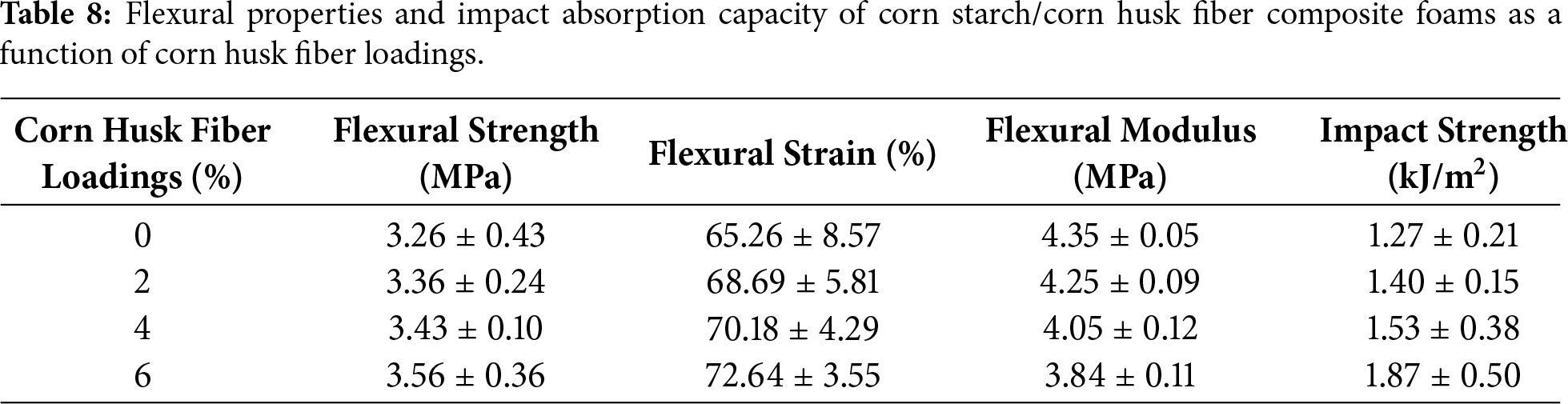
The impact absorption capacity was quantified using an Izod impact tester. A clear and positive correlation was established between corn husk fiber content and resulting impact strength (Table 8). The unreinforced base foam exhibited an average impact strength of 1.27 ± 0.21 kJ/m2. This value was systematically enhanced with increased fiber loading, culminating in the highest average impact strength of 1.87 ± 0.50 kJ/m2 achieved by the 6% fiber formulation. This improvement confirms the fibers’ effectiveness in augmenting the foam’s ability to absorb and dissipate impact energy, a trend consistent with observations in other lignocellulosic-reinforced starch systems [13,16].
This increase is primarily attributed to the good interfacial adhesion facilitated by the TEOS-treated fibers, which enables efficient stress transfer from the starch matrix to the high-strength fibers [15,21]. The silane-coupling agent effectively bridges the hydrophilic starch and the fiber surface, creating a more cohesive network that promotes energy dissipation through mechanisms such as fiber pull-out and crack bridging during sudden loading. Fiber reinforcement is thus affirmed as a highly effective strategy for improving the impact resistance of these bio-based foams, bridging the performance gap between sustainable alternatives and synthetic petroleum-based cushioning materials.
3.3.4 Texture Profile Analysis (TPA) and Cushioning Performance
TPA was performed to comparatively assess the internal bonding (cohesiveness) and elasticity (springiness) of the developed composite foams, as high values in these parameters are crucial for preventing fragmentation and enabling repeated impact absorption in cushioning materials [31]. The TPA results for the control foam (1% xanthan gum) showed a compressive strength of 0.12 ± 0.10 N/mm2, springiness of 0.61 ± 0.08 (approximately 60.6% recovery), and cohesiveness of 0.33 ± 0.02. Upon the initial incorporation of corn husk fibers, a marginal enhancement was observed. Crucially, a clear trend of compressive strength improvement was established with increasing fiber loading, culminating in a significantly elevated strength of 0.56 ± 0.17 N/mm2 at the highest (6%) loading (Fig. 2a). Concurrently, cohesiveness also increased notably, suggesting that the fibers effectively reduced the material’s propensity for fracturing. However, the springiness (elastic recovery) lacked statistically significant improvement across the increased fiber loading range. This outcome indicates that while the fibers successfully enhance the foam’s strength and internal bonding, they do not substantially contribute to its elasticity or capacity for deformation recovery.
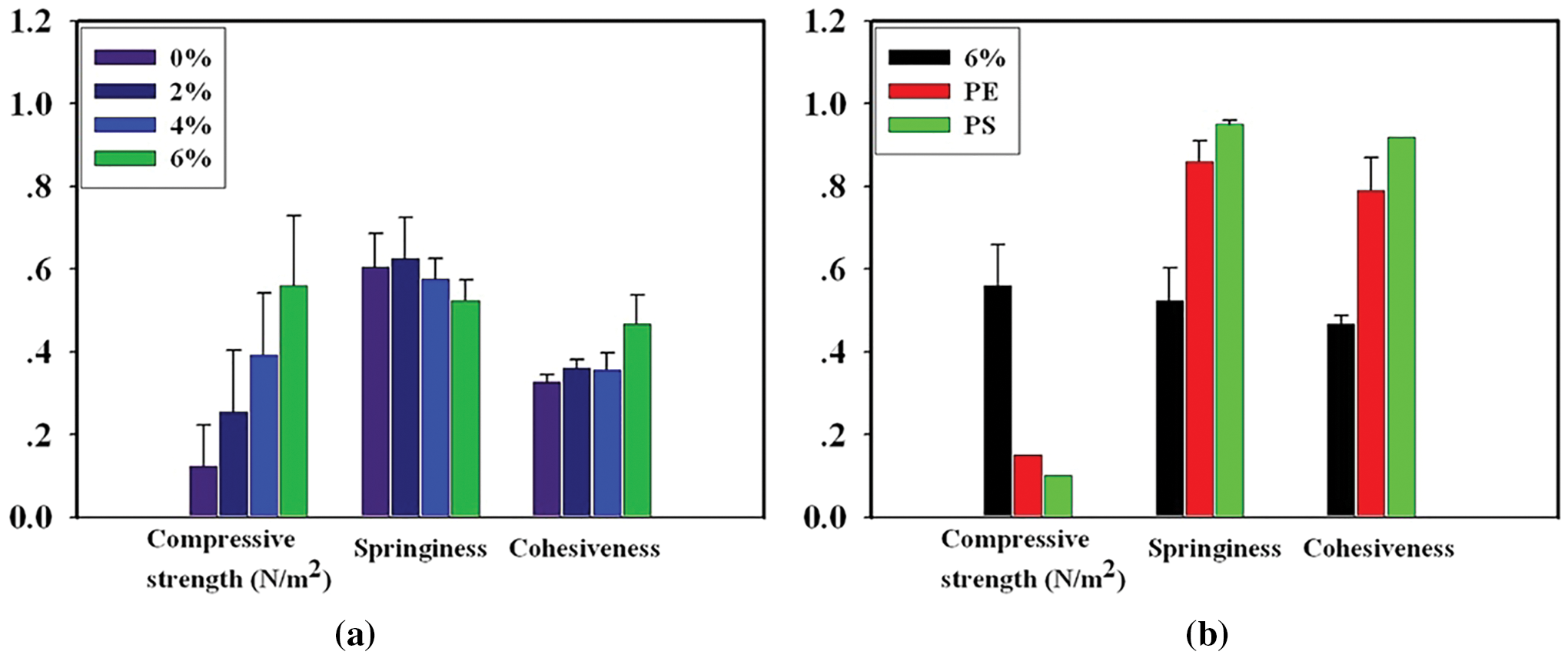
Figure 2: Texture Profile Analysis (TPA) results for corn starch-xanthan gum composite foams: (a) Compressive strength, springiness, and cohesiveness as a function of corn husk fiber loading (0%–6% w/w); (b) Comparative assessment of the optimized composite foam (6% fiber loading) against commercial polyethylene (PE) and polystyrene (PS) cushioning foams.
The optimized 6% fiber composite foam was subjected to a comparative Texture Profile Analysis (TPA) against commercial polyethylene (PE) and polystyrene (PS) foams (Fig. 2b). An exceptionally high compressive strength of 0.56 N/mm2 was recorded for the bio-based composite, exceeding PE foam by approximately 3.8 times and PS foam by 5.7 times. This high rigidity, however, raises concerns regarding potential impact force transmission rather than absorption, which is undesirable for fragile goods. Conversely, the springiness (elastic recovery of ≈52%) was substantially lower than that of PE (≈94.6%) and PS (≈86.4%) foams, indicating a significantly reduced capacity for recovery after single deformation and limiting suitability for multi-cycle impact applications. Furthermore, the cohesiveness of the bio-based foam (0.47) was considerably lower than commercial alternatives (PE: 0.79, PS: 0.92), suggesting a greater propensity for fragmentation under impact stress. While the composite demonstrated superior load-bearing capacity, its practical applicability requires further enhancement of elasticity and internal bonding properties before it can serve as a direct replacement for conventional petrochemical cushioning foams.
The feasibility of developing a sustainable, bio-based composite foam from corn starch and agricultural waste (corn husk fibers) was successfully demonstrated. Through systematic optimization, 100% normal corn starch was selected as the optimal matrix, followed by the incorporation of 1% xanthan gum for structural stabilization and density reduction. The stabilized foam was subsequently reinforced with TEOS-coated corn husk fibers. The optimal formulation, featuring 1.0% xanthan gum and 6.0% corn husk fibers, registered the highest impact strength (1.87 ± 0.50 kJ/m2) and exhibited a remarkably high compressive strength (0.56 N/mm2), significantly exceeding commercial PE and PS foams. This positions the material as a promising candidate for low-density, high-load-bearing cushioning applications. However, limitations in elasticity (springiness of 52%) and cohesiveness suggest a potential susceptibility to fragmentation. Further research is recommended to enhance these properties for comprehensive applicability as a sustainable cushioning solution.
Acknowledgement: The experimental results reported in this study are part of the undergrad senior project, Department of Tool and Materials Engineering, Faculty of Engineering, King Mongkut’s University of Technology Thonburi (KMUTT).
Funding Statement: This research project is supported by King Mongkut’s University of Technology Thonburi (KMUTT), Thailand Science Research and Innovation (TSRI), and National Science, Research and Innovation Fund (NSRF) Fiscal year 2026 Grant number FRB690020/0164.
Author Contributions: The authors confirm contribution to the paper as follows: Conceptualization and design, Manisara Phiriyawirut; methodology, Kanbhanu Wachararuangroong, Manisara Wongsaroj, Napat Arompijit; analysis and interpretation of results, Manisara Phiriyawirut, Kanbhanu Wachararuangroong, Manisara Wongsaroj, Napat Arompijit; writing—original draft preparation, Manisara Phiriyawirut, All authors reviewed and approved the final version of the manuscript.
Availability of Data and Materials: Due to the nature of this research, participants of this study did not agree for their data to be shared publicly, so supporting data is not available.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest.
References
1. Escursell S, Llorach-Massana P, Roncero MB. Sustainability in e-commerce packaging: a review. J Clean Prod. 2021;280:124314. doi:10.1016/j.jclepro.2020.124314. [Google Scholar] [PubMed] [CrossRef]
2. Jin FL, Zhao M, Park M, Park SJ. Recent trends of foaming in polymer processing: a review. Polymers. 2019;11(6):953. doi:10.3390/polym11060953. [Google Scholar] [PubMed] [CrossRef]
3. Kassim N, Rahim SZA, Wan Ibrahim WARA, Shuaib NA, Rahim IA, Karim NA, et al. Sustainable packaging design for molded expanded polystyrene cushion. Materials. 2023;16(4):1723. doi:10.3390/ma16041723. [Google Scholar] [PubMed] [CrossRef]
4. Gonçalves LFFF, Reis RL, Fernandes EM. Forefront research of foaming strategies on biodegradable polymers and their composites by thermal or melt-based processing technologies: advances and perspectives. Polymers. 2024;16(9):1286. doi:10.3390/polym16091286. [Google Scholar] [PubMed] [CrossRef]
5. Rabelo LS, Tanaka FC, Dos Santos SS, Aouada FA, de Moura MR. The future of sustainable packaging: exploring biodegradable solutions through extrusion, thermo-expansion, 3D printing and supercritical fluid from agro-industry waste. Foods. 2025;14(23):4027. doi:10.3390/foods14234027. [Google Scholar] [PubMed] [CrossRef]
6. D’Almeida AP, de Albuquerque TL. Innovations in food packaging: from bio-based materials to smart packaging systems. Processes. 2024;12(10):2085. doi:10.3390/pr12102085. [Google Scholar] [CrossRef]
7. Amaraweera SM, Gunathilake C, Gunawardene OHP, Dassanayake RS, Fernando NML, Wanninayaka DB, et al. Preparation and characterization of dual-modified cassava starch-based biodegradable foams for sustainable packaging applications. ACS Omega. 2022;7(23):19579–90. doi:10.1021/acsomega.2c01292. [Google Scholar] [PubMed] [CrossRef]
8. Horstmann SW, Belz MCE, Heitmann M, Zannini E, Arendt EK. Fundamental study on the impact of gluten-free starches on the quality of gluten-free model breads. Foods. 2016;5(2):30. doi:10.3390/foods5020030. [Google Scholar] [PubMed] [CrossRef]
9. Gerezgiher AG, Szabó T. Crosslinking of starch using citric acid. J Phys Conf Ser. 2022;2315(1):012036. doi:10.1088/1742-6596/2315/1/012036. [Google Scholar] [CrossRef]
10. Arruda TR, de Oliveira Machado G, Marques CS, de Souza AL, Pelissari FM, de Oliveira TV, et al. An overview of starch-based materials for sustainable food packaging: recent advances, limitations, and perspectives. Macromol. 2025;5(2):19. doi:10.3390/macromol5020019. [Google Scholar] [CrossRef]
11. Shogren RL, Lawton JW, Doane WM, Tiefenbacher KF. Structure and morphology of baked starch foams. Polymer. 1998;39(25):6649–55. doi:10.1016/S0032-3861(97)10303-2. [Google Scholar] [CrossRef]
12. Rodprasert P, Kulvorakulpitak P, Cothsila R, Kengkla N, Phiriyawirut M. Pushing the boundaries of starch foams: novel laminar composites with paper reinforcement. J Renew Mater. 2025;13(1):101–14. doi:10.32604/jrm.2024.056830. [Google Scholar] [CrossRef]
13. Namphonsane A, Amornsakchai T, Chia CH, Goh KL, Thanawan S, Wongsagonsup R, et al. Development of biodegradable rigid foams from pineapple field waste. Polymers. 2023;15(13):2895. doi:10.3390/polym15132895. [Google Scholar] [PubMed] [CrossRef]
14. Seciureanu M, Nastac SM, Guiman MV, Nechita P. Cellulose fibers-based porous lightweight foams for noise insulation. Polymers. 2023;15(18):3796. doi:10.3390/polym15183796. [Google Scholar] [PubMed] [CrossRef]
15. Quilez-Molina AI, Le Meins JF, Charrier B, Dumon M. Starch-fibers composites, a study of all-polysaccharide foams from microwave foaming to biodegradation. Carbohydr Polym. 2024;328(1):121743. doi:10.1016/j.carbpol.2023.121743. [Google Scholar] [PubMed] [CrossRef]
16. Ibrahim MIJ, Sapuan SM, Zainudin ES, Zuhri MYM. Potential of using multiscale corn husk fiber as reinforcing filler in cornstarch-based biocomposites. Int J Biol Macromol. 2019;139(12):596–604. doi:10.1016/j.ijbiomac.2019.08.015. [Google Scholar] [PubMed] [CrossRef]
17. Su CY, Xia T, Li D, Wang LJ, Wang Y. Hybrid biodegradable materials from starch and hydrocolloid: fabrication, properties and applications of starch-hydrocolloid film, gel and bead. Crit Rev Food Sci Nutr. 2024;64(33):12841–59. doi:10.1080/10408398.2023.2257786. [Google Scholar] [PubMed] [CrossRef]
18. Melo CPB, Grossmann MVE, Yamashita F, Youssef EY, Dall’Antônia LH, Mali S. Effect of manufacturing process and xanthan gum addition on the properties of cassava starch films. J Polym Environ. 2011;19(3):739–49. doi:10.1007/s10924-011-0325-1. [Google Scholar] [CrossRef]
19. Cheng Y, Wang B, Lv W, Zhong Y, Li G. Effect of xanthan gum on physicochemical properties and 3D printability of emulsion-filled starch gels. Food Hydrocoll. 2024;149(1):109613. doi:10.1016/j.foodhyd.2023.109613. [Google Scholar] [CrossRef]
20. Hernández-García E, Vargas M, Chiralt A. Thermoprocessed starch-polyester bilayer films as affected by the addition of gellan or xanthan gum. Food Hydrocoll. 2021;113(1):106509. doi:10.1016/j.foodhyd.2020.106509. [Google Scholar] [CrossRef]
21. Herlina Sari N, Wardana ING, Surya Irawan Y, Siswanto E. The effect of sodium hydroxide on chemical and mechanical properties of corn husk fiber. Orient J Chem. 2017;33(6):3037–42. doi:10.13005/ojc/330642. [Google Scholar] [CrossRef]
22. Sharma SK, Mulvaney SJ, Rizvi SSH. Food process engineering: theory and laboratory experiment. New York, NY, USA: John Wiley & Sons; 2000. 368 p. [Google Scholar]
23. Tester RF, Karkalas J, Qi X. Starch—composition, fine structure and architecture. J Cereal Sci. 2004;39(2):151–65. doi:10.1016/j.jcs.2003.12.001. [Google Scholar] [CrossRef]
24. Abinader G, Lacoste C, Le Baillif M, Erre D, Copinet A. Effect of the formulation of starch-based foam cushions on the morphology and mechanical properties. J Cell Plast. 2015;51(1):31–44. doi:10.1177/0021955x14527979. [Google Scholar] [CrossRef]
25. Dobosz A, Sikora M, Krystyjan M, Lach R, Borczak B. Influence of xanthan gum on the short- and long-term retrogradation of potato starches of various amylose content. Food Hydrocoll. 2020;102(5):105618. doi:10.1016/j.foodhyd.2019.105618. [Google Scholar] [CrossRef]
26. García-Ochoa F, Santos VE, Casas JA, Gómez E. Xanthan gum: production, recovery, and properties. Biotechnol Adv. 2000;18(7):549–79. doi:10.1016/s0734-9750(00)00050-1. [Google Scholar] [PubMed] [CrossRef]
27. Tako M, Nakamura S. Rheological properties of Ca salt of xanthan in aqueous media. Agric Biol Chem. 1987;51(11):2919–23. doi:10.1271/bbb1961.51.2919. [Google Scholar] [CrossRef]
28. Yang B, Zuo Y, Chang Z. Evaluation of energy absorption capabilities of polyethylene foam under impact deformation. Materials. 2021;14(13):3613. doi:10.3390/ma14133613. [Google Scholar] [PubMed] [CrossRef]
29. Chaisawang M, Suphantharika M. Effects of guar gum and xanthan gum additions on physical and rheological properties of cationic tapioca starch. Carbohydr Polym. 2005;61(3):288–95. doi:10.1016/j.carbpol.2005.04.002. [Google Scholar] [CrossRef]
30. Romanzini D, Lavoratti A, Ornaghi HL, Amico SC, Zattera AJ. Influence of fiber content on the mechanical and dynamic mechanical properties of glass/ramie polymer composites. Mater Des. 2013;47(1):9–15. doi:10.1016/j.matdes.2012.12.029. [Google Scholar] [CrossRef]
31. Amir N, Hisham MSM, Abidin KAZ. Study of physical properties and shock absorption abilities of starch polymer foam as cushioning material for packaging. MATEC Web Conf. 2018;225(6):06010. doi:10.1051/matecconf/201822506010. [Google Scholar] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools