
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
REVIEW
Sustainable Plant-Based Starch as Binder in Biocomposites: Extraction, Modification, and Their Calorific Behaviour
1 Bioresource Technology Division, School of Industrial Technology, Universiti Sains Malaysia, Penang, 11800, Malaysia
2 Green Bio-polymer, Coatings & Packaging Cluster, School of Industrial Technology, Universiti Sains Malaysia, Penang, 11800, Malaysia
3 Research Collaboration Center for Nanocellulose, BRIN-Andalas University, Padang, 25163, Indonesia
* Corresponding Author: Mohd Nurazzi Norizan. Email:
(This article belongs to the Special Issue: Biomass-based Thermoset and Thermoplastic Polymers for Biomass-based Composites)
Journal of Renewable Materials 2026, 14(5), 3 https://doi.org/10.32604/jrm.2025.02025-0156
Received 03 September 2025; Accepted 03 December 2025; Issue published 28 May 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
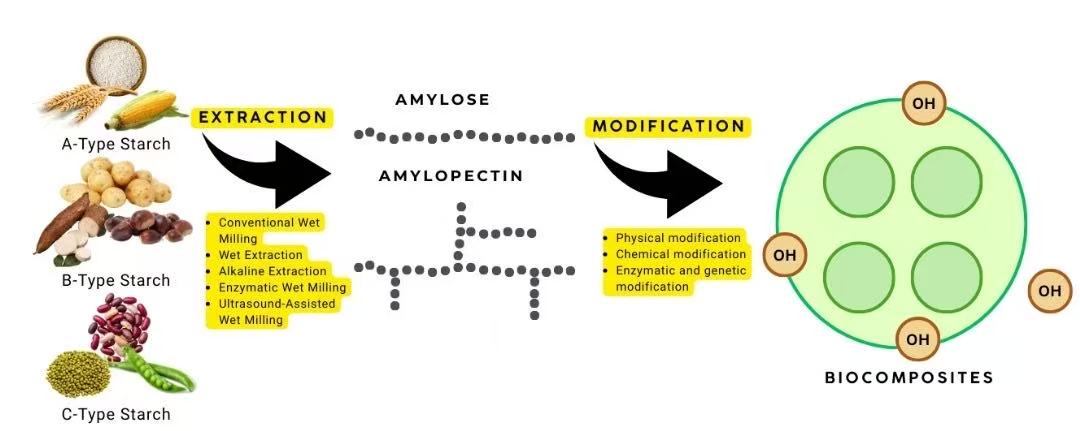
Plant-based starch has emerged as a promising natural binder in biocomposites owing to its biodegradability, renewability, and functional adaptability. This study critically reviews the extraction, modification, and performance of starches derived from sources such as corn, potato, and cassava, with particular attention to their calorific behaviour as measured through bomb calorimetry. Calorimetric analysis provides insight into the energy density and combustion efficiency of starch binders, parameters that influence both processing and End-of-life valorisation of biocomposites. Through physical, chemical, enzymatic, and genetic modifications, the inherent limitations of native starch such as moisture sensitivity and low mechanical strength can be mitigated while simultaneously enhancing thermal stability and heat-release characteristics. Among evaluated starches, cassava starch exhibited a comparatively high calorific value of 3661 cal/g (15.3 MJ/kg), confirming its potential for applications in bio-insulation, biofuel, and thermally resilient composites. The integrated understanding of structural modification and calorific response underscores the dual role of starch as both a functional binder and an energetic component, promoting a pathway toward sustainable, energy efficient biocomposite development.Graphic Abstract
Keywords
Growing interest in environmentally friendly materials has led to the raising of a lot of awareness about renewable and biodegradable materials as alternatives to synthetic polymers in composite applications. Starch is an excellent binder in biocomposites owing to its being plentiful, renewable, and biodegradable. These composites are used in a wide range of industries, including automotive, construction, and packaging. One strong contender is plant-based starch, a natural polysaccharide and a multifunctional bio-polymer derived from various plants such as corn (Zea mays), potatoes (Solanum tuberosum), and rice (Oryza sativa) [1].
It consists of both amylopectin and amylose, having a complex structure, with its metabolism dependent on several enzymes [2]. In the food sector, it plays a vital role, providing stabilizing properties and versatility. Methods for extracting starch include conventional wet milling and enzymatic processes, with the latter yielding better results and less environmental impact [1]. Modified starches are significant in creating food texturizers and alternatives to meat [1]. In plant-based meat substitutes, starch can be incorporated as a functional component or occur naturally in ingredients derived from legumes and grains [3]. The rising demand for eco-friendly products has resulted in greater use of starch in bio-plastics and the investigation of alternative starch sources, such as by-products from fruit processing [1].
A biocomposite usually includes a reinforcing component, like fibers, and a matrix material that secures the reinforcement. In numerous composite materials, the matrix or binder is usually obtained from synthetic polymers. Nonetheless, the rising environmental issues associated with petroleum-based polymers have generated interest in plant-based starch substitutes. Starch derived from plants, due to its renewable and biodegradable characteristics, presents a possible way to lessen the ecological impact of these materials. Starch derived from plants is a promising biodegradable polymer suitable for biocomposites and bio-plastics, providing an eco-friendly alternative to plastics made from petroleum [4]. Starch, especially from sources such as potatoes (Solanum tuberosum), cassava (Manihot esculenta) and wheat (Triticum aestivum), can be combined with various polymers to form composites that have enhanced functional characteristics. These biocomposites derived from starch are utilized in food packaging, biomedical, pharmaceutical, and agricultural sectors [4]. Nevertheless, starch-derived materials encounter difficulties like sensitivity to moisture and inadequate mechanical characteristics [5]. Beyond its traditional role in mechanical reinforcement, starch also exhibits distinct thermal and calorific characteristics that directly affect composite performance, particularly under heat exposure and energy recovery conditions. Scientists are tackling these challenges with a range of approaches, such as starch alteration, plasticity enhancement, matrix strengthening, and polymer mixing [5]. Moreover, adding nanofillers and various additives can improve the characteristics of starch bio-polymers, broadening their possible uses [4]. In general, starch-based composites present an eco-friendly option with considerable opportunities for additional advancement in bio-plastics.
Recent research has investigated the use of plant-based starch as a binder in biocomposites, highlighting its capacity to enhance mechanical properties. The addition of starch into polyurethane composites improved thermo-mechanical traits, achieving a tensile strength of 9.62 MPa at a 1.5 wt.% inclusion level [6]. Similarly, composites made with pineapple leaf fibers and a starch binder exhibited maximum flexural stress of 14.49 MPa with a 70:30 fiber-to-starch ratio [7]. In polypropylene blends, the integration 20% of starch enhanced the flexural modulus and impact toughness, while higher concentrations reduced the overall mechanical performance [8]. Sustainable polymer nanocomposites incorporating bio-based reinforcements like starch nanoparticles have shown improvements in tensile, flexural, and impact properties [9]. However, challenges remain, including insufficient dispersion and poor interfacial adhesion of nanoreinforcements, which limit mechanical effectiveness. Ongoing studies are addressing these issues to expand the applications of starch-based biocomposites. The schematic diagram in Fig. 1 illustrates the chemical structures of the natural polymers amylopectin and amylose, which make up starch.

Figure 1: Schematic diagram of chemical structure of starch-constituting natural polymers (Top) amylose (Bottom) amylopectin. [Adapted with Permission from Ref. [10]. Copyright© 2020 IntechOpen.]
Research on starch-based binders in biocomposites has shown their capacity to enhance mechanical characteristics such as tensile strength, flexibility, and impact resistance. However, the performance of starch as a binder is influenced by factors like the type of starch, the method of modification, the type of reinforcement used, and the conditions of processing. The hygroscopic nature and moisture-absorbing qualities of starch can pose challenges in humid environments. Still, the abundant availability, renewable nature, and biodegradability of starch make it a promising candidate for improving the mechanical properties of biocomposites while reducing their ecological footprint. The interaction between starch molecules and the polymer matrix can promote better cohesion, load distribution, and overall performance. Modifications through chemical or physical methods can enhance its compatibility with various polymers.
Recent studies have increasingly emphasized the potential of starch as a sustainable binder due to its biodegradability, availability, and adaptability for both chemical and physical modifications. The development of starch-based biocomposites has progressed from simple reinforcement matrices to multifunctional materials that exhibit enhanced mechanical, thermal, and calorific properties. The integration of starch with other bio-based polymers and nanofillers has been shown to improve interfacial bonding, structural integrity, and the overall energy efficiency of composites. A recent study published in the International Journal of Biological Macromolecules demonstrated that enhanced starch modifications led to enhanced mechanical properties and water resistance, further supporting its application in advanced bio-based materials [11]. This aligns with the ongoing research focus on high-performance, eco-friendly biopolymers that reduce dependence on petroleum-based binders. This review explores the role of plant-based starch as binder in biocomposites and its calorific value analysis.
2 Sources and Types of Based Starch
Starch is a form of complex carbohydrate that is typically present in many plants and acts as a source of energy. It is sourced from various plant origins and has many uses, such as in food, healthcare, and more recently in industrial items like biocomposites. Starch, a plentiful and renewable polymer sourced from plants, has gained interest as a potential binder in composites due to its eco-friendly attributes and cost-effectiveness [12,13]. Derived from various plant sources, including seeds, roots, and tubers, starch consists of D-glucose polysaccharides and exhibits a range of structural features depending on its origin [12]. Worldwide, the production of starch surpasses 50 million tons each year, with corn representing 85% of this amount [1,14]. Starch extraction can be achieved via conventional wet milling techniques or enzymatic methods, with the latter producing better outcomes and a reduced environmental impact [1]. Recent progress in molecular biology and genetic engineering has facilitated the development of starches with improved characteristics directly in the plant, potentially minimizing the necessity for post-harvest alterations [15]. The growing need for sustainable options has resulted in a greater utilization of starch in plant-based starch alternatives and compostable plastics [1].
Different varieties of starch are used as binders in biocomposites. They are typically classified into A, B, C, and V-type starches based on their crystalline patterns, which can be identified by X-ray diffraction (XRD) analysis [16]. These crystalline types represent distinct molecular arrangements of amylose and amylopectin within starch granules, which are strongly influenced by the botanical source and environmental conditions during starch formation. A-type starch is most common in cereal sources such as wheat, corn, and rice. It has a compact, dense crystalline structure with relatively low water content. The close packing of double helices makes A-type starch less prone to swelling and more thermally stable during processing.
B-type starch, typically found in tuber sources such as potato and cassava, exhibits a more open, hydrated crystalline structure. This structure contains more bound water and larger unit cells, leading to higher gelatinization temperatures and slower heat transfer than in A-type starches. V-type starch differs from the other three in that it forms through complexation between amylose and lipophilic molecules (such as fatty acids or alcohols) rather than existing naturally in plant granules. The V-type configuration enhances thermal stability and enzymatic resistance, making it valuable for producing resistant starch and thermally stable biocomposite binders [17,18]. A-type starches are dense and low in water content, B-type starches are open and water-rich, C-type starches combine features of both, and V-type starches arise from amylose–lipid complexation. These structural distinctions play a crucial role in determining starch behaviour during composite fabrication, influencing its thermal performance, moisture interaction, and calorific efficiency [19,20].
The wheat endosperm contains two types of starch granules, the larger A-type and the smaller B-type [21]. A-type granules are typically disk or lentil-shaped, while B-type granules can be spherical or polygonal [22]. Both types exhibit A-type crystallinity but differ in their composition and properties. In comparison to B-type granules, A-type granules have a higher amylose content, a lower protein content, and a lower amylopectin/amylose ratio [22]. A-type granules show a greater extent of hydrolysis, higher swelling capacity, and increased gelatinization enthalpy, while B-type granules are characterized by a higher gelatinization temperature [22]. The development of B-type granules is associated with the phosphorylation of enzymes involved in starch biosynthesis, and larger granules correlate with the heightened activity of various starch biosynthesis enzymes [23]. Methods for isolating these granule types include microsieving and centrifugal sedimentation. Centrifugation using Percoll solutions is the most efficient approach for acquiring purified groups of both types [21].
Type starch demonstrates characteristics of both A-type and B-type crystalline structures and is commonly found in legumes [24]. Its distinctive characteristics render it appropriate for numerous uses. C-type starch can be produced through genetic modification, as demonstrated in high-amylose transgenic rice [25]. Compared to B-type starch, C-type starch shows superior physicochemical properties, including improved heat stability and increased resistance to processing [26]. The distribution of A- and B-type allomorphs within C-type starch granules differs between transgenic rice and natural sources [24]. C-type starches typically contain high levels of resistant and slowly digestible starches, which contribute to favorable glycemic responses and support the growth of gut microflora [25]. The traits of C-type starches render them particularly attractive for a range of industrial applications.
D-type starch, recognized by its distinct XRD pattern, can be synthesized through various methods, including the ethanol-alkaline treatment of corn starches and the heat treatment with aqueous ethanol [17]. The amylose concentration plays a significant role in the formation and properties of V-type starch, as a higher amylose content promotes granule integrity and the growth of V-type crystals [17]. V-type starch complexes, classified as type 5 resistant starch (RS), can be formed with various substances via non-covalent interactions. These complexes exhibit improved thermal stability, resistance to digestion, and the ability to swell in cold water. Additionally, V-type starch has shown promise in neutralizing odors from marine products by effectively adsorbing undesirable compounds found in sea cucumber intestinal peptides [27]. Fig. 2 shows starches and the various crystal forms derived from different plant sources.

Figure 2: Starches and the various crystal forms are derived from different plant sources. (Left) Cereal (A-type starch) sago, wheat, and corn. (Middle) Tuber (B-type starch) potato, tapioca, and water chestnut. (Right) Bean (C-type starch) kidney bean, pea, and mung bean
Investigations have been conducted on synthetic starch to improve its compatibility with synthetic polymers and to enhance its material characteristics. The chemical grafting of synthetic polymers onto starch can address the limitations of both substances, such as the poor biodegradability of synthetic materials and the weak mechanical properties of starch [28]. Starch can act as a functional filler in its granular form or can be destructured for integration with synthetic polymers [29]. Research has been undertaken on modifying the surfaces of starch granules with synthetic chains through urethane bonding to create thermoreversible networks [30]. Additionally, synthetic amyloses have been generated using potato phosphorylase to function as calibration standards in gel chromatography for the molecular weight evaluation of starches, offering advantages over dextran fractions due to their uniform molecular size and Poisson-like distribution [31]. These modifications and different types of synthetic starch open up new applications and improve analytical methods for materials derived from starch. Table 1 tabulated the presence of sources for starch and their granular form [32–35] while Fig. 3 presents Scanning Electron Microscopy (SEM) images of granular starches: (a) potato, (b) corn, (c) wheat, and (d) rice.


Figure 3: SEM images of granular starches: (a) potato, (b) corn, (c) wheat, and (d) rice. [Adapted with Permission from Ref. [36]. Copyright© 2019 MDPI.]
3 Plant-Based Starch Extraction Process
Starch extraction entails isolating starch granules from plant tissues, beginning after obtaining raw materials from different plant-based starch sources such as corn, potatoes, and beans, which are thoroughly cleaned to eliminate contaminants. After cleaning, these materials are either crushed or processed through wet milling to form a slurry. This involves grinding and soaking in water to soften the tissues and release the starch granules. The slurry then goes through several processing stages. Initially, it is filtered and separated, followed by desanding and desilting processes to ensure its purity. The resulting purified starch solution, resembling milk, is subjected to further concentration and refinement before being dehydrated and dried to produce both wet and dry starch. In the final steps, the starch is filtered to achieve a consistent powder texture and then packaged for distribution, leading to the preparation of starch powder or finished products for various uses. The resulting mixture is then centrifuged or filtered to isolate the starch from the fibers and proteins found in the plant. This mixture is rinsed and dried further to obtain pure starch (Fig. 4). Starch extraction is the initial and most critical stage, influencing not only yield and purity but also the calorific potential of the final material. The preservation of the native starch structure during extraction directly determines its carbon retention and thermal response, both of which are important parameters in calorimetric evaluation. Extraction methods such as conventional wet milling, alkaline treatment, enzymatic wet milling, and ultrasound-assisted processes each impart distinct changes to molecular structure, affecting subsequent combustion energy and heat release characteristics of starch-based composites which directly influences the quality and application of starch across different industrial sectors [37–40].

Figure 4: A comprehensive flowchart illustrating the starch production process from plant-based starch materials. [Adapted with permission from Ref. [1]. Copyright © 2019 Springer Nature.]
Conventional wet milling can achieve starch purity levels of up to 99.5%, whereas enzymatic methods sustain structural integrity and offer improved yields, lower energy consumption, and reduced wastewater production [1]. Traditional extraction methods utilizing water, NaOH, or sodium metabisulfite can be applied to fresh and dried plant seeds, with water extraction from fresh seeds yielding the best results. To optimize these processes, it is essential to integrate experimental design, precise modeling, and collaboration across different fields [41]. Recent innovations include the combination of starch extraction and protein recovery, illustrated by the use of a buffer solution in Pachyrhizus ahipa roots, which facilitated protein extraction while having minimal effects on starch yield or properties [42]. These advancements contribute to the growing market for modified starches in food texturizers and bio-plastics [1].
A modified lab-scale wet milling procedure was used to process 1 kg of corn (Table 2). The corn was steeped in 2 L of water with 0.2% sulphur dioxide (from sodium metabisulfite) and 0.5% lactic acid for 24 h at 52°C. After draining the steepwater, the kernels were coarsely ground with fresh water, and the germ was separated by flotation and sieving. The remaining slurry, containing starch, fiber, and gluten, was finely milled and allowed to settle. Fiber was removed using a 270-mesh screen and washed thoroughly to recover adhering starch and gluten. After a second settling, gluten and starch were separated using a starch table and the starch was dried overnight. Moisture and solids contents of steepwater, germ, fiber, starch, and gluten slurry were determined using the standard air oven method (AACC Method 44-18) [43].

The described procedure represents a wet extraction method for isolating starch from cassava roots from recent study [45]. In this process, cassava roots are first cleaned, peeled, and cut into approximately 1 cm cubes. These cubes are then blended at high speed for 5 min to form a pulp, which is suspended in water at a ratio of 1:10 (w/v). The mixture is stirred for 5 min and filtered through a double layer of cheesecloth to remove fibrous residues. The filtrate is left undisturbed for 2 h to allow the starch to settle, after which the clear supernatant is carefully decanted. The resulting sediment is loosened and re-suspended in water using the same ratio as before, stirred again for 5 min, and re-filtered through the double cheesecloth. After a second 2-h settling period, the supernatant is discarded once more. Finally, the starch sediment is washed thoroughly and dried in an oven at 65°C for 12 h.
In contrast [46], methodology involves peeling, chopping, grinding with water for five minutes, followed by filtration, decantation and a significantly shorter drying time for one hour at 55°C, yielding 25% starch. Additionally, flour preparation involved peeling, grating and drying at 55°C for 24 h prior to milling. These process variations directly influenced yield, whereby starch extraction yielded 25%, flour from fresh cassava yielded 40%, and flour after starch extraction was 12%. These differences in operational parameters, particularly in drying temperature, drying duration, and sedimentation time, not only affect starch recovery efficiency but also the physicochemical quality of the final product.
The extraction of rice starch from rice flour uses an alkaline steeping method with sodium hydroxide (NaOH), as demonstrated in Fig. 5 Initially, rice flour was mixed with 0.10%–0.18% NaOH and steeped for 18 h. This step facilitates the breakdown of protein and other non-starch components. After resting, the mixture is shaken thoroughly to ensure uniform dispersion, followed by filtration to remove coarse particles and impurities. The resulting slurry is then subjected to centrifugation to separate the solid and liquid phases, where the supernatant is discarded. The sediment obtained is further purified by treating it with a higher concentration of NaOH solution (0.10%–0.30%), and this process is repeated twice. Each treatment is followed by centrifugation, with the supernatants discarded after each step to remove solubilized impurities. The starch-rich precipitate is then suspended in water and centrifuged again, also twice, to wash away any remaining NaOH or contaminants. The supernatants from these steps are similarly discarded. Finally, the cleaned starch precipitate undergoes a drying process to remove moisture, yielding purified rice starch as the end product. This multi-step procedure ensures the efficient removal of proteins and other non-starch materials, resulting in high-purity rice starch suitable for food or industrial use.

Figure 5: Flowchart of the alkaline extraction process for rice starch from rice flour. [Adapted with permission from Ref. [47]. Copyright © 2025 John Wiley and Sons.]
Early efforts to improve corn wet-milling efficiency explored the integration of enzymatic techniques, as reported in [48,49]. These studies laid the groundwork for combining protease-assisted extraction with traditional milling to enhance starch yield and reduce chemical inputs. Building on this foundation, enzymatic wet-milling methods have been developed to improve process efficiency and sustainability. One such approach, discussed in [48], involves the incorporation of protease enzymes, particularly bromelain, into the traditional wet-milling process to reduce steeping time and lower sulphur dioxide (SO2) usage. This study bridges two distinct methods which are wet milling and enzymatic extraction. By adding proteases, the process improves protein breakdown, which enhances starch release from the corn endosperm.
This hybrid approach can inspire similar enzyme-assisted wet milling techniques in other plant sources like rice, sorghum, or cassava. Reducing SO2 concentration from 2000 to 600 ppm significantly lowers chemical load and environmental impact. Steep time was reduced from 36 to 6–12 h, which has implications for energy savings and industrial efficiency (Table 3). Drying temperature significantly affects starch characteristics. The elevated drying temperature of corn grains to 120°C led to a higher gelatinization temperature of the extracted starch [50]. In a similar study [51], discovering that drying corn at 130°C caused partial gelatinization of the starch granules, which ultimately decreased the extraction yield, starch purity, and gelatinization enthalpy.

For instance, the optimized enzymatic wet-milling (E-milling) process is described as illustrated in Fig. 6. It begins with grain cleaning and hydration. The corn kernels are initially cleaned to eliminate any debris and foreign substances. After cleaning, the kernels are soaked in water at around 50°C, with a low level of sulphur dioxide containing 600 ppm for about 6 h. This hydration step softens the germ and prepares the endosperm for efficient milling without the extended steeping time used in conventional methods. This is followed by coarse grinding in which the hydrated kernels are milled to break the germ and disrupt the endosperm structure. The resulting slurry then undergoes protease incubation, where enzymes such as bromelain or commercial protease are added. This enzymatic treatment is carried out at around 50°C and pH 4.0–4.5 for about 3 h. During this step, the protease enzymes break down the protein-starch bonds in the endosperm, promoting the release of starch granules.

Figure 6: Process diagram of corn E-milling
Next, germ separation is performed using hydro-cyclones, which exploit density differences to isolate the lighter germ fragments. The overflow streams from this step can be recycled back to the enzymatic reactor to maximize starch recovery. Following this, fiber and gluten separation is conducted. The fiber is removed by screening and typically dried to produce corn gluten feed. The remaining slurry which contains protein and starch undergoes centrifugation to separate the gluten which is dried into corn gluten meal. The final phase is starch washing and recovery, where the starch-protein slurry undergoes 10–12 stages of counter-current washing using hydro-cyclones or centrifuges. This yields a high-purity starch fraction (often >99% purity). The process concludes with the collection of products and co-products, including purified starch, germ, fiber, gluten, and steepwater solubles. Compared to traditional wet milling, the E-milling method offers faster throughput, reduced sulfur dioxide usage, and comparable or improved starch yield making it more environmentally and economically favourable [49,51].
3.5 Ultrasound-Assisted Wet Milling
According to study [50], ultrasound has become a non-thermal approach for extracting or altering different compounds from plant materials. It involves sound waves that have frequencies greater than 16 kHz, which are above the hearing range of humans. Three categories of ultrasound namely power ultrasound, high-frequency ultrasound, and diagnostic ultrasound with frequency ranges of 20–100 kHz, 100 kHz–1 MHz, and 1–500 MHz, respectively. Power ultrasound is primarily utilized in various food processing applications, including extraction, homogenization, filtration, enzyme inactivation, and microbial decontamination [52].
In addition, a laboratory-scale wet-milling process enhanced by ultrasound, focusing on the yield, purity, and characteristics of corn starch were investigated [51]. The optimal starch yield was achieved with a 32 h steeping time and 0.05% (w/w) SO2. The ultrasound treatment was applied for 15 min at a power of 200 W, using a solid-to-liquid ratio of 1:1 (g/mL) in the slurry. Under these optimized conditions, the starch yield increased by approximately 10% with ultrasound-assisted wet milling (68.96%) compared to conventional wet milling (62.48%). The purity of the extracted starch remained unchanged. Characterization by XRD, particle size analysis, SEM, and Differential Scanning Calorimetry (DSC) indicated no significant differences in granule morphology, crystalline structure, or thermal behavior between starches obtained by both methods. However, starch obtained through ultrasound-assisted wet milling showed reduced yellowness, increased peak viscosity, comparable thermal characteristics, and improved viscoelastic properties compared to that extracted by conventional wet milling.
Conventional wet milling achieves high starch purity but remains energy intensive and environmentally unsustainable. Wet extraction offers a simpler and chemical free alternative however, it is limited by long sedimentation and drying times which restrict industrial throughput. Alkaline extraction enhances protein removal and purity, but it also raises environmental and safety concerns due to the generation of chemical waste. In contrast, enzymatic wet milling stands out as the most balanced approach combining high efficiency, environmental sustainability, and industrial adaptability through reduced SO2 and energy use. Ultrasound-assisted extraction represents the most advanced sustainable innovation offering superior yield and eco-efficiency however, it still requires optimization for large-scale or continuous operations. Overall, enzymatic and ultrasound-assisted methods mark the future direction for sustainable starch extraction technologies. Table 4 presents the various methods of starch extraction.

4 Structural Modification of Plant-Based Starch
The most basic form of starch is directly extracted from plants without any modifications. This type of native starch is often used in straightforward composite applications where some performance limitations can be accepted. However, its properties may need enhancement through modifications to achieve better performance in composites. Nevertheless, composites based on native starch often show insufficient mechanical properties and moisture resistance [53]. To address these issues, researchers have explored various approaches such as modifications of starch [53]. Starch characteristics and structure, which differ based on its origin source, significantly influence its effectiveness as a binder [12]. To enhance its functional properties, modification such as cross-linking, esterification, or oxidation can be applied. Altering the structure of starch is crucial for enhancing its resistance to moisture and mechanical stress, as well as for adjusting its thermal and caloric characteristics. Such modifications enhance thermal stability, mechanical performance, and moisture resistance, thereby making it more suited for biocomposite applications.
Recent research has explored modifications in cross-linking plant-based starches to enhance their properties for biocomposites. The use of environmentally friendly agents like 1,2,3,4-butane tetracarboxylic acid (BTCA) and malonic acid for cross-linking has been shown to reduce moisture absorption and improve the mechanical properties of starch-derived composites [54,55]. Sodium trimetaphosphate (STMP) has been utilized in reactive extrusion to crosslink blends of starch and oat hulls, which improves interfacial bonding in polylactic acid (PLA) composites [56]. Different modifications of starch lead to varied effects on composite properties, with cross-modification increasing toughness and single-modification enhancing tensile strength [57]. The effectiveness of cross-linking can differ depending on the starch type, as potato starch shows a higher reactivity than corn starch [55]. These modifications present promising approaches for developing biodegradable composites with improved mechanical properties and moisture resistance.
Esterification of plant-based starch has proven effective in enhancing the performance of biocomposites. The dry esterification of corn starch using maleic anhydride has been found to increase the compatibility and mechanical properties of starch/polylactic acid composites [58]. A sustainable approach that utilizes lipase, microwave heating, and imidazolium surfactants achieved high levels of substitution during the esterification of corn starch, resulting in greater hydrophobicity and thermoplasticity [59]. Composites made from esterified starch and natural rubber exhibited better thermal stability and mechanical properties compared to pure natural rubber [60]. Cross-modifying starch enhanced the toughness of the composites, whereas single modification resulted in higher tensile strength in starch-sisal fiber composites. Composites made from oxidized esterified starch showed the highest toughness, whereas those from esterified starch exhibited the greatest tensile strength [57]. This moderation in oxidative degradation leads to higher retained energy output under bomb calorimetric analysis, indicating more efficient combustion compared to unmodified starches.
The oxidation modification of plant-based starch has demonstrated encouraging results in improving biocomposites. Modified oxidized starch enhances the thermal stability and interfacial interactions within blends of poly(propylene carbonate) and starch [61]. The cross-modification of starch particularly through oxidized esterified starch, significantly increases the toughness and mechanical characteristics of biodegradable composites [57]. The introduction of cellulose nanocrystals during the oxidation of starch enhances the film-forming abilities, water resistance, and air permeability of oxidized starch mixtures [62]. Oxidized corn starch shows improved strength in both dry materials and gels, making it appropriate for use in adhesives for paper and cardboard manufacturing [63]. These modifications change the functional groups, crystallinity, and micro-structure of starch, resulting in better performance of the composites. In summary, the oxidation modification of plant-based starch improves various attributes of biocomposites, rendering them suitable for a wide range of applications in packaging, adhesives, and sustainable materials. Table 5 summarizes the types of starch modifications along with their effects and benefits.

Modified starch biocomposites exhibit significant improvements in thermal and moisture stability due to particular chemical modifications. Many studies provide compelling evidence of enhanced performance. A study found that films produced from oxidized and cross-linked cassava starch exhibited a 2.39–4.59 times increase in tensile strength and a 3.36–3.72 times reduction in water absorption [64]. Study revealed that fiber-reinforced corn starch composites showed a 69.1% increase in tensile strength and improved thermal stability compared to native starch [65]. Systematically confirmed that the inherent limitations of native starch high hydrophilicity and inadequate environmental stability can be effectively mitigated through chemical modifications such as cross-linking, oxidation, and reinforcement techniques [66]. These modifications strengthen intermolecular bonds and reduce sensitivity to temperature and humidity changes, making starch biocomposites more suitable for advanced applications.
Starch modification is typically modified through using three primary approaches such as physical, chemical, enzymatic and genetic methods or combinations of these techniques [67]. The physical technique has gained significant interest due to its benefits, including the absence of chemicals, environmentally friendly practices, ensuring safety, and ease of implementation [68,69].
The heat moisture treatment (HMT) is widely used for enhancing the RS content of starch. It consists of subjecting starch granules to elevated temperatures while maintaining low moisture levels (15%–25%) for a designated duration ranging from 15 to 60 min [70]. In comparison to contemporary pre-gelatinisation methods, HMT requires significantly less energy, is straightforward to implement, and does not necessitate costly equipment [71]. By comparing with chemical methods, HMT is an environmentally sustainable and effective way to modify starch [72]. Numerous studies have applied HMT to process cassava [73], maize [74], potatoes [75,76], rice [77], and wheat [71].
For instance, HMT was also applied to corn starches at 30% moisture [78]. This treatment led to reductions in swelling factor (SF) and amylose leaching (AML), with the effects being more pronounced than those observed under annealing (ANN). Gelatinisation temperatures increased under HMT, and unlike ANN, the gelatinisation temperature range also widened. A decline in birefringence was observed, suggesting a disturbance in the crystalline structure of the starch. The Fourier Transform Infrared spectroscopy (FTIR) absorbance ratio (1047/1022 cm−¹), which indicates short-range molecular order, diminished under HMT treatment. In native (granular) starches, HMT increased levels of rapidly digestible starch (RDS), RS, and the expected glycaemic index (eGI), while reducing slowly digestible starch (SDS). In contrast in gelatinised starches, HMT led to a decrease in RDS and eGI but an increase in SDS and RS with these alterations being more pronounced than those triggered by ANN. These results indicate that HMT has a more significant effect than ANN on the structural reorganization and digestibility of starch, particularly in boosting RS content in gelatinised forms which may have critical implications for food functionality and nutritional quality.
A prior research conducted by Thomann et al. [74], native potato starch (NPS) went through modification through HMT at 15% moisture and 100°C for periods of 4 and 16 h. As a result, the starch exhibited partial disruption of its crystalline structure and an increase in particle size while maintaining surface integrity. When combined with mineral additives such as sodium, potassium, magnesium, and calcium ions, the modified starch showed adjustable pasting and swelling behaviours. Monovalent cations contributed to an increase in peak viscosity whereas divalent cations reduced it through ionic cross-linking. Starches subjected to HMT demonstrated lower gelatinization temperatures, enhanced water retention capacity, and improved enzymatic digestibility. These functional improvements make them well-suited for applications such as energy gels and clean-label food thickeners, particularly in products requiring mineral enrichment.
Similarly, the application of HMT-modified potato starch combined with sodium chloride (SC) and sodium tripolyphosphate (STPP) to improve the quality of gluten-free noodles made from potato starch [76]. The incorporation of salts during HMT led to significant alterations in starch granule morphology, including irregular shapes, partial gelatinisation, and the loss of double-helical structures and crystalline order. These structural changes, influenced by starch–ion interactions and altered water structure, resulted in higher pasting temperatures, reduced amylose leaching, and lower gelatinisation enthalpies and viscosities. Rheological analysis further showed improved heat and shear stability, with delayed granule disintegration during gelatinisation. Functionally, the HMT starch with added SC (HPS-SC) improved dough hardness and significantly enhanced noodle quality by reducing solid loss and breakage while improving texture and elasticity. Consistently, HMT applied to elephant foot yam starch resulted in elevated gelatinization temperatures and reduced gelatinisation enthalpy, illustrating how thermal behaviour is altered through granule restructuring [79].
Apart from that, a comparative analysis on the impact of HMT on normal and waxy potato starch under varying temperatures (up to 120°C) and low moisture content (25%) was studied [76]. HMT caused physical surface damage (indentations and cracks) while preserving granule integrity and did not significantly affect amylose content. It raised pasting temperatures, reduced peak viscosity, and decreased crystallinity and gelatinisation enthalpy. At 95°C, solubility and swelling power declined in NPS but increased in WPS. Importantly, digestibility improved RS content in NPS reached 73.0% at 120°C, while SDS in WPS reached 37.6% at 110°C, showing the effectiveness of HMT in modulating functional and nutritional starch properties depending on amylose content and processing conditions.
In summary, HMT on starch is greatly influenced by treatment parameters such as moisture content (usually between 15%–25%), temperature (120°C–130°C), and treatment duration (from 15 min up to 16 h). These factors cause significant structural changes including damage to the granule surface, aggregation, loss of birefringence, and disruption of crystalline and double-helical arrangements. Occasionally, HMT can lead to biphasic gelatinisation and the creation of new helical structures, especially in waxy maize and potato starches. These microstructural changes result in important alterations in functional properties such as higher gelatinisation temperatures, less amylose leaching, improved water retention, and adjustable pasting behaviours, thereby enhancing the starch’s thermal stability and digestibility. Therefore, optimising HMT conditions is essential for customising starch structure and functionality to fulfil particular formulation requirements.
ANN is a method used to physically modify starch via thermal treatment with water over a controlled duration. The temperature during heating is kept below the gelatinization point while remaining above the glass transition temperature. This process relies on water and thermal energy without the incorporation of any chemical reagents. Consequently, annealing is recognized as a sustainable and economical approach [80].
An example from studies, potato starch was treated with water in a 1:2 (starch:water) ratio and incubated at 60°C for a duration of 24 h [81]. This process enhances the molecular mobility within the granules, leading to a more ordered crystalline structure. Annealed potato starch was observed to exhibit reduced solubility (17.31%) and lower water vapour permeability compared to films made from native starch. Films developed from ANN-modified starch also showed increased elongation at break (9.36%), indicating improved flexibility. These modifications enhanced the film-forming characteristics of potato starch, increasing its suitability for use in biodegradable packaging applications.
Apart from that, a research presents an interesting combination of findings on the effects of annealing on starches. A study with varying amylose content found that annealing reduced swelling power, solubility, and crystallinity, while increasing pasting temperature and enzymatic susceptibility [82]. Notably, low-amylose starches showed an increase in setback despite overall reductions in peak and final viscosities. In contrast, the examined wheat starch granules discovered that annealing improved pasting viscosity across both starch types with a concentration-dependent variation in performance [83]. This suggests that while annealing can decrease certain properties in starch, it simultaneously enhances the structural integrity and functionality of wheat starch, demonstrating its potential for tailoring starch behaviour in various applications particularly where viscosity control is crucial.
4.1.3 Pre-Gelatinization Starch
Pre-gelatinized starch (PGS) is a physically modified starch produced through the combined application of heat and mechanical shearing. The process involves heating the starch sufficiently to disrupt its granular structure [84]. PGS can absorb water and swell in cold water, enhancing its viscosity and achieving desired paste and thickening qualities [85]. Commonly used techniques for producing PGS include drum drying, roll drying, extrusion, and spray drying [86]. While drum drying and extrusion yield flaky or thread-like forms that require further processing such as pulverization and sieving to obtain a powder, spray drying offers a more efficient and direct approach for powder production [87]. Moreover, spray drying is noted for its reproducibility and effective control over particle size distribution.
For example, research has proven that spray-dried rice starch demonstrates excellent flowability and a superior capacity to swell [83]. In the research conducted, pre-gelatinization was utilized to modify the characteristics of rice starch [88]. This process comprised three main stages which are premixing, gelatinization, and spray drying. During the premixing stage, rice starch was blended with various hydrocolloids including pectin, xanthan gum, sodium alginate, and ι-carrageenan. The mixtures of rice starch and hydrocolloids were then gelatinized by heating in water which caused the starch granules to swell, break apart, and lose their crystalline form. This was followed by spray drying, a technique that quickly removes moisture and converts the gelatinized starch into a dry powder with altered characteristics. The resulting pre-gelatinized rice starch with hydrocolloids displayed concave granular shapes and an amorphous structure, signifying complete gelatinization. Furthermore, pre-gelatinized rice starch showcased improved cold paste viscosity, particularly with the inclusion of xanthan gum and ι-carrageenan as well as enhanced swelling power, solubility, and rheological properties [88].
Comparable studies have illustrated how pre-gelatinization through spray drying and extrusion can substantially change starch properties for specific functional applications. For instance, research investigated the physicochemical properties of sweet potato starch after undergoing spray drying and extrusion techniques [89]. The spray-dried sweet potato starch exhibited agglomerates formation, a reduction in mean granule size from 16.5 to 14.1 μm, and a decrease in crystallinity from 25.3% to 22.6%. Additionally, there was a minor reduction in amylopectin molecular weight and an increase in final viscosity with a reduced enthalpy change, suggesting partial gelatinization [90]. This type of starch is better suited for applications that require higher viscosity. Conversely, extrusion resulted in a complete loss of crystalline structure and a substantial reduction in amylopectin molecular weight, indicating fully gelatinized state. The starch obtained from extrusion displayed important changes in pasting behaviour and had a very low cold viscosity, making it ideal for formulations that need rapid solubility and low viscosity. These results reinforce the idea that physical modification methods like spray drying and extrusion can be effectively utilized to customize starch functionality for targeted industrial purposes.
Acetylation modification involves replacing hydroxyl groups with acetyl groups, usually through esterification using isopropenyl acetate as an acyl donor and an ionic liquid (EmimOAc) as both solvent and catalyst [91]. The characteristics of starch or flour modified through acetylation are markedly affected by several factors including the degree of substitution (DS) and treatment parameters such as the source of starch, type of reagent, pH level, temperature, and duration of the reaction [92–94]. This modification has been shown to improve properties such as swelling ability, paste clarity, and resistance to retrogradation in starch. Acetylated starch is especially advantageous for products that are likely to lose quality during processing or undergo retrogradation. It also offers enhanced thickening properties in various food applications [95].
Acetylation is a substitution reaction where the hydroxyl groups (–OH) of starch are partially replaced by acetyl groups (–OCOCH3), typically using acetic anhydride or vinyl acetate under mild alkaline conditions. The introduction of these acetyl groups reduces hydrogen bonding between starch chains, increasing flexibility and enhancing hydrophobicity, film-forming ability, and moisture resistance. This modification also decreases the gelatinization temperature and improves the compatibility of starch with hydrophobic polymers in biocomposites and adhesives. Reaction equation of acetylation modification as shown below:
Recent studies have highlighted the impact of acetylation on various starch sources. For instance, one study [96] examined the effects of acetylation on the physicochemical characteristics and microbial content of cassava (Manihot palmata) starch extracted using the wet method. The results indicated that acetylation significantly altered the starch properties, suggesting potential applications in food and industrial processes. The acetylation procedure employed acetic anhydride at different concentrations, which led to a substantial improvement in starch yield which rose from 41.56% for native cassava starch (NCS) to 89.44% for acetylated starch at the first concentration (ACSI) and 89.92% at a higher concentration (ACSII). The primary observations indicated a reduction in pH, moisture content, gelatinization temperature, as well as browning and charring potential after the acetylation process.
In contrast, acetylation affects surface-modified tapioca starch through the use of enzyme and alcohol-enzyme pre-treatments [92]. Significant indicators of acetylation revealed an increase in Acetyl Content (Ac%) and degree of substitution DS, the acetylated starch showed 0.67% Ac and 0.03 DS whereas the enzyme-acetylated and alcohol-enzyme-acetylated starches displayed 1.13% Ac (0.04 DS) and 1.76% Ac (0.07 DS) respectively. Furthermore, FTIR spectroscopy analysis validated the presence of acetyl groups by showing specific peaks and thermal assessments indicated a decrease in gelatinisation enthalpy while preserving A-type crystallinity.
Esterification involves the reaction of the hydroxyl groups on the starch backbone with carboxylic acids or their derivatives (acid chlorides, anhydrides, or esters) to form starch esters. This reaction is a type of condensation reaction and plays a crucial role in organic chemistry for synthesizing a variety of compounds utilized as flavors, fragrances, solvents, and materials such as polyesters. Depending on the reactant, the substituent group (R) can range from short (acetyl, succinyl) to long hydrophobic chains (lauryl, stearyl). This reaction typically occurs under acidic or catalytic conditions, sometimes assisted by solvents or microwave irradiation. The resulting starch esters exhibit enhanced thermal processability, improved hydrophobicity, and better interfacial adhesion in composite matrices making them valuable in coatings, adhesives, and biodegradable plastics [97,98]. Reaction equation of esterification modification as shown below:
The mechanism begins with the protonation of the carboxylic acid carbonyl oxygen, which increases the electrophilicity of the carbonyl carbon, making it more susceptible to nucleophilic attack [99]. The alcohol then attacks this electrophilic carbon, forming a tetrahedral intermediate. In this intermediate, a proton transfer occurs, converting one of the hydroxyl groups into a better leaving group. Subsequently, water is eliminated, forming a protonated ester, which then deprotonates to yield the neutral ester product. This reaction is reversible and removing water from the reaction mixture favors ester formation [100]. Esterification is widely used in chemical modification of polymers such as starch, to enhance hydrophobicity and stability, as well as in the synthesis of polyethylene terephthalate (PET) and biodiesel through transesterification [101].
Starch cross-linking facilitates the formation of covalent bonds, enhancing hydrogen bonding within starch granules. This modification leads to intensified molecular interactions and a corresponding reduction in the mobility of polymer chains. Consequently, such alterations significantly bolster the granules resistance to thermal exposure, acidic conditions, and mechanical stress. Therefore, crosslinked starch is highly suitable for application in processed food products [102]. Various cross-linking agents commonly used for starch include phosphorus oxychloride (POCl3), STPP, STMP, sodium hexametaphosphate (SHMP), epichlorohydrin (EPI), citric acid, and adipic acid [103–105]. Reaction equation of cross-linking modification as shown below:
According to the research, cross-linked porous starch (CPS) was developed to improve the structural and functional attributes of native porous starch (PS) [105]. The cross-linking process utilized chemical treatment with STMP, which led to the formation of covalent bonds among starch chains. This modification resulted in a rise in thermal decomposition temperature indicating enhanced thermal stability of the starch granules. CPS also displayed greater absorption capacities for water and oil compared to unmodified PS. Moreover, there was a reduction in solubility and swelling power, aligning with the restricted movement of starch chains due to cross-linking. Despite these modifications, analysis on XRD revealed that the crystalline structure of PS remained unchanged, though the order and double helix structure were somewhat reduced. These findings indicate that cross-linking improves the stability and adsorption capabilities of porous starch, which was more appropriate for applications that require heat resilience and moisture or oil retention.
Similarly, in a study on tapioca starch modified with STMP [106], the degree of substitution increased as the amount of the cross-linking agent was raised. These findings suggest that the extent of modification in starch can be effectively controlled by adjusting the concentration of the cross-linking reagent, which has important implications for tailoring starch properties. Although the modified starch particles formed an aggregated mass structure, the mean particle size remained consistent at around 17 μm, regardless of the amount of cross-linker used. FTIR and XRD analyses demonstrated that the starch esterification with STMP introduced new phosphate groups, enhancing the phosphoric acid content in the starch, while maintaining the A-type crystalline structure unchanged.
Oxidized starch is produced through the reaction of native starch with an appropriate oxidizing agent [107]. Oxidation is a commonly utilized chemical modification method that enhances the functional attributes of starch by altering its functional groups. This process can be conducted using various agents, including sodium hypochlorite (NaOCl) and hydrogen peroxide (H2O2). Reaction equation of oxidation as shown below:
During the oxidation process, hydroxyl groups are initially transformed into carbonyl groups, which are subsequently converted into carboxyl groups. This transformation primarily occurs at the C2, C3, and C6 positions of the starch monomer. The modifications in properties resulting from chemical alteration are significantly impacted by the positioning of the hydroxyl groups and the glycosidic bond in starch. As a result, oxidized starches often showed lower viscosity, swelling power, retrogradation tendency, and pasting temperature [108].
For instance, starch can be oxidized without generating ecotoxic chlorinated by-products by utilizing a commercial homogeneous binuclear manganese catalyst ([MnIV2(μ-O)3(tmtacn)2][(CH3COO)2] (Mncat), with tmtacn = 1,4,7-trimethyl-1,4,7-triazacyclononane), and H2O2 as the oxidant (Fig. 7). While various oxidation processes that employ H2O2 and other catalysts (primarily iron-based) have been explored, they often necessitate high concentrations, and the starch pasting characteristics did not reach the level of those obtained through NaOCl oxidation. Notably, starch granules can be oxidized at ambient temperature with 0.0021 mol% Mncat and 1 wt.% H2O2, resulting in starch with properties (DSCOOH, yield, pasting properties) comparable to those achieved via NaOCl oxidation. This catalytic oxidation of starch, using a metal catalyst abundant in nature at parts-per-million loadings were commonly found in detergents, highlights the potential for developing a more sustainable approach to producing oxidized starches [109].

Figure 7: A comparison of the common starch oxidation process utilizing NaOCl and the method which employs the homogeneous catalyst with H2O2. [Adapted with Permission from Ref. [109]. Copyright© 2025 Royal Society of Chemistry.]
4.3 Enzymatic and Genetic Modification
4.3.1 Enzymatic Hydrolysis and Debranching
Isoamylase, a widely used debranching enzyme, is crucial for cleaving α-1,6-glycosidic linkages in starch under mild conditions to ensure optimal activity [110]. In this procedure, approximately 20–30 mg of branching enzyme-treated starch was mixed with 1.0 mL of 10 mm sodium acetate buffer (pH 5.3), and 20 μL of isoamylase was added. The mixture was stirred at 800 rpm and incubated at 40°C for 24 h, with enzyme inactivation achieved by heating at 90°C for 30 min. This systematic approach provides a reliable framework for conducting enzymatic debranching under controlled laboratory settings.
The enzymatic modification of starch involves precise cleavage and rearrangement of glycosidic bonds, significantly altering its molecular structure and functional properties. Research shows that enzymes such as α-amylase, β-amylase, pullulanase, and isoamylase specifically target specific bonds within starch molecules [111,112]. These enzymatic modifications directly influence starch attributes including molecular weight, branching, solubility, and digestibility [113]. The modification process can be tightly controlled, as factors such as enzyme concentration, pH, temperature, and reaction duration affect the final product’s characteristics [114]. This approach is considered environmentally friendly and offers alternative to chemical modification techniques, achieving precise structural changes while generating minimal unwanted by-products.
Genetic modification enables targeted upstream control of starch biosynthesis by targeting crucial enzymatic pathways within the amyloplast. A variety of studies support this approach, demonstrating that specific gene mutations, such as those in Granule-Bound Starch Synthase (GBSS) and Starch Branching Enzyme II (SBEII), can significantly affect starch composition and functionality [115,116]. For instance, employing CRISPR/Cas9 to suppress GBSSI can produce waxy starch with minimal amylose content, while decreasing SBEII raises amylose levels and crystallinity. These modifications provide researchers with unmatched authority over the molecular structure of starch, enabling the creation of starches with enhanced properties such as greater paste clarity, decreased retrogradation, and improved thermal stability. The evidence indicates that genetic modification directly affects bio-synthetic enzymes, offering a more precise strategy than methods that rely on post-synthetic modifications.
The significance of enzymatic debranching extends to the enhancement of starch properties [117]. This research explored the combined effects of extrusion and enzymatic debranching on corn and potato starches at various concentrations (10%, 15%, and 20%). The treatment notably raised amylose content to approximately 90% in all samples, resulting in predominantly short-chain amylose and a B-type crystalline structure with relative crystallinity exceeding 37%. These changes lead to improved thermal properties, with a gelatinization temperature range of 80°C–125°C. The process also resulted in significant levels of SDS and RS, emphasizing that high substrate concentrations during enzymatic debranching can enhance starch’s nutritional profile and reduce digestibility, paving the way for industrial applications.
The enzymatic debranching process, facilitated by enzymes such as pullulanase and isoamylase, specifically targets branching points within amylopectin chains. This targeted cleavage yields linear short-chain glucans and induces substantial modifications in starch properties including digestibility, molecular weight, solubility, and viscosity characteristics [118]. As starch debranching enzymes (SDBEs) like isoamylase and pullulanase work synergistically, they significantly boost productivity and efficiency in starch processing techniques such as saccharification and modification. Their distinct substrate specificities play a crucial role with pullulanase requiring at least two α-1,4-linked glucose units on two sugar chains linked by α-1,6 bonds, while isoamylase necessitates at least three such units [119].
Pullulanase is particularly crucial in hydrolysing α-1,6 glucosidic linkages in starch and related polysaccharides. This action permits a thorough conversion of branched polysaccharides into fermentable sugars during the saccharification process used in glucose production. The industrial glucose manufacturing process generally entails two enzymatic steps which is liquefaction through α-amylase after gelatinization, followed by saccharification, where pullulanase aids in achieving higher glucose concentrations with less glucoamylase, thus preventing reverse reactions that could synthesize saccharides from glucose [120].
Recent insights into enzymatic modification using β-amylase (BA) and branching enzyme (BE) provide practical strategies for enhancing starch functionality, particularly in minimizing retrogradation. A study on waxy rice starch revealed the importance of enzyme application sequence by treating starch with BA followed by BE (BA+BE) resulted in the most pronounced reduction in retrogradation, as indicated by a decrease in setback viscosity from 272 to 4 cP [121]. This method also increased the quantity of short A- and B1-chains while decreasing longer B2- and B3-chains, modifications that hinder the formation of double helices and crystallinity. Over a period of 21 days at 4°C, the rice starch containing 20% BA+BE-modified starch exhibited negligible increases in relative crystallinity, reinforcing the potential of enzymatic treatments to enhance starch stability and functionality.
Beyond enhancing starch composition, genetic engineering techniques have been instrumental in improving the nutritional profile of potato tubers. By manipulating key genes involved in carbohydrate metabolism, carotenoid, anthocyanin biosynthesis, and glycoalkaloid pathways, several transgenic lines have been developed. These modifications have resulted in increased vitamin content, reduced levels of harmful glycoalkaloids, improved flesh color, and better chipping quality. As the field of genetic modification progresses, CRISPR/Cas9 genome-editing technology has emerged as a non-transgenic alternative, offering the ability to make precise, targeted modifications with fewer regulatory concerns [122].
Recent research highlights the potential of CRISPR/Cas9 in this domain, particularly in the development of novel waxy rice varieties through the editing of the Waxy (Wx) gene. A study successfully produced four Wx mutant lines with varying physicochemical characteristics, including very low amylose content (ranging from 0.26% to 1.78%) and improved gel consistency [123]. Notably, these mutants showed an increased proportion of short amylopectin chains (DP 6-11) while exhibiting stability in overall gelatinization temperature and amylopectin fine structure. Fig. 8 illustrated the targeted disruption of the Wx gene using the CRISPR/Cas9 system, leading to small insertions or deletions that significantly reduce amylose content in edited rice lines. This underscores the ability of CRISPR/Cas9 to facilitate targeted manipulation of starch composition without compromising the overall structural integrity of the starch. The findings from this research not only complement earlier transgenic strategies applied in potato and other staple crops but also reinforce the growing significance of CRISPR-based approaches in customizing starch functionality across various agricultural applications.

Figure 8: Editing of the SD1 and Wx genes was precisely conducted using the CRISPR/Cas9 system. (A) A diagram illustrating the gene structure and targeted sites of the SD1 and Wx genes. Introns and exons are represented by black lines and rectangles, respectively, with PAM sequences marked in red. (B) The double mutations of sd1 and wx present in the edited T1 lines. (C) The sd1 single mutation observed in the edited T1 lines. (D) The wx single mutation found in the edited T1 lines. Red indicates the deletions and insertions, while the PAM sequences are highlighted in green. [Adapted with permission from Ref. [124]. Copyright © 2025 Frontiers.]
When evaluating modification techniques, distinct trade-offs emerge among chemical, enzymatic, and physical approaches. Chemical modification, including acetylation, oxidation and cross-linking, effectively enhances mechanical and thermal properties by forming strong covalent bonds. However, these reactions often require hazardous reagents and generate chemical waste, raising environmental and cost concerns that limit industrial scalability. Enzymatic modification in contrast, offers a more sustainable and selective pathway that operates under mild conditions with minimal by-products. Its main limitations are the high cost of enzymes, longer reaction times, and sensitivity to processing conditions. Physical methods such as heat moisture treatment and annealing are the most environmentally non-threatening and straightforward to apply, but typically yield less pronounced improvements in properties than chemical and enzymatic methods. Therefore, hybrid modification strategies that combine the molecular precision of enzymatic treatment with the cross-linking strength of chemical methods have recently emerged as promising solutions to achieve both performance and sustainability in starch-based biocomposites. Table 6 outlines the advantages and disadvantages of four types of starch modifications.

Chemical modification remains the most established approach for producing functional starch binders, while physical and enzymatic modifications are preferred for eco-friendly and sustainable processing. Genetic modification offers a promising frontier for precise starch tailoring but is constrained by regulatory and technical barriers.
5 Structural Characteristics of Plant-Based Starch
Composite created with added plant-based starch have garnered attention as eco-friendly alternatives to synthetic plastics. The characteristics of these composites are heavily influenced by the structural properties of starch derived from plants. Starches with lower crystallinity such as sweet potato starch form stronger bonds with natural fibers, resulting in improved mechanical properties. The presence of hydroxyl groups in starch molecules facilitates hydrogen bonding with fibers, contributing to increased composite strength [125]. However, these hydroxyl groups make starch-based films hydrophilic, a characteristic that can be mitigated by incorporating copolymers and fillers [126]. Reinforcing with fibers boosts the crystallinity and thermal stability of starch composites, enhancing mechanical properties like tensile strength and storage modulus [127]. Factors such as the composition of starch, the type of plasticizers, and processing conditions also play a crucial role in determining the final attributes of starch-based biocomposites [126]. The physical and structural features of plant-based starch starches play a crucial role in their effectiveness as binding agents and in their heating and caloric behaviors in composite materials. The composition of starch granules, their crystalline structure, and molecular arrangement affect not only mechanical and moisture characteristics but also energy content and burning characteristics.
Starch granules display a variety of shapes and sizes among different plant species, which is determined by their botanical origin, with starches rich in amylopectin usually exhibiting more uniform shapes compared to those rich in amylose ranging from 1–100 μm [128]. Their micro-structure features growth rings, blocklets, and both crystalline and amorphous lamellae [129]. The internal structure of starch granules is not uniform, varying from the hilum to the outer edges, which impacts characteristics such as enzyme digestibility [130]. Starch granules are primarily composed of amylose and amylopectin, though the intricate structure of amylopectin remains a topic of discussion [129]. The ratio of amylose to amylopectin significantly impacts the characteristics of the granules, with a higher content of amylopectin linked to greater crystallinity [131]. The morphology and size of granules are affected by the shape and length of the branch chains of amylopectin [130].
The micro-structure has a significant impact on starch characteristics such as its resistance to enzymatic breakdown, with potato starch demonstrating greater resistance compared to rice starch [132]. When hydrated, amorphous layers expand, leading to increased distances between layers. The outer shells and inner blocklets of starch granules exhibit variations in shape, crystallinity, and molecular features which collectively influence their overall properties [133,134]. Scattering techniques reveal that granules with the B-type allomorph have shorter inter-lamellar distances than those with the A-type allomorph, despite the former possessing longer amylopectin chain lengths [133]. The micro-structure of starch granules is quite intricate, necessitating thorough analysis to connect it with starch properties.
As illustrated in Fig. 9, the absorption bands present at approximately 3300–3600, ~2900, ~1150, and 1000–1100 cm−¹ across the three spectra suggest that all starches contain OH, C-H, C-O-C, and C-O functional groups, respectively. Moreover, the characteristic vibration of the C-O-C ring in starch leads to an absorbance peak roughly in the range of 700–900 cm−¹. The C-O bending related to the OH group results in an absorbance peak near 1648 cm−¹. In addition, the absorbance peak at 1415 cm−¹ indicates the presence of C-H symmetrical scissoring within the CH2OH moiety. The distinct CO2 peak at λ 2358 cm−¹ was seen in the potato starch infrared spectroscopy spectrum (Fig. 9), likely due to the measurement conditions employed. The FTIR analysis reveals that corn, cassava, and potato starches exhibit comparable chemical structures [135].

Figure 9: FTIR spectra of (Top) corn, (Middle) cassava, and (Bottom) potato starches. [Adapted with permission from Ref. [135]. Copyright © 2025 IOP Publishing.]
The shape and micro-structure of starch granules significantly influence the properties of biocomposites. Starch granules that are appropriately sized, non-clustered, or have a high-amylose content can improve the reinforcement in PLA composites [136]. In biocomposites films, non-granular starch may enhance structural and mechanical properties compared to granular starch. Starch nanocrystals, obtained through the controlled acid hydrolysis of native starch can strengthen polymer nanocomposites [137]. In biocomposite films made from gelatin and potato starch, the phase separation processes affect the size of starch granules and the qualities of the film. Nucleation and growth are predominant at starch concentrations of ≤30 wt.%, while spinodal decomposition happens at concentrations greater than 30 wt.% [138]. Modifying the surface of starch granules can improve their dispersion and reduce phase separation in composite materials. These findings provide insights into improving starch-based composites for various applications.
Starch obtained from plants in biocomposites exhibits complex crystallinity and structural features. Combinations of starch with poly(ethylene-vinyl alcohol) reveal phase separation and levels of miscibility, whereas starches containing amylose show complexation and crystallinity [139]. The addition of nanoclay to starch composites influences the formation of amylose crystallinity and its water retention properties, potentially generating novel structural entities through interactions among amylose, water, and clay [140]. Different starch varieties impact composites’ properties, with starches exhibiting lower crystalline indices like sweet potato starch, forming stronger connections with fibers and improving mechanical characteristics [141]. Incorporating fiber into cassava starch composites increases crystallinity and thermal stability while enhancing the bonding between the matrix and fibers. These indicate that the starch type, the quantity of fiber, and the presence of additives significantly influence the structural and functional qualities of biocomposites derived from plant-based starch.
Composites polymer with plant-based starch have attracted interest because of their renewable characteristics and biodegrading ability. Nonetheless, the natural hydrophilicity of starch due to its hydroxyl groups, presents difficulties for broader uses [97]. Examination of the surface structure shows variations in the compositions of bulk and surface in starch blends, influencing cell adhesion and growth [142]. Different approaches have been investigated to enhance hydrophobicity and mechanical characteristics such as using copolymers, fillers, and natural additives [125,143]. Blending starch with various bio-polymers like agar can modify crystalline structures and improve tensile strength and elongation at break [144]. Using natural-based plasticizers and modifiers along with maleated polypropylene treatment, has demonstrated the potential to enhance compatibility and strengthen composites [143]. These adjustments facilitate the creation of starch-based composites with customized mechanical characteristics and surface hydrophilicity for diverse applications such as packaging and biomedical sectors [142].
The starch gelatinization process in biocomposites significantly affects their structural features and overall performance. This process involves breaking hydrogen bonds and reducing the crystallinity of starch [144]. Different starch varieties require varying temperatures and water quantities for gelatinization which is high-amylose starches need more energy and water. In super-absorbent polymers derived from starch, the optimal conditions for gelatinization influence both the water absorbency and micro-structure [145]. When gelatinized starch is mixed with polymers like poly(L-lactic acid) or poly(ethylene-co-vinyl alcohol), it can act as a nucleating agent improving crystallinity and mechanical properties [146]. Adding plasticizers such as glycerol, can enhance the properties of these composites [144,146,147]. Typically, blends of starch and polymers exhibit phase separation, resulting in limited compatibility between the components and can form oriented structures when exposed to capillary flow [139].
Fig. 10 shows the dimensions of starch from granules to glucosyl units. (a) Maize starch granules viewed under polarized light exhibit the “Maltese cross,” signifying a radial arrangement within the granule. (b) An illustrative granule (polyhedral in this instance) featuring growth rings radiating from the hilum. (c) Blocklets in semi-crystalline (black) and amorphous (grey) rings. (d) Crystalline and amorphous lamellae are created by double helices (cylinders) and branched segments of amylopectin (black lines). Amylose molecules (red lines) are mixed in with the amylopectin molecules. (e) Three double-helical structures of amylopectin. Every double helix comprises two poly glucosyl chains, where the glucosyl residues are represented by white and black circles correspondingly. The double helices create A- or B-polymorphic crystals (A and B respectively, where the circles represent the double helices viewed from the side). (f) Glucosyl units exhibiting α-(1,4)- and α-(1,6)-linkages at the foundation of the double-helix. The bar scale (in nm) is merely an estimate to provide a sense of the size dimensions.

Figure 10: The illustration of starch structure from granules to glucosyl units. (a) Maize starch granules show a “Maltese cross”. (b) A polyhedral granule displays growth rings. (c) Semi-crystalline and amorphous blocklets. (d) Crystalline and amorphous lamellae from amylopectin. (e) Double-helical amylopectin structures. (f) Glucosyl units with α-(1,4)- and α-(1,6)-linkages. [Adapted with permission from Ref. [130]. Copyright © 2025 MDPI.]
The granule size and the amylose to amylopectin ratio significantly influence heat transfer during combustion. Starches with a higher amylose content typically have higher carbon concentrations and lower oxygen to carbon ratios, leading to higher calorific values and slower rates of oxidation. In contrast, starches rich in amylopectin decompose more quickly due to their more open branching structures resulting in lower heat-release efficiency. XRD analyses show that A-type crystalline starches (such as those from cereals) have greater thermal conductivity. In contrast, B-type and C-type structures (such as those from tubers and legumes) are noted for increased char formation and better thermal retention, which are advantageous for controlled energy release in calorimetric assessments [18–21]. The calorific efficiency of starch composites arises from the combination of their molecular structure and the way starch interacts with polymeric or fibrous reinforcements. Starches with high crystallinity when paired with bio-fillers like cellulose nanofibers, have demonstrated higher residual char yield and improved heat storage capacity, thereby reinforcing the potential of starch binders in energy efficient products such as thermal barriers, bio-insulators, and energy-recoverable composites.
6 Fabrication Process of Plant Based Starch Biocomposites
In the study of the synthesis of bio-inspired carbon nanodot-corn starch (CS/gCD) nanocomposite films was carried out for eco-friendly functional food packaging applications [148]. The process began with the synthesis of carbon nanodots (gCDs) using ginkgo biloba leaves, which served as a biomass-derived carbon source through a simple hydrothermal technique (Fig. 11). Once synthesized, the gCDs were characterized and subsequently incorporated into a corn starch matrix. The composite mixture was then processed using an extrusion technique to form nanocomposite films. Various concentrations of gCDs were tested to evaluate their influence on the film properties. The incorporation of gCDs significantly improved the mechanical strength, oxygen barrier capacity, and UV-blocking ability of the films. Additionally, the CS/gCD films demonstrated high antioxidant activity, effectively extending the shelf life of ω-3 oils. This study highlighted a sustainable and efficient fabrication approach for developing starch-based nanocomposite films with enhanced functional properties, suitable for environmentally friendly food packaging applications.

Figure 11: Processing steps involved in the fabrication of CS/gCD nanocomposite films for sustainable food packaging applications
Based on the studies [149], the fabrication process of the OCS-g-PAA/FSG/GLY liquid dust suppressant proceeds as follows. First, oxidized corn starch (OCS) is used as the primary matrix. The OCS is grafted with polyacrylic acid (PAA) through free radical graft polymerization, in which acrylic acid (AA) monomer reacts with starch under initiator conditions to grow PAA chains from the starch backbone (Fig. 12). Concurrently, Flaxseed gum (FSG) and glycerin (GLY) are incorporated via hydrogen bonding, acting as modifiers to enhance water retention and film flexibility. The optimal synthesis parameters such as AA-to-starch ratio, FSG and GLY content, initiator concentration, temperature, and reaction time are optimized using single-factor experiments. After the reaction, the product is formed into a liquid dust suppressant. The resulting formulation yields a consolidated layer with a hardness of 71.4 HA, retains water for 12 h at 60°C, demonstrates a dust loss rate as low as 1.96% under 12 m/s wind conditions, and achieves 96.82% water erosion resistance demonstrating effective performance as an environmentally friendly dust-control agent.

Figure 12: Processing steps involved in the fabrication of OCS-g-PAA/FSG/GLY liquid dust suppressant through graft polymerization and hydrogen bonding for eco-friendly dust control applications
On the development of gum Arabic (GA) and ginger starch (S) hybrid biocomposites for food packaging applications. Two formulations were prepared with GA-S ratios of 29:1 and 28:2 (v/v), and their properties were thoroughly assessed [150]. The fabrication process involved blending the plant-based ginger starch with GA to form biocomposite films, followed by characterization using standard techniques (Fig. 13). Key parameters evaluated include moisture content, thickness, transparency, water solubility (WS), water vapor permeability (WVP), tensile strength, elongation at break (EB), surface morphology (via SEM), functional groups (via FTIR), and thermal stability (via TGA and DSC). The GA-S (28:2) film showed significant improvements compared to the GA-S (29:1) film which is moisture content increased by 33.4%, thickness by 47.1%, transparency by 22.6%, tensile strength by 18.8%, and elongation at break by 26.6% while WS and WVP decreased by 13.0% and 28.6%, respectively. FTIR confirmed the presence of intermolecular bonding between GA and starch, and thermal analysis validated enhanced thermal stability. Additionally, when applied as coatings on tomatoes, the biocomposites extended storage life up to 20 days at 25 ± 2°C, attributed to reduced lycopene degradation and inhibition of cell wall-degrading enzyme activity. This comprehensive investigation of fabrication process and performance enhancement makes the study a strong representative of starch-based biocomposite development.

Figure 13: Processing steps involved in the fabrication of GA-ginger starch biocomposite films for food packaging applications via blending and film casting technique
Table 7 outlined the fabrication and composition of plant-based starch biocomposites across three studies. Each study utilizes a different starch source such as corn starch, oxidized corn starch, and ginger starch paired with specific additives to develop functional materials. The nanocomposite films produced using bio-derived carbon nanodots for food packaging [148], while synthesized a liquid dust suppressant by chemically modifying starch with synthetic and natural additives [149]. In contrast, blended plant-based GA with ginger starch to form edible films for fruit preservation [150]. These studies highlight the diverse adaptability of starch in forming biocomposites tailored to varied environmental and industrial needs.

The method used to create starch-based biocomposites plays a crucial role in determining their mechanical and morphological characteristics, while also affecting the calorimetric and thermal behavior of the finished product. Techniques such as extrusion, blending, and casting affect the alignment of polymers, the bonding at interfaces, and the retention of carbon all of which contribute to the heat of combustion and the overall calorific performance of the material. Fig. 14 presents the overall process flow from extraction to application and thermal evaluation. The diagram highlights how different extraction routes (wet, enzymatic, alkaline, or ultrasound-assisted) lead to various modification strategies (physical, chemical, enzymatic, or genetic), which are then followed by composite fabrication techniques such as blending, extrusion, and casting. The final stage illustrates calorimetric analysis as a measure of thermal and energetic performance, emphasizing the linkage between structural modification and energy behavior in sustainable starch-based composites.

Figure 14: Integrated process flow of starch-based binder extraction, modification, fabrication, and calorific behavior
7 Calorimetric Analysis of Starch-Based Biocomposites
The calorific properties of starch-based materials offer important information about their energy content, combustion efficiency, and potential for valorisation at the end of their life cycle. Calorimetry, especially bomb calorimetry measures the higher heating value (HHV) or the energy released per mass unit during complete combustion. This value indicates not only the inherent carbon-hydrogen ratio of the starch but also has a strong correlation with its thermal stability and molecular integrity. The calorific value of starch bonded biocomposites is typically evaluated using a bomb calorimeter, according to ASTM D5865-13 and ISO 1928:2025 standards [151,152]. Bomb calorimetry is a reliable method for quantifying the heat released during the complete combustion of solid samples in an oxygen-rich environment. The process begins with oven-drying the sample at approximately 105°C for 24 h to eliminate moisture, followed by grinding and pelletizing into a uniform mass. The pellet is placed in a crucible inside a sealed combustion chamber (“bomb”), which is filled with pure oxygen at 20–30 atm. Upon ignition via a fuse wire, the combustion releases heat absorbed by a surrounding water bath, enabling precise temperature measurement.
Calorific value refers to the energy produced from the combustion of 1 g of fuel with oxygen, expressed in kJ/kg, and is determined using the equation [153]:
The calorific value is calculated using the observed temperature rise and can also be theoretically estimated using Dulong’s equation [154]:
C = Carbon
H = Hydrogen
O = Oxygen
S = Sulfur
This method provides critical insight into the energy recovery potential of starch-based composites. While widely adopted, further innovation in calorimetry such as testing under variable pressure conditions or composite formulations which could enhance understanding of binder efficiency and combustion behavior. Fig. 15 shows figure of the standard internal structure of bomb calorimeter.

Figure 15: Figure of the standard internal structure of bomb calorimeter. [Adapted with permission from Ref. [155]. Copyright © 2025 MDPI.]
Incorporating calorimetry assessment into the investigation of starch binders provides a comprehensive viewpoint that connects materials science with energy sustainability. Research on starch has focused mainly on its adhesive properties, mechanical characteristics, and degradation patterns however, recent studies indicate that its calorific profile significantly influences the thermal efficiency and recyclability of biocomposites. The calorific value reflects the chemical energy stored that can be released through thermal decomposition or combustion. Elevated calorific value in modified starch binders signify improved carbon utilization efficiency and more robust molecular networks, which are associated with enhanced thermal resistance and greater char yield during pyrolysis. Calorimetry evaluation should be recognized as a fundamental aspect of assessing starch-based binders. This approach not only deepens understanding of the energy structure connection but also aligns with the broader objectives of circular material design, where sustainable binders enhance product functionality and facilitate energy recovery after use.
To gain a broader understanding of the calorific value of starch-based biocomposites, it is essential to assess their energy content relative to other biomass and bio-based materials. Table 8 summarizes the higher heating value (HHV) of starch-based composites and various biomass-derived materials including wood, lignocellulosic biomass (agricultural residues), and polylactic acid (PLA). Starch-based composites exhibit somewhat lower HHV values than lignocellulosic and polymeric materials, but remain a viable option due to their renewable origin, low ash content, and favorable combustion properties. Carbonization, esterification, or blending with lignocellulosic fibers can enhance carbon density and thereby elevate HHV values closer to those of wood or PLA. These findings confirm that starch-based biocomposites exhibit calorific performance comparable to that of sustainable binder materials, underscoring their suitability for environmentally friendly thermal applications.

Influence of Resistant Starch and Chemical Modifications
The energy content of RS varies according to starch source and processing method. High-amylose corn starches which are naturally rich in RS, deliver metabolizable energy values ranging from 11.2 to 12.8 kJ/g (2.68–3.06 kcal/g), while amylase-treated forms yield lower values between 8.0 and 10.6 kJ/g (1.91–2.53 kcal/g) [160]. RS derived from high-amylose corn starch retained only 67.3% of the energy content found in native starch [161]. Chemically modified starches commonly used to enhance water resistance or stability typically exhibit even lower metabolizable energy values, below 16.7 kJ/g [162] which correlates with their increased crystallinity and reduced digestibility [163]. These variations underscore the importance of starch structure, particularly the amylose-to-amylopectin ratio and modification technique, on the combustion behavior and calorific value of starch-based composites. The integration of compositional analysis with calorimetric testing represents a valuable strategy for optimizing starch-based materials.
While prior research has primarily assessed thermal or calorific parameters in isolation, there remains a significant opportunity to correlate calorific value trends with structural and mechanical properties across starch-based systems. Future work could explore how modification techniques such as cross-linking, grafting, or blending affect both combustion energy and thermal durability. This dual-performance optimization framework has the potential to advance the design of starch-based biocomposites for applications in energy recovery, biodegradable packaging, and sustainable building materials.
8 Calorific Value Behaviour of Plant-Based Starch and Performance of Hybrid Plant-Based Starch as a Binder in Biocomposites
The calorific value of plant-based starch plays a critical role in determining both its thermal behaviour and effectiveness as a binder in bioenergy and biocomposite systems. Among natural binders, cassava starch is widely recognized for its high binding efficiency and moderate calorific value (16–17 MJ/kg). Studies show that when cassava starch is used to bind agricultural residues like onion peels and tamarind shells, the resulting composite briquettes achieve calorific values ranging from 18.24 to 21.05 MJ/kg. In contrast, substrates such as turmeric leaves and Gloriosa superba yield significantly lower calorific values (11.66–15.64 MJ/kg) [164,165]. These outcomes highlight the dual influence of both binder and substrate on thermal performance.
Recent studies have investigated the use of plant-based starch starches as binders in biocomposites, focusing on their calorific properties and impact on thermal performance. In biomass briquettes derived from Empty Fruit Bunch (EFB), cassava flour outperformed sago and starch flour by achieving the highest calorific value of 3661 cal/g (15.3 MJ/kg), demonstrating its efficiency as a binder [166]. Similarly, mahogany sawdust briquettes bound with starch achieved 4.516 kcal/g in energy output substantially higher than those using clay which yielded only 1.900 kcal/g [167]. Sugar palm starch-based briquettes particularly at a 20% binder loading, demonstrated both high combustion energy (1,761,430 J/g) and mechanical strength (1.463 MPa) [168].
These findings underscore the dual role of starch not only in improving calorific efficiency but also in enhancing structural integrity under thermal stress. Beyond biofuel applications, starch has also been used in advanced materials such as supercapacitor electrodes. One study demonstrated that starch-based binders maintained stable electrochemical performance over 50,000 cycles and exhibited lower equivalent distributed resistance as compared to the traditional carboxymethylcellulose binders [169]. These examples reflect the versatility and thermal relevance of starch as a natural binder in a variety of biocomposite applications.
Ezenwa et al. [170] further emphasized this relationship, showing that cassava starch effectively binds hydrothermal liquefaction (HTL) residues of breadfruit pulp. By optimizing variables such as particle size, press pressure, and binder dosage, briquettes with a remarkably high calorific value of 26.75 MJ/kg were achieved alongside excellent mechanical properties (compressive strength of 8.31 N/mm² and density of 0.86 g/cm³). These findings confirm that starch binders, when well-formulated can produce thermally efficient and mechanically robust biocomposites. Notably, a 20% binder dosage was found to be optimal for enhancing both thermal and structural characteristics. Comparatively, synthetic additives such as polyethylene terephthalate (PET) have been shown to improve calorific values (from 17.15 to 20.77 MJ/kg in wood waste briquettes) [171]. While effective thermally, synthetic binders contribute to environmental persistence and plastic waste. Plant-based starches in contrast, offer a biodegradable and renewable alternative with comparable energy performance reflecting a trade-off between thermal efficiency and environmental sustainability.
Table 9 provides a detailed comparison of the calorific values (HHV) of various starch-based composites with those of other natural adhesives. This reference shows that starch adhesives although derived from biological materials, have an energy content comparable to that of lignin and tannin-based adhesives while retaining the advantages of being biodegradable and sourced from renewable materials. Starch-based binders exhibit calorific values that are similar to those of other natural adhesives, confirming their potential as renewable alternatives. Variations in HHV among different starch formulations primarily reflect differences in amylose content, degree of modification, and the type of composite substrate used. While lignin and tannin adhesives provide higher energy density due to their aromatic structures and lower oxygen content, starch offers a suitable balance of calorific efficiency, biodegradability, and mechanical bonding strength in biocomposites.

Shifting focus toward structural performance, recent studies have demonstrated that starch-based biocomposites reinforced with natural fibres offer significant mechanical and thermal benefits. For example, composites made from corn starch and 50 wt.% cotton filter waste showed improved tensile strength, bending resistance, and thermal conductivity [175]. Similarly, cassava starch composites reinforced with Cymbopogon citratus fibres showed enhanced tensile and flexural strength, better thermal stability, and slower degradation [176]. Hybrid composites using flax and date palm fibres in equal weight ratios (25 wt.% each) achieved superior interfacial bonding, minimal void content, and optimal thermal-mechanical balance [177].
A broader study by Gravalos et al. [178] evaluated gross calorific values (GCVs) of agro-industrial and forestry residues, reporting values from 14.3 to 25.4 MJ/kg. High-energy outputs were associated with lipid-rich seeds and kernels, while moisture-laden wood residues yielded lower values. These findings reinforce the need to evaluate both binder and substrate characteristics to optimize the thermal behaviour of biocomposites. Oñate et al. [179] explored hybrid pellets formed from agro-industrial and plastic waste, revealing that binder composition significantly affects both thermal efficiency and mechanical integrity. Polypropylene, for instance, enhanced calorific value (22.6 MJ/kg) and durability (99%), but with an environmental trade-off. This further underscores the importance of selecting binders plant-based or synthetic based on intended application outcomes.
Studies on natural binder systems continue to support the utility of starch-based solutions. Akam et al. [180] reported that cocoa pod husk briquettes bound with cassava starch achieved 17.941 MJ/kg, with combustion efficiency and mechanical durability influenced by particle size and binder ratios. Similarly, agricultural residues without binders showed a calorific range from 1868 to 55,511 kJ/g [181], suggesting further gains are possible when optimized natural binders are applied. Celestino et al. [182] compared clay, GA, and hybrid binders in rice and coffee husk briquettes. GA-bound briquettes achieved higher calorific values (18.05–18.67 MJ/kg) than those with clay, while hybrids yielded better combustion rates and shorter boiling times highlighting a trade-off between energy density and functional combustion performance.
The integration of plant-based starches especially hybrid variants offers a promising path forward in developing biocomposites that are not only biodegradable but also thermally and mechanically competent. The calorific values demonstrate corn (16.36 to 16.92 MJ/kg) and hybrid maize starches (15.45 to 16.25 MJ/kg) with excellent compatibility with various natural fibres [183,184]. When properly formulated, starch binders enhance combustion efficiency, structural durability, and environmental responsibility. These findings suggest that hybrid starches with their balanced calorific profile and superior compatibility, provide a robust and sustainable solution for next-generation biodegradable and bioenergy composite systems. From a material design perspective, genotypes with larger embryos and higher lipid content had elevated energy output but reduced starch-polymer compatibility, potentially impairing thermal stability in composites. Hybrid maize varieties (e.g., DK 6530, PR 33A46) offer a practical solution which is lower lipid content, purer starch, and stable calorific values improving processability, gelatinization, and matrix bonding [185]. Table 10 compares the performance of selected starch-based binders.

Hybrid starch binders serve a dual role in biocomposites by contributing both thermal energy content and mechanical integrity. These binders derived from blending or modifying different starch types, optimize interfacial bonding, heat resistance, and fuel quality in biomass-based systems supporting the multifunctional role of starch as a hybrid binder in biomass briquettes. It was demonstrated that adding palm kernel shell increased the calorific value of sawdust briquettes, while subsequent incorporation of starch binder further enhanced thermal efficiency.
Compared to synthetic binders such as PET or polypropylene (PP) which enhance calorific performance but pose serious environmental concerns, hybrid starch-based binders offer a sustainable alternative. As highlighted by Singha [186], petrochemical-derived polymers contribute significantly to CO2 emissions and environmental pollution due to their non-biodegradable nature. In contrast, starch-based blends presented a biodegradable and renewable solution with promising mechanical functionality. Furthermore, their compatibility with natural fibres and tunable performance makes them ideal for applications demanding both energy efficiency and structural integrity.
Starch-based binders contribute to the development of low-density thermally insulating biocomposites. For example, a potato starch binder combined with plant-based aggregates produced biocomposites with a density of 200 kg/m³ and thermal conductivity values between 0.053–0.062 W/mK [187]. Such materials are promising for sustainable construction and packaging. Starch has also been integrated into thermoplastic formulations such as polyurethane composites, where a loading of 1.5 wt.% improved thermal stability and raised crystallization temperatures [6].
Furthermore, combining starch with synthetic or natural polymers enhances overall composite performance. Biocomposites of starch and polyvinyl alcohol showed increased mechanical strength at 60% starch content, although thermal conductivity decreased [188]. Modified starch copolymers like starch-graft-poly(geranyl methacrylate), exhibited improved moisture resistance but lower thermal stability with decomposition beginning below 150°C [189]. The inclusion of kenaf fibers in starch-grafted polypropylene composites shifted the loss modulus and damping peaks to higher temperatures, indicating enhanced thermal endurance [190]. Despite these advances, direct comparative studies across starch types and modification techniques remain limited. This presents an opportunity to explore how hybrid or dual-modified starches could be tailored to maximize both thermal and calorific performance in biocomposites.
9 Applications and Potential of Plant-Based Starch in Biocomposites
The automotive industry is increasingly adopting natural fiber-reinforced biocomposites as sustainable alternatives to traditional materials [191–193]. These polycomposites offer advantages such as cost-effectiveness, lightweight, biodegradability, and a lower environmental footprint [192]. Various natural fibers and particles including kenaf, hemp, flax, and cellulose combine petroleum-based and bio-based polymer matrices. Research is ongoing on biodegradable matrices such as blends derived from starch and PLA [191]. Challenges associated with natural fiber composites like issues at the fiber-matrix interface are being addressed through surface modifications, hybridization, and advanced manufacturing methods [192]. The automotive industry has a notable interest in these materials for interior applications, driven by environmental regulations and the need for lightweight and sustainable solutions. Fig. 16 shows PLA based materials for automotive applications.

Figure 16: PLA based materials in automotive industry. [Adapted with permission from Ref. [194]. Copyright © 2025 MDPI.]
Recent research explores the potential applications of materials derived from starch in construction and bio-plastics. Starch is a binding agent when combined with sand, resulting in biodegradable construction materials that resemble polymer-matrix composites with thermoplastic qualities. These starch-sandstone compositions offer an environmentally friendly alternative to traditional cement-based products. In bio-plastics, starch is incorporated into mixtures and composites to address environmental concerns associated with synthetic polymers [195]. However, starch-based materials face challenges such as sensitivity to moisture and insufficient mechanical strength. Researchers have investigated various strategies to overcome these issues including modifying starch using plasticizers, reinforcing the matrix, and blending with polymers [5]. Nanocomposite films made from plasticized corn starch combined with clay have been developed to enhance mechanical performance [196]. Overall, starch-derived materials hold promise in the construction and bio-plastics industries, with ongoing research to improve their effectiveness and sustainability.
China is the leading country in the utilization of agricultural plastic mulch. However, it is also the nation most impacted by pollution resulting from this material. Addressing the recycling and effective utilization of waste plastic mulch has become a crucial challenge for the sustainable and environmentally friendly development of agriculture in China [197]. Consequently, mulches offer a more sustainable approach to agricultural productivity when viewed from a resource management standpoint [198].
Recent studies show that plant-based starch, such as corn starch (CS) and thermoplastic starch (TPS), can be used to make biodegradable biocomposites for agricultural mulch films [199]. These films were developed by blending starch with PLA and polycaprolactone (PCL), then tested for their mechanical, water resistance, and biodegradability properties. Adding PCL improved the processability of the blends but reduced mechanical strength when used in high amounts and increased production costs. CS-based blends performed better than pure TPS films by greatly reducing moisture absorption, solubility, and water vapor transmission. However, most of the starch-based films still did not meet international mechanical standards. Even so, CS films showed acceptable strength for use as mulch films. In tomato planting tests, these films helped retain water, control soil temperature, and promote plant growth performing as well as or better than traditional plastic films. Future improvements could include adding chitosan to strengthen the films and improve their breakdown in soil.
Apart from that, TPS derived from natural plant-based starches has gained attention as a sustainable matrix material in the development of biodegradable biocomposites for agricultural applications. For instance, fabrication of biodegradable seedling pots using TPS reinforced with oil palm mesocarp fiber (MPC), an agricultural waste by-product [200]. This TPS/MPC biocomposite demonstrated favourable mechanical strength, water resistance, and soil degradation characteristics making it a promising alternative to conventional plastic nursery pots. The addition of MPC improved the structural integrity of the starch-based matrix without compromising its biodegradability or non-toxicity to plants. These biocomposite pots are designed to decompose naturally in the soil after transplantation, reducing agricultural plastic waste and promoting environmentally friendly farming practices. This application highlights the potential of starch-based biocomposites in supporting sustainable agriculture through the conversion of low-cost and renewable resources into functional biodegradable products.
In comparison, the banana-taro biocomposite developed by utilizes banana pseudostem pulp reinforced with taro fibers, resulting in a completely additive-free biodegradable pot with favorable tensile strength (25 MPa), elongation (27%), water uptake (41%), and 82% biodegradability within 60 days [201]. The banana-taro pots surpassed plastic trays in fostering seedling health, achieving a 95% germination rate and substantial early-stage tomato growth. While both approaches align with the principles of eco-friendly agriculture and waste valorization, the banana-taro system emphasizes simplicity in processing and direct horticultural performance, whereas the TPS/MPC system highlights the role of bio-based polymers in material design. Both of these studies highlighted the versatility and potential of plant-based biocomposites in advancing sustainable horticulture.
Packaging is crucial in protecting food by improving its lifespan and minimizing food waste. The food packaging industry commonly utilized synthetic plastic materials because of their excellent resistance to mechanical stress, superior barrier properties, versatility in molding, and cost-effectiveness [202,203]. The developed starch-based biocomposites by blending polyvinyl alcohol (PVA) with starch and incorporating coconut shell extract and sepiolite clay through a solution casting method [204]. The study found that the addition of coconut shell extract significantly improved the antioxidant activity and mechanical strength of the films. These improvements were attributed to strong hydrogen bonding interactions within the film matrix. The enhanced properties suggest that PVA-starch composite films have strong potential for use in active food packaging applications, particularly where antioxidant functionality is needed to extend shelf life. This highlights the promising role of plant-based starch in developing biodegradable and functional packaging materials.
In the context of safety and regulatory considerations, edible and biodegradable films used in food packaging must meet strict safety regulations (Table 11). In the United States, the Food and Drug Administration (FDA) regulates such materials under the Food Additives Amendment of 1958 with many natural ingredients like starch, chitosan, and pectin falling under the GRAS (Generally Recognized As Safe) category [205,206]. In the European Union, European Food Safety Authority (EFSA) ensures food-contact materials comply with Regulation (EC) No. 1935/2004 to prevent harmful substance transfer [207]. Globally, the Codex Alimentarius by Food and Agriculture Organization (FAO) and World Health Organization (WHO) offers international guidelines for food-safe packaging materials [208]. While these frameworks differ by region, all aim to ensure that packaging materials are safe, especially those in direct contact with food. Meeting regulatory requirements is essential for consumer safety and market acceptance.

10 Challenges and Future Directions
Despite considerable progress in developing starch-based binders and biocomposites, numerous scientific and industrial challenges remain to realize their potential as eco-friendly alternatives to synthetic polymers. Genetic modification aimed at customizing starch properties presents a significant challenge in generating starches with specific structural and functional characteristics directly from plant sources. Advances in genetic engineering and the control of metabolic pathways enable adjustments to amylose–amylopectin ratios, granule structures, and branching patterns resulting in starches with enhanced mechanical strength, thermal stability, or improved compatibility with hydrophobic additives [5]. However, achieving regulated expression while maintaining plant productivity and ensuring ecological safety remains a primary research focus. The increased application of CRISPR/Cas genome editing alongside molecular breeding could expedite the development of starches designed for industrial biocomposite applications [209,210].
Incorporating nanofillers and surface modifiers into starch is essential. Despite starch being abundant and environmentally friendly, its high hydrophilicity limits its long term viability in humid environments. The incorporation of nanofillers such as cellulose nanocrystals, nanoclays, graphene oxide, or silica nanoparticles has shown promise in improving barrier properties, moisture resistance, and interfacial adhesion [211]. A key challenge is achieving uniform dispersion of these nanofillers within the starch matrix without compromising biodegradability and processability. Future studies should focus on environmentally friendly modification techniques such as in situ polymerization or bio-based coupling agents, to enhance hydrophobicity while ensuring sustainability.
Despite numerous studies demonstrating the viability of starch-based composites in laboratory settings, there remains a lack of comprehensive Life Cycle Assessment (LCA) and Techno-Economic Assessment (TEA) [212]. These evaluations are vital for determining the actual environmental and economic viability of replacing petroleum-based adhesives with starch-based alternatives. Future research should integrate LCA frameworks with process modeling to evaluate reductions in greenhouse gas emissions, energy use in production, and the recyclability of these materials [213]. Thorough assessments will be crucial for scaling up starch-based binder technologies for industrial applications and guiding policy decisions regarding the use of sustainable materials. The next phase of research on starch-based binders should combine molecular-level design (genetic and nanostructural) with system-level evaluation (LCA and TEA) to ensure both efficiency and sustainability. Addressing these challenges will guide the future trajectory for the widespread and environmentally friendly application of plant-based starches in forthcoming biocomposite industries.
This research comprehensively explored the extraction, modification, and thermal characteristics of plant-based starches as sustainable binders in biocomposite materials. Quantitative evaluations revealed that ultrasound-assisted wet milling increased starch yield by 10%, from 62.48% to 68.96%, highlighting the effectiveness of low-energy processing in enhancing recovery efficiency while maintaining high purity and granule integrity. Among the starches evaluated, cassava starch had the highest calorific value at 3661 cal/g (15.3 MJ/kg), outpacing other plant-based starches such as corn and potato. Modified and carbonized starches achieved even greater values, comparable to lignin-based adhesives and approaching the energy content of synthetic binders such as PET (20.77 MJ/kg).
Hybrid starch systems including cassava, hybrid maize, and gum Arabic starch composites showed calorific values of 18.05–26.75 MJ/kg and demonstrated impressive compressive strength (up to 8.31 N/mm²) and density (0.86 g/cm³). These findings indicate that starch-based binders deliver thermal efficiency and mechanical strength suitable for applications such as bioenergy briquettes, compostable films, and structural biocomposites. Furthermore, starch-derived binders exhibited thermal conductivities of 0.053–0.062 W/mK, demonstrating significant potential for use in lightweight thermal insulation materials. From a sustainability perspective, the processes for starch extraction and modification such as enzymatic and ultrasound-assisted techniques reduce the need for chemical agents and lower energy consumption, aligning with cradle-to-gate LCA principles. These environmentally friendly methods promote circularity by leveraging renewable resources, guaranteeing biodegradability, and decreasing carbon emissions compared to petroleum-based adhesives.
In summary, plant-based starches particularly cassava, corn, and hybrid maize offer outstanding mechanical properties and improved environmental sustainability, affirming their position as bio-binders for future renewable composites. Moving forward, integrating LCA and TEA will be crucial for scaling up industrial applications and verifying the ecological and economic benefits of starch-based materials throughout their life cycles.
Acknowledgement: Not applicable.
Funding Statement: The authors received no specific funding for this study.
Author Contributions: The authors confirm contribution to the paper as follows: conceptualization, Mohd Nurazzi Norizan; methodology, Mohd Nurazzi Norizan; investigation, Adib Hafiizhullah Mohamad Prim Nasir and Mohd Nurazzi Norizan; validation, Adib Hafiizhullah Mohamad Prim Nasir, Mohd Nurazzi Norizan, and Sumarni Mansur; visualization, Adib Hafiizhullah Mohamad Prim Nasir, Nur Izzati Saharudin, and Sumarni Mansur; formal analysis, Adib Hafiizhullah Mohamad Prim Nasir; data curation, Nur Izzati Saharudin; writing—original draft preparation, Adib Hafiizhullah Mohamad Prim Nasir; writing—review and editing, Mohd Nurazzi Norizan; supervision, Mohd Nurazzi Norizan; project administration, Mohd Nurazzi Norizan. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials: The authors confirm that the data supporting the findings of this study are available within the article.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest to report regarding the present study.
Nomenclature/abbreviations
| Term/Symbol | Interpretation |
| PLA | Polylactic Acid |
| BTCA | 1,2,3,4-Butane Tetracarboxylic Acid |
| STMP | Sodium Trimetaphosphate |
| STPP | Sodium Tripolyphosphate |
| HMT | Heat Moisture Treatment |
| ANN | Annealing |
| PGS | Pre-Gelatinized Starch |
| RS | Resistant Starch |
| SDS | Slowly Digestible Starch |
| RDS | Rapidly Digestible Starch |
| E-milling | Enzymatic Wet Milling |
| NaOH | Sodium Hydroxide |
| NaOCl | Sodium Hypochlorite |
| FTIR | Fourier Transform Infrared Spectroscopy |
| XRD | X-ray Diffraction |
| DSC | Differential Scanning Calorimetry |
| SEM | Scanning Electron Microscopy |
| DS | Degree of Substitution |
| Ac% | Acetyl Content Percentage |
| Bio-polymer | Polymer derived from renewable biological sources |
| Biocomposite | Composite material made from natural fibers or bio-polymers |
| Binder | Matrix material that holds reinforcement fibers together |
| Calorimetry | Measurement of heat released or absorbed during a process |
| Hydrolysis | Chemical breakdown of a compound by reaction with water |
| Gelatinization | Disruption of starch granule structure upon heating in water |
| Amylose | Linear polymer of α-(1→4)-linked D-glucose units |
| Amylopectin | Highly branched polymer of D-glucose units linked by α-(1→4) and α-(1→6) bonds |
| Amylose–Amylopectin Ratio | Proportion of linear to branched starch molecules |
| Enzymatic Modification | Alteration of starch using enzymes such as amylase or isoamylase |
| Cross-linking | Formation of covalent bonds between polymer chains for higher stability |
| Esterification | Formation of esters between hydroxyl groups and acids/anhydrides |
| Oxidation | Introduction of carbonyl and carboxyl groups into starch molecules |
| A-type Starch | Dense crystalline structure typical of cereal starches |
| B-type Starch | Open, hydrated crystalline structure typical of tuber starches |
| C-type Starch | Mixed crystalline pattern combining A- and B-type features |
| V-type Starch | Amylose–lipid complex structure with enhanced thermal stability |
| Crystallinity | Degree of structural order within starch granules |
| Granule Morphology | Physical shape and surface texture of starch particles |
| Tensile Strength (MPa) | Maximum stress a material can withstand before breaking |
| Flexural Modulus (MPa) | Measure of stiffness during bending |
| Thermal Stability | Resistance to decomposition at elevated temperatures |
| Gelatinization Temperature (°C) | Temperature where starch granules begin to swell and lose crystallinity |
| Calorific Efficiency | Ratio of energy released to total combustion potential |
| Energy Density | Energy content per unit mass or volume |
| Water Absorption (%) | Degree of moisture uptake by a biocomposite |
| Hydrophobicity | Resistance of a surface to water absorption |
| Biodegradability | Ability of a material to decompose naturally by microorganisms |
| ΔH | Gelatinization enthalpy (J/g) |
| Tg | Glass transition temperature (°C) |
| Tm | Melting temperature (°C) |
| Mw | Molecular weight |
| η | Viscosity |
| ρ | Density (g/cm³) |
| CV | Calorific Value (cal/g or MJ/kg) |
| kJ/mol | Kilojoules per mole (energy unit) |
| wt.% | Weight percentage |
| °C | Degree Celsius |
| MPa | Megapascal, unit of pressure or stress |
References
1. Rashwan AK, Younis HA, Abdelshafy AM, Osman AI, Eletmany MR, Hafouda MA, et al. Plant starch extraction, modification, and green applications: a review. Environ Chem Lett. 2024;22(5):2483–530. doi:10.1007/s10311-024-01753-z. [Google Scholar] [CrossRef]
2. Apriyanto A, Compart J, Fettke J. A review of starch, a unique biopolymer—structure, metabolism and in planta modifications. Plant Sci. 2022;318(1):111223. doi:10.1016/j.plantsci.2022.111223. [Google Scholar] [PubMed] [CrossRef]
3. Bühler JM, Schlangen M, Möller AC, Bruins ME, van der Goot AJ. Starch in plant-based meat replacers: a new approach to using endogenous starch from cereals and legumes. Starch Stärke. 2022;74(1–2):2100157. doi:10.1002/star.202100157. [Google Scholar] [CrossRef]
4. Manral A, Mishra R, Joshi R. Starch-based biocomposites. Boca Raton, FL, USA: CRC Press; 2021. p. 319–39. doi:10.1201/9781003137535-12. [Google Scholar] [CrossRef]
5. Jayarathna S, Andersson M, Andersson R. Recent advances in starch-based blends and composites for bioplastics applications. Polymers. 2022;14(21):4557. doi:10.3390/polym14214557. [Google Scholar] [PubMed] [CrossRef]
6. Gaaz TS, Sulong AB, Ansari MNM, Kadhum AAH, Al-Amiery AA, Nassir MH. Effect of starch loading on the thermo-mechanical and morphological properties of polyurethane composites. Materials. 2017;10(7):777. doi:10.3390/ma10070777. [Google Scholar] [PubMed] [CrossRef]
7. Selamat MZ, Zhafri Tahir MS, Kasim AN, Dharmalingam S, Putra A, Yaakob MY, et al. Effect of starch sizes particle as binder on short pineapple leaf fiber composite mechanical properties. MATEC Web Conf. 2018;150:04008. doi:10.1051/matecconf/201815004008. [Google Scholar] [CrossRef]
8. Goswami R, Khosla A, Alam A, Varshney PK. Experimental investigation on the spectral, mechanical, and thermal behaviors of thermoplastic starch and de-laminated talc-filled sustainable bio-nanocomposite of polypropylene. J Mech Behav Mater. 2025;34:20240031. doi:10.1515/jmbm-2024-0031. [Google Scholar] [CrossRef]
9. Mohseni MS, Khalilzadeh MA, Mohseni M, Hargalani FZ, Getso MI, Raissi V, et al. Green synthesis of Ag nanoparticles from pomegranate seeds extract and synthesis of Ag-Starch nanocomposite and characterization of mechanical properties of the films. Biocatal Agric Biotechnol. 2020;25:101569. doi:10.1016/j.bcab.2020.101569. [Google Scholar] [CrossRef]
10. Nawaz H, Waheed R, Nawaz M, Shahwar D. Physical and chemical modifications in starch structure and reactivity. In: Chemical properties of starch. London, UK: IntechOpen; 2020. doi:10.5772/intechopen.88870. [Google Scholar] [CrossRef]
11. Lyu R, Ahmed S, Fan W, Yang J, Wu X, Zhou W, et al. Engineering properties of sweet potato starch for industrial applications by biotechnological techniques including genome editing. Int J Mol Sci. 2021;22(17):9533. doi:10.3390/ijms22179533. [Google Scholar] [PubMed] [CrossRef]
12. Mohd NA, Amini MHM, Masri MN. Properties and characterization of starch as a natural binder: a brief overview. J Trop Resour Sustain Sci. 2016;4(2):117–21. doi:10.47253/jtrss.v4i2.619. [Google Scholar] [CrossRef]
13. Falua KJ, Pokharel A, Babaei-Ghazvini A, Ai Y, Acharya B. Valorization of starch to biobased materials: a review. Polymers. 2022;14(11):2215. doi:10.3390/polym14112215. [Google Scholar] [PubMed] [CrossRef]
14. Zhang R, Ma S, Li L, Zhang M, Tian S, Wang D, et al. Comprehensive utilization of corn starch processing by-products: a review. Grain Oil Sci Technol. 2021;4(3):89–107. doi:10.1016/j.gaost.2021.08.003. [Google Scholar] [CrossRef]
15. Chen J, Hawkins E, Seung D. Towards targeted starch modification in plants. Curr Opin Plant Biol. 2021;60:102013. doi:10.1016/j.pbi.2021.102013. [Google Scholar] [PubMed] [CrossRef]
16. Podgorbunskikh EM, Dome KV, Bukhtoyarov V, Bychkov AL. X-ray diffraction for detecting starch adulteration and measuring the crystallinity indices of the polymorphic modifications of starch. Health Food Biotechnol. 2022;4(1):62–70. doi:10.36107/hfb.2022.i1.s131. [Google Scholar] [CrossRef]
17. Lai S, Xie H, Hu H, Ouyang K, Li G, Zhong J, et al. V-type granular starches prepared by maize starches with different amylose contents: an investigation in structure, physicochemical properties and digestibility. Int J Biol Macromol. 2024;266(Pt 2):131092. doi:10.1016/j.ijbiomac.2024.131092. [Google Scholar] [PubMed] [CrossRef]
18. Li J, Zhou X, Jin Z. V-type granular starch prepared using aqueous-ethanol heat treatment at different ethanol concentrations. Food Hydrocoll. 2022;123:107176. doi:10.1016/j.foodhyd.2021.107176. [Google Scholar] [CrossRef]
19. Han JH, Lee J, Kim SK, Kang D, Park HB, Shim JK. Impact of the amylose/amylopectin ratio of starch-based foams on foaming behavior, mechanical properties, and thermal insulation performance. ACS Sustainable Chem Eng. 2023;11(7):2968–77. doi:10.1021/acssuschemeng.2c06505. [Google Scholar] [CrossRef]
20. Li C, Hu Y, Huang T, Gong B, Yu WW. A combined action of amylose and amylopectin fine molecular structures in determining the starch pasting and retrogradation property. Int J Biol Macromol. 2020;164:2717–25. doi:10.1016/j.ijbiomac.2020.08.123. [Google Scholar] [PubMed] [CrossRef]
21. Guo L, Chen H, Zhang Y, Yan S, Chen X, Gao X. Starch granules and their size distribution in wheat: biosynthesis, physicochemical properties and their effect on flour-based food systems. Comput Struct Biotechnol J. 2023;21:4172–86. doi:10.1016/j.csbj.2023.08.019. [Google Scholar] [PubMed] [CrossRef]
22. Kumar R, Singh N, Khatkar BS. Effects of A- and B-type starch granules on composition, structural, thermal, morphological, and pasting properties of starches from diverse wheat varieties. Food Bioeng. 2023;2(4):373–83. doi:10.1002/fbe2.12068. [Google Scholar] [CrossRef]
23. Mehrpouyan S, Menon U, Tetlow IJ, Emes MJ. Protein phosphorylation regulates maize endosperm starch synthase IIa activity and protein-protein interactions. Plant J. 2021;105(4):1098–112. doi:10.1111/tpj.15094. [Google Scholar] [PubMed] [CrossRef]
24. Asiamah E, Nemţanu MR, Braşoveanu M, Geng DH, Wang Y, Wang K, et al. Unveiling the suitability of C-starch as functional food: a pairwise interaction of lipids and polyphenol components (LIPOP). Carbohydr Polym. 2025;353:123279. doi:10.1016/j.carbpol.2025.123279. [Google Scholar] [PubMed] [CrossRef]
25. Adegoke TV, Wang Y, Chen L, Wang H, Liu W, Liu X, et al. Posttranslational modification of waxy to genetically improve starch quality in rice grain. Int J Mol Sci. 2021;22(9):4845. doi:10.3390/ijms22094845. [Google Scholar] [PubMed] [CrossRef]
26. Hardiyanti R, Suharman S, Sinaga MZE, Mahendra IP, Hartanto A. Comparative studies on physicochemical properties of B-type and C-type starches from potato starch. AIP Conf Proc. 2021;2342:080012. doi:10.1063/5.0045549. [Google Scholar] [CrossRef]
27. Shi L, Li Z, Yang Z, Ren Z, Zhang Y, Weng W. Adsorption characteristics of V-type starch for off-odors of sea cucumber intestinal peptides in solid-phase environment. Food Chem. 2024;433:137171. doi:10.1016/j.foodchem.2023.137171. [Google Scholar] [PubMed] [CrossRef]
28. Dhar A, Barman J, Talukdar H, Haloi DJ. Poly(methyl methacrylate) modified Starch: their preparations, properties and applications. Polímeros. 2023;33:e20230001. doi:10.1590/0104-1428.20220068. [Google Scholar] [CrossRef]
29. Gamage A, Liyanapathiranage A, Manamperi A, Gunathilake C, Mani S, Merah O, et al. Applications of starch biopolymers for a sustainable modern agriculture. Sustainability. 2022;14(10):6085. doi:10.3390/su14106085. [Google Scholar] [CrossRef]
30. Haida P, Chirachanchai S, Abetz V. Starch-reinforced vinylogous urethane vitrimer composites: an approach to biobased, reprocessable, and biodegradable materials. ACS Sustainable Chem Eng. 2023;11(22):8350–61. doi:10.1021/acssuschemeng.3c01340. [Google Scholar] [CrossRef]
31. Praznik W, Ebermann R. The use of synthetic amyloses as reference substances in the gel chromatographic molecular weight determination of starches. Starch-Stärke. 1979;31(9):288–93. doi:10.1002/STAR.19790310903. [Google Scholar] [CrossRef]
32. Kumari S, Yadav BS, Yadav RB. Synthesis and modification approaches for starch nanoparticles for their emerging food industrial applications: a review. Food Res Int. 2020;128:108765. doi:10.1016/j.foodres.2019.108765. [Google Scholar] [PubMed] [CrossRef]
33. Yang M, Chang L, Jiang F, Zhao N, Zheng P, Simbo J, et al. Structural, physicochemical and rheological properties of starches isolated from banana varieties (Musa spp.). Food Chem X. 2022;16:100473. doi:10.1016/j.fochx.2022.100473. [Google Scholar] [PubMed] [CrossRef]
34. Yusra S, Pranoto Y, Anwar C, Hidayat C. Physical and chemical characteristic of stem starch and sheath flour from oil palm tree (Elaeis guineensis). Biodiversitas. 2020;21(3):896–902. doi:10.13057/biodiv/d210307. [Google Scholar] [CrossRef]
35. Apriyanto A, Compart J, Zimmermann V, Alseekh S, Fernie AR, Fettke J. Indication that starch and sucrose are biomarkers for oil yield in oil palm (Elaeis guineensis Jacq.). Food Chem. 2022;393:133361. doi:10.1016/j.foodchem.2022.133361. [Google Scholar] [PubMed] [CrossRef]
36. Domene-López D, García-Quesada JC, Martin-Gullon I, Montalbán MG. Influence of starch composition and molecular weight on physicochemical properties of biodegradable films. Polymers. 2019;11(7):1084. doi:10.3390/polym11071084. [Google Scholar] [PubMed] [CrossRef]
37. Ghoshal G, Kaur M. Optimization of extraction of starch from sweet potato and its application in making edible film. Food Chem Adv. 2023;3:100356. doi:10.1016/j.focha.2023.100356. [Google Scholar] [CrossRef]
38. Liu Z, Zhao Y, Zheng J, Wang Z, Yan X, Zhang T. Influence of enzymatic extraction on the properties of corn starch. Food Biosci. 2024;58:103775. doi:10.1016/j.fbio.2024.103775. [Google Scholar] [CrossRef]
39. Nie M, Piao C, Wang A, Xi H, Chen Z, He Y, et al. Physicochemical properties and in vitro digestibility of highland barley starch with different extraction methods. Carbohydr Polym. 2023;303:120458. doi:10.1016/j.carbpol.2022.120458. [Google Scholar] [PubMed] [CrossRef]
40. Rashwan AK, Osman AI, Abdelshafy AM, Mo J, Chen W. Plant-based proteins: advanced extraction technologies, interactions, physicochemical and functional properties, food and related applications, and health benefits. Crit Rev Food Sci Nutr. 2025;65(4):667–94. doi:10.1080/10408398.2023.2279696. [Google Scholar] [PubMed] [CrossRef]
41. Consumi M, Tamasi G, Pepi S, Leone G, Bonechi C, Magnani A, et al. Analytical composition of flours through thermogravimetric and rheological combined methods. Thermochim Acta. 2022;711:179204. doi:10.1016/j.tca.2022.179204. [Google Scholar] [CrossRef]
42. Díaz A, Dini C, Viña SZ, García MA. Starch extraction process coupled to protein recovery from leguminous tuberous roots (Pachyrhizus ahipa). Carbohydr Polym. 2016;152(1):231–40. doi:10.1016/j.carbpol.2016.07.004. [Google Scholar] [PubMed] [CrossRef]
43. Somavat P, Liu W, Singh V. Wet milling characteristics of corn mutants using modified processes and improving starch yields from high amylose corn. Food Bioprod Process. 2021;126:104–12. doi:10.1016/j.fbp.2020.12.015. [Google Scholar] [CrossRef]
44. Fronza P, Costa ALR, Franca AS, de Oliveira LS. Extraction and characterization of starch from cassava peels. Starch Stärke. 2023;75(3–4):2100245. doi:10.1002/star.202100245. [Google Scholar] [CrossRef]
45. Adamu MS, Umar A, Yerima H, Usman J, Madaki MB. Production of biodegradable plastic films using starch extracted from cassava tubers modified with natural clay. Afr J Food Sci. 2025;19(5):46–55. doi:10.5897/ajfs2024.2334. [Google Scholar] [PubMed] [CrossRef]
46. Mishra AA, Shukla RN, Rawat LK. Enzymatic wet milling and dry milling process of corn. Eur J Food Sci Technol. 2024;12(2):62–9. doi:10.37745/ejfst.2013/vol12n26269. [Google Scholar] [CrossRef]
47. El Halal SLM, Kringel DH, da Rosa Zavareze E, Dias ARG. Methods for extracting cereal starches from different sources: a review. Starch Stärke. 2019;71(11–12):1900128. doi:10.1002/star.201900128. [Google Scholar] [CrossRef]
48. Ren G, Zhang L, Zeng F, Li Y, Li L, Duan X. Effects of hot air drying temperature and tempering time on the properties of maize starch. Int J Agric Biol Eng. 2020;13(6):236–41. doi:10.25165/j.ijabe.20201306.3362. [Google Scholar] [CrossRef]
49. Ziegler V, da Silva Timm N, Ferreira CD, Goebel JT, Pohndorf RS, de Oliveira M. Effects of drying temperature of red popcorn grains on the morphology, technological, and digestibility properties of starch. Int J Biol Macromol. 2020;145:568–74. doi:10.1016/j.ijbiomac.2019.12.198. [Google Scholar] [PubMed] [CrossRef]
50. Amal Sudaraka Samarasinghe HG, Dharmaprema S, Manodya U, Kariyawasam KP, Samaranayake UC. Exploring impact of the ultrasound and combined treatments on food quality: a comprehensive review. Turkish JAF SciTech. 2024;12(2):349–65. doi:10.24925/turjaf.v12i2.349-365.6478. [Google Scholar] [CrossRef]
51. Liu J, Yu XS, Wang YD, Fang GH, Liu YW. A cleaner approach for corn starch production by ultrasound-assisted laboratory scale wet-milling. Food Sci Technol Res. 2020;26(4):469–78. doi:10.3136/fstr.26.469. [Google Scholar] [PubMed] [CrossRef]
52. Chavan P, Sharma P, Sharma SR, Mittal TC, Jaiswal AK. Application of high-intensity ultrasound to improve food processing efficiency: a review. Foods. 2022;11(1):122. doi:10.3390/foods11010122. [Google Scholar] [PubMed] [CrossRef]
53. Kou T, Song J, Liu M, Fang G. Effect of amylose and crystallinity pattern on the gelatinization behavior of cross-linked starches. Polymers. 2022;14(14):2870. doi:10.3390/polym14142870. [Google Scholar] [PubMed] [CrossRef]
54. da Silva Peixoto T, Yamashita F, Bilck AP, Carvalho GM, Grossmann MVE. Crosslinking starch/oat hull mixtures for use in composites with PLA. Polímeros. 2019;29(3):e2019040. doi:10.1590/0104-1428.02519. [Google Scholar] [CrossRef]
55. Kumari B, Sit N. Comprehensive review on single and dual modification of starch: methods, properties and applications. Int J Biol Macromol. 2023;253(Pt 3):126952. doi:10.1016/j.ijbiomac.2023.126952. [Google Scholar] [PubMed] [CrossRef]
56. Yin P, Liu J, Zhou W, Li P. Preparation and properties of corn starch/chitin composite films cross-linked by maleic anhydride. Polymers. 2020;12(7):1606. doi:10.3390/polym12071606. [Google Scholar] [PubMed] [CrossRef]
57. Ren F, Wang J, Yu J, Zhong C, Xie F, Wang S. Green synthesis of acetylated maize starch in different imidazolium carboxylate and choline carboxylate ionic liquids. Carbohydr Polym. 2022;288:119353. doi:10.1016/j.carbpol.2022.119353. [Google Scholar] [PubMed] [CrossRef]
58. Mrozowski K, Smejda-Krzewicka A. Silanization of starch and its effect on cross-linking and mechanical, dynamic, hydrophobic, and aging properties of polymeric compositions containing natural rubber. Materials. 2024;17(24):6273. doi:10.3390/ma17246273. [Google Scholar] [PubMed] [CrossRef]
59. Meng L, Li S, Yang W, Simons R, Yu L, Chen Y. Enhancing water resistance of interface between starch films and acrylated epoxidized soybean oil coating. Prog Org Coat. 2022;163:106646. doi:10.1016/j.porgcoat.2021.106646. [Google Scholar] [CrossRef]
60. Yang G, Xia Y, Lin Z, Zhang K, Fatehi P, Chen J. Physicochemical impact of cellulose nanocrystal on oxidation of starch and starch based composite films. Int J Biol Macromol. 2021;184:42–9. doi:10.1016/j.ijbiomac.2021.06.009. [Google Scholar] [PubMed] [CrossRef]
61. Sharipov M. Study of changes in the properties of starch during oxidation in the creation of a component of adhesive material for surface treatment of paper. J Chem Technol. 2022;30(1):69–78. doi:10.15421/jchemtech.v30i1.249315. [Google Scholar] [CrossRef]
62. Amaraweera SM, Gunathilake C, Gunawardene OHP, Fernando NML, Wanninayaka DB, Dassanayake RS, et al. Development of starch-based materials using current modification techniques and their applications: a review. Molecules. 2021;26(22):6880. doi:10.3390/molecules26226880. [Google Scholar] [PubMed] [CrossRef]
63. Wu Z, Qiao D, Zhao S, Lin Q, Zhang B, Xie F. Nonthermal physical modification of starch: an overview of recent research into structure and property alterations. Int J Biol Macromol. 2022;203:153–75. doi:10.1016/j.ijbiomac.2022.01.103. [Google Scholar] [PubMed] [CrossRef]
64. Yokesahachart C, Pajareon S. Comparative study of physico-mechanical properties, thermal stability and water absorption of biodegradable films prepared from commercial oxidized and cross-linked cassava starches. J Current Sci Technol. 2020;10(2):121–9. doi:10.14456/jcst.2020.12. [Google Scholar] [CrossRef]
65. Guleria A, Singha AS, Rana RK. Preparation of starch-based biocomposites reinforced with mercerized lignocellulosic fibers: evaluation of their thermal, morphological, mechanical, and biodegradable properties. Int J Polym Anal Charact. 2017;22(7):595–609. doi:10.1080/1023666X.2017.1345558. [Google Scholar] [CrossRef]
66. Cardenas LPJ, Faguza KGU, Torres AMG. Modified starches and emerging technologies for biofilms production: a review. Ciencia En Desarrollo. 2025;16(1):149–59. doi:10.19053/01217488.v16.n1.2025.16130. [Google Scholar] [CrossRef]
67. Faridah DN, Damaiyanti S, Indrasti D, Jayanegara A, Ahmad Afandi F. Effect of heat moisture treatment on resistant starch content among carbohydrate sources: a meta-analysis. Int J Food Sci Technol. 2022;57(4):1965–74. doi:10.1111/ijfs.15276. [Google Scholar] [CrossRef]
68. Wang Q, Li L, Zheng X. A review of milling damaged starch: generation, measurement, functionality and its effect on starch-based food systems. Food Chem. 2020;315:126267. doi:10.1016/j.foodchem.2020.126267. [Google Scholar] [PubMed] [CrossRef]
69. Sindhu R, Devi A, Khatkar BS. Morphology, structure and functionality of acetylated, oxidized and heat moisture treated amaranth starches. Food Hydrocoll. 2021;118:106800. doi:10.1016/j.foodhyd.2021.106800. [Google Scholar] [CrossRef]
70. Wang Q, Li L, Liu C, Zheng X. Heat-moisture modified blue wheat starch: physicochemical properties modulated by its multi-scale structure. Food Chem. 2022;386:132771. doi:10.1016/j.foodchem.2022.132771. [Google Scholar] [PubMed] [CrossRef]
71. Piecyk M, Domian K. Effects of heat-moisture treatment conditions on the physicochemical properties and digestibility of field bean starch (Vicia faba var. minor). Int J Biol Macromol. 2021;182:425–33. doi:10.1016/j.ijbiomac.2021.04.015. [Google Scholar] [PubMed] [CrossRef]
72. Putra LO, Suharti S, Sarwono KA, Sutikno S, Fitri A, Astuti WD, et al. The effects of heat-moisture treatment on resistant starch levels in cassava and on fermentation, methanogenesis, and microbial populations in ruminants. Vet World. 2023;16(4):811–9. doi:10.14202/vetworld.2023.811-819. [Google Scholar] [PubMed] [CrossRef]
73. Zhao X, Wang Y, Li D, Wang L. Insight into the biphasic transition of heat-moisture treated waxy maize starch through controlled gelatinization. Food Chem. 2021;341(Pt 1):128214. doi:10.1016/j.foodchem.2020.128214. [Google Scholar] [PubMed] [CrossRef]
74. Thomann JA, Polhuis M, Broekman JOP, Deuss PJ, Heeres HJ, Heeres A. Tuning properties of native potato starch by combining heat-moisture treatment with ion exchange. Carbohydr Polym Technol Appl. 2025;9:100675. doi:10.1016/j.carpta.2025.100675. [Google Scholar] [CrossRef]
75. Yang S, Dhital S, Zhang MN, Wang J, Chen ZG. Structural, gelatinization, and rheological properties of heat-moisture treated potato starch with added salt and its application in potato starch noodles. Food Hydrocoll. 2022;131:107802. doi:10.1016/j.foodhyd.2022.107802. [Google Scholar] [CrossRef]
76. Fang G, Liu K, Gao Q. Effects of heat-moisture treatment on the digestibility and physicochemical properties of waxy and normal potato starches. Foods. 2022;12(1):68. doi:10.3390/foods12010068. [Google Scholar] [PubMed] [CrossRef]
77. Xiang G, Li J, Lin Q, Zhang Y, Ding Y, Guo X, et al. The effect of heat-moisture treatment changed the binding of starch, protein and lipid in rice flour to affect its hierarchical structure and physicochemical properties. Food Chem X. 2023;19:100785. doi:10.1016/j.fochx.2023.100785. [Google Scholar] [PubMed] [CrossRef]
78. Marta H, Cahyana Y, Bintang S, Soeherman GP, Djali M. Physicochemical and pasting properties of corn starch as affected by hydrothermal modification by various methods. Int J Food Prop. 2022;25(1):792–812. doi:10.1080/10942912.2022.2064490. [Google Scholar] [CrossRef]
79. Barua S, Hanewald A, Bächle M, Mezger M, Srivastav PP, Vilgis TA. Insights into the structural, thermal, crystalline and rheological behavior of various hydrothermally modified elephant foot yam (Amorphophallus paeoniifolius) starch. Food Hydrocoll. 2022;129:107672. doi:10.1016/j.foodhyd.2022.107672. [Google Scholar] [CrossRef]
80. Fonseca LM, El Halal SLM, Dias ARG, da Rosa Zavareze E. Physical modification of starch by heat-moisture treatment and annealing and their applications: a review. Carbohydr Polym. 2021;274:118665. doi:10.1016/j.carbpol.2021.118665. [Google Scholar] [PubMed] [CrossRef]
81. Dutta D, Sit N. Comparison of properties of films prepared from potato starch modified by annealing and heat-moisture treatment. Starch Stärke. 2022;74(11–12):2200110. doi:10.1002/star.202200110. [Google Scholar] [CrossRef]
82. Yao T, Sui Z, Janaswamy S. Annealing. In: Physical modifications of starch. Singapore: Springer Nature Singapore; 2023. p. 73–89. doi:10.1007/978-981-99-5390-5_5. [Google Scholar] [CrossRef]
83. Watanabe S, Nishitsuji Y, Hayakawa K, Shi YC. Pasting properties of A- and B-type wheat starch granules and annealed starches in relation to swelling and solubility. Int J Biol Macromol. 2024;261(Pt 1):129738. doi:10.1016/j.ijbiomac.2024.129738. [Google Scholar] [PubMed] [CrossRef]
84. Ma H, Liu M, Liang Y, Zheng X, Sun L, Dang W, et al. Research progress on properties of pre-gelatinized starch and its application in wheat flour products. Grain Oil Sci Technol. 2022;5(2):87–97. doi:10.1016/j.gaost.2022.01.001. [Google Scholar] [CrossRef]
85. Hong Y, Liu X. Pre-gelatinized modification of starch. In: Physical modifications of starch. Singapore: Springer Nature Singapore; 2023. p. 91–102. doi:10.1007/978-981-99-5390-5_6. [Google Scholar] [CrossRef]
86. Banožić M, Vladić J, Banjari I, Velić D, Aladić K, Jokić S. Spray drying as a method of choice for obtaining high quality products from food wastes—a review. Food Rev Int. 2023;39(4):1953–85. doi:10.1080/87559129.2021.1938601. [Google Scholar] [CrossRef]
87. Park S, Kim YR. Clean label starch: production, physicochemical characteristics, and industrial applications. Food Sci Biotechnol. 2021;30(1):1–17. doi:10.1007/s10068-020-00834-3. [Google Scholar] [PubMed] [CrossRef]
88. He XH, Xia W, Chen RY, Dai TT, Luo SJ, Chen J, et al. A new pre-gelatinized starch preparing by gelatinization and spray drying of rice starch with hydrocolloids. Carbohydr Polym. 2020;229:115485. doi:10.1016/j.carbpol.2019.115485. [Google Scholar] [PubMed] [CrossRef]
89. Yang S, Hu W, Qiao S, Song W, Tan W. Advances in processing techniques and determinants of sweet potato starch gelatinization. Foods. 2025;14(4):545. doi:10.3390/foods14040545. [Google Scholar] [PubMed] [CrossRef]
90. dos Santos TPR, Franco CML, do Carmo EL, Jane JL, Leonel M. Effect of spray-drying and extrusion on physicochemical characteristics of sweet potato starch. J Food Sci Technol. 2019;56(1):376–83. doi:10.1007/s13197-018-3498-y. [Google Scholar] [PubMed] [CrossRef]
91. Suzuki S, Kurachi S, Wada N, Takahashi K. Selective modification of aliphatic hydroxy groups in lignin using ionic liquid. Catalysts. 2021;11(1):120. doi:10.3390/catal11010120. [Google Scholar] [CrossRef]
92. Shaari S, Samsudin H, Uthumporn U. Effect of acetylation treatment on surface modified tapioca starches. Food Res. 2021;5(2):340–7. doi:10.26656/fr.2017.5(2).038. [Google Scholar] [CrossRef]
93. Subroto E, Cahyana Y, Indiarto R, Rahmah TA. Modification of starches and flours by acetylation and its dual modifications: a review of impact on physicochemical properties and their applications. Polymers. 2023;15(14):2990. doi:10.3390/polym15142990. [Google Scholar] [PubMed] [CrossRef]
94. Kusumaningsih T, Firdaus M, Handayani DS, Juneasri FTI, Ananta FM. Effect of acetylation treatment on the physicochemical and morphological properties of three sweet potato starches (Ipomoea batatas). Biodiversitas. 2023;24(5):3038–44. doi:10.13057/biodiv/d240559. [Google Scholar] [CrossRef]
95. Lewandowicz J, Le Thanh-Blicharz J, Szwengiel A. The effect of chemical modification on the rheological properties and structure of food grade modified starches. Processes. 2022;10(5):938. doi:10.3390/pr10050938. [Google Scholar] [CrossRef]
96. Nwakife NC, Muhammad HI, Musah M, Morah EJ, Andrew A, Mohammed MB. Effect of acetylation on the physicochemical properties and microbial load of Manihot palmata starch from Mokwa, Niger state, Nigeria. J Chem Soc Niger. 2025;50(1):22–37. doi:10.46602/jcsn.v50i1.1031. [Google Scholar] [CrossRef]
97. Wang X, Huang L, Zhang C, Deng Y, Xie P, Liu L, et al. Research advances in chemical modifications of starch for hydrophobicity and its applications: a review. Carbohydr Polym. 2020;240:116292. doi:10.1016/j.carbpol.2020.116292. [Google Scholar] [PubMed] [CrossRef]
98. El Farkhani M, Dadou S, El Miz Y, Elyoussfi A, El Miz M, Salhi A, et al. A review of the chemical modification and applications of starch. BIO Web Conf. 2024;109:01020. doi:10.1051/bioconf/202410901020. [Google Scholar] [CrossRef]
99. Mannu A, Mele A. Fischer-speier esterification and beyond: recent mechanicistic advances. Catalysts. 2024;14(12):931. doi:10.3390/catal14120931. [Google Scholar] [CrossRef]
100. Boetje L, Lan X, Silvianti F, van Dijken J, Polhuis M, Loos K. A more efficient synthesis and properties of saturated and unsaturated starch esters. Carbohydr Polym. 2022;292:119649. doi:10.1016/j.carbpol.2022.119649. [Google Scholar] [PubMed] [CrossRef]
101. Devale RR, Mahajan YS. Transesterification reactions as a means to produce esters: a critical review. Can J Chem Eng. 2024;102(11):3787–802. doi:10.1002/cjce.25414. [Google Scholar] [CrossRef]
102. Punia Bangar S, Sunooj KV, Navaf M, Phimolsiripol Y, Whiteside WS. Recent advancements in cross-linked starches for food applications—a review. Int J Food Prop. 2024;27(1):411–30. doi:10.1080/10942912.2024.2318427. [Google Scholar] [CrossRef]
103. Wang Y, He M, Wu Y, Liu Y, Ouyang J. Effect of crosslinking agents on the physicochemical and digestive properties of corn starch aerogel. Starch Stärke. 2021;73(3–4):2000161. doi:10.1002/star.202000161. [Google Scholar] [CrossRef]
104. Kumar Y, Singh S, Saxena DC. A comprehensive review on methods, mechanisms, properties, and emerging applications of crosslinked starches. Int J Biol Macromol. 2025;306(Pt 2):141526. doi:10.1016/j.ijbiomac.2025.141526. [Google Scholar] [PubMed] [CrossRef]
105. Han X, Wen H, Luo Y, Yang J, Xiao W, Xie J. Effects of chitosan modification, cross-linking, and oxidation on the structure, thermal stability, and adsorption properties of porous maize starch. Food Hydrocoll. 2022;124:107288. doi:10.1016/j.foodhyd.2021.107288. [Google Scholar] [CrossRef]
106. Zhao Y, Zheng Z, Zhao Y, Chen J, Tang S. Cross-linked modification of tapioca starch by sodium Trimetaphosphate: an influence on its structure. Food Chem X. 2024;23:101670. doi:10.1016/j.fochx.2024.101670. [Google Scholar] [PubMed] [CrossRef]
107. Chapagai MK, Fletcher B, Witt T, Dhital S, Flanagan BM, Gidley MJ. Multiple length scale structure-property relationships of wheat starch oxidized by sodium hypochlorite or hydrogen peroxide. Carbohydr Polym Technol Appl. 2021;2:100147. doi:10.1016/j.carpta.2021.100147. [Google Scholar] [CrossRef]
108. Handarini K, Hamdani JS, Cahyana Y, Setiasih IS. Functional, thermal, and molecular properties of ozonated starches. IOP Conf Ser Earth Environ Sci. 2020;443(1):012102. doi:10.1088/1755-1315/443/1/012102. [Google Scholar] [CrossRef]
109. Broekman JOP, Genuino HC, Heeres HJ, Brinksma J, Wielema T, Deuss PJ. Benign catalytic oxidation of potato starch using a homogeneous binuclear manganese catalyst and hydrogen peroxide. Catal Sci Technol. 2023;13(4):1233–43. doi:10.1039/d2cy01629j. [Google Scholar] [CrossRef]
110. Dong Z, Yang S, Dong X, Yang Y, Yan X, Su J, et al. Characteristics, protein engineering, heterologous production, and industrial applications of microbial isoamylases. Starch Stärke. 2022;74(1–2):2100192. doi:10.1002/star.202100192. [Google Scholar] [CrossRef]
111. Choton S, Bandral JD, Singh J, Bhat A, Sood M, Gupta N, et al. Enzymatic modification of starch: a review. Saudi J Med Pharm Sci. 2024;10(1):1–8. doi:10.36348/sjmps.2024.v10i01.001. [Google Scholar] [CrossRef]
112. Hutabarat DJC, Stevensen J. Physicochemical properties of enzymatically modified starch: a review. IOP Conf Ser Earth Environ Sci. 2023;1169(1):012093. doi:10.1088/1755-1315/1169/1/012093. [Google Scholar] [CrossRef]
113. Punia Bangar S, Ashogbon AO, Singh A, Chaudhary V, Whiteside WS. Enzymatic modification of starch: a green approach for starch applications. Carbohydr Polym. 2022;287:119265. doi:10.1016/j.carbpol.2022.119265. [Google Scholar] [PubMed] [CrossRef]
114. Miao M, BeMiller JN. Enzymatic approaches for structuring starch to improve functionality. Annu Rev Food Sci Technol. 2023;14(1):271–95. doi:10.1146/annurev-food-072122-023510. [Google Scholar] [PubMed] [CrossRef]
115. Jayarathna S, Péter-Szabó Z, Nestor G, Andersson M, Vilaplana F, Andersson R. Impact of mutations in starch synthesis genes on morphological, compositional, molecular structure, and functional properties of potato starch. PLoS One. 2024;19(9):e0310990. doi:10.1371/journal.pone.0310990. [Google Scholar] [PubMed] [CrossRef]
116. Li J, Jiao G, Sun Y, Chen J, Zhong Y, Yan L, et al. Modification of starch composition, structure and properties through editing of TaSBEIIa in both winter and spring wheat varieties by CRISPR/Cas9. Plant Biotechnol J. 2021;19(5):937–51. doi:10.1111/pbi.13519. [Google Scholar] [PubMed] [CrossRef]
117. Liu Q, Wang Y, Yang Y, Bian S, Zhou X, Zhu K, et al. Effects of extrusion and enzymatic debranching on the structural characteristics and digestibility of corn and potato starches. Food Biosci. 2022;47:101679. doi:10.1016/j.fbio.2022.101679. [Google Scholar] [CrossRef]
118. Bhatt P, Kumar V, Singh S, Garg S, Kumar M, Wong LS, et al. Enzymatic debranching of starch: techniques for improving drug delivery and industrial applications. Starch Stärke. 2025;77(4):e202400224. doi:10.1002/star.202400224. [Google Scholar] [CrossRef]
119. Xia W, Zhang K, Su L, Wu J. Microbial starch debranching enzymes: developments and applications. Biotechnol Adv. 2021;50:107786. doi:10.1016/j.biotechadv.2021.107786. [Google Scholar] [PubMed] [CrossRef]
120. Hii SL, Tan JS, Ling TC, Ariff AB. Pullulanase: role in starch hydrolysis and potential industrial applications. Enzyme Res. 2012;2012:921362. doi:10.1155/2012/921362. [Google Scholar] [PubMed] [CrossRef]
121. Xu M, Guo D, Guo J, Hu Y, Wang P, Ren F, et al. Modification of waxy rice starch using a combination of β-amylase and branching enzyme to delay retrogradation. Int J Biol Macromol. 2025;314:144256. doi:10.1016/j.ijbiomac.2025.144256. [Google Scholar] [PubMed] [CrossRef]
122. Kumar D, Yadav A, Ahmad R, Dwivedi UN, Yadav K. CRISPR-based genome editing for nutrient enrichment in crops: a promising approach toward global food security. Front Genet. 2022;13:932859. doi:10.3389/fgene.2022.932859. [Google Scholar] [PubMed] [CrossRef]
123. Fu Y, Hua Y, Luo T, Liu C, Zhang B, Zhang X, et al. Generating waxy rice starch with target type of amylopectin fine structure and gelatinization temperature by waxy gene editing. Carbohydr Polym. 2023;306:120595. doi:10.1016/j.carbpol.2023.120595. [Google Scholar] [PubMed] [CrossRef]
124. Wang Q, Gao H, Liu K, Wang H, Zhang F, Wei L, et al. CRISPR/Cas9-mediated enhancement of semi-dwarf glutinous traits in elite Xiangdaowan rice (Oryza sativa L.targeting SD1 and Wx genes for yield and quality improvement. Front Plant Sci. 2024;15:1333191. doi:10.3389/fpls.2024.1333191. [Google Scholar] [PubMed] [CrossRef]
125. Schutz GF, de Ávila Gonçalves S, Alves RMV, Vieira RP. A review of starch-based biocomposites reinforced with plant fibers. Int J Biol Macromol. 2024;261:129916. doi:10.1016/j.ijbiomac.2024.129916. [Google Scholar] [PubMed] [CrossRef]
126. Agarwal S. Major factors affecting the characteristics of starch based biopolymer films. Eur Polym J. 2021;160:110788. doi:10.1016/j.eurpolymj.2021.110788. [Google Scholar] [CrossRef]
127. Syafri E, Kasim A, Asben A, Senthamaraikannan P, Sanjay MR. Studies on Ramie cellulose microfibrils reinforced cassava starch composite: influence of microfibrils loading. J Nat Fibres. 2020;17(1):122–31. doi:10.1080/15440478.2018.1470057. [Google Scholar] [CrossRef]
128. Li M, Daygon VD, Solah V, Dhital S. Starch granule size: does it matter? Crit Rev Food Sci Nutr. 2023;63(19):3683–703. doi:10.1080/10408398.2021.1992607. [Google Scholar] [PubMed] [CrossRef]
129. Xu H, Zhou J, Liu X, Yu J, Copeland L, Wang S. Methods for characterizing the structure of starch in relation to its applications: a comprehensive review. Crit Rev Food Sci Nutr. 2023;63(20):4799–816. doi:10.1080/10408398.2021.2007843. [Google Scholar] [PubMed] [CrossRef]
130. Li C, Gong B, Hu Y, Liu X, Guan X, Zhang B. Combined crystalline, lamellar and granular structural insights into in vitro digestion rate of native starches. Food Hydrocoll. 2020;105:105823. doi:10.1016/j.foodhyd.2020.105823. [Google Scholar] [CrossRef]
131. Bertoft E. Understanding starch structure: recent progress. Agronomy. 2017;7(3):56. doi:10.3390/agronomy7030056. [Google Scholar] [CrossRef]
132. Chen S, Qiu Z, Yang Y, Wu J, Jiao W, Chen Y, et al. Revisiting the evolution of multi-scale structures of starches with different crystalline structures during enzymatic digestion. Foods. 2024;13(20):3291. doi:10.3390/foods13203291. [Google Scholar] [PubMed] [CrossRef]
133. Mao Y, Shi J, Cai L, Hwang W, Shi YC. Microstructures of starch granules with different amylose contents and allomorphs as revealed by scattering techniques. Biomacromolecules. 2023;24(5):1980–93. doi:10.1021/acs.biomac.2c01240. [Google Scholar] [PubMed] [CrossRef]
134. Sun X, Saleh ASM, Sun Z, Zhao K, Zhang X, Lu Y, et al. Molecular structure and architectural characteristics of outer shells and inner blocklets of normal and waxy wheat A- and B- starch granules. J Cereal Sci. 2022;105:103477. doi:10.1016/j.jcs.2022.103477. [Google Scholar] [CrossRef]
135. Abdullah AD, Chalimah S, Primadona I, Hanantyo MG. Physical and chemical properties of corn, cassava, and potato starchs. IOP Conf Ser Earth Environ Sci. 2018;160:012003. doi:10.1088/1755-1315/160/1/012003. [Google Scholar] [CrossRef]
136. Khalid S, Yu L, Meng L, Liu H, Ali A, Chen L. Poly(lactic acid)/starch composites: effect of microstructure and morphology of starch granules on performance. J Appl Polym Sci. 2017;134(46):45504. doi:10.1002/app.45504. [Google Scholar] [CrossRef]
137. Mansour G, Zoumaki M, Marinopoulou A, Tzetzis D, Prevezanos M, Raphaelides SN. Characterization and properties of non-granular thermoplastic starch-Clay biocomposite films. Carbohydr Polym. 2020;245:116629. doi:10.1016/j.carbpol.2020.116629. [Google Scholar] [PubMed] [CrossRef]
138. Podshivalov A, Zakharova M, Glazacheva E, Uspenskaya M. Gelatin/potato starch edible biocomposite films: correlation between morphology and physical properties. Carbohydr Polym. 2017;157:1162–72. doi:10.1016/j.carbpol.2016.10.079. [Google Scholar] [PubMed] [CrossRef]
139. Simmons S, Thomas EL. Structural characteristics of biodegradable thermoplastic starch/poly(ethylene-vinyl alcohol) blends. J Appl Polym Sci. 1995;58(12):2259–85. doi:10.1002/app.1995.070581215. [Google Scholar] [CrossRef]
140. Chaudhary DS. Understanding amylose crystallinity in starch-clay nanocomposites. J Polym Sci Part B Polym Phys. 2008;46(10):979–87. doi:10.1002/polb.21437. [Google Scholar] [CrossRef]
141. Sun X, Cui JF, Jia XJ, Zhang CW, Li FY, Li JF, et al. Starch and plant fiber reinforced biodegradable composites with open cell structures. J Biobased Mat Bioenergy. 2019;13(4):438–45. doi:10.1166/jbmb.2019.1868. [Google Scholar] [CrossRef]
142. Pashkuleva I, Azevedo HS, Reis RL. Surface structural investigation of starch-based biomaterials. Macromol Biosci. 2008;8(2):210–9. doi:10.1002/mabi.200700076. [Google Scholar] [PubMed] [CrossRef]
143. Marinković AD, Vuksanović MM, Karić N, Đokić V, Popović M, Jančić Heinemann R, et al. The effect of natural modifiers for starch hydrophobization on performance of composite based on ethylene acrylic acid copolymer. Polym Compos. 2021;42(3):1325–37. doi:10.1002/pc.25903. [Google Scholar] [CrossRef]
144. Guo Y, Zhang B, Zhao S, Qiao D, Xie F. Plasticized starch/agar composite films: processing, morphology, structure, mechanical properties and surface hydrophilicity. Coatings. 2021;11(3):311. doi:10.3390/coatings11030311. [Google Scholar] [CrossRef]
145. Li TX, Li K, Wang YM, Su HB, Wang Q, Cui HZ. Effects of gelatinization characteristics on starch-based superabsorbent polymer. Mater Res Innov. 2015;19(sup5):S5-817–21. doi:10.1179/1432891714Z.0000000001199. [Google Scholar] [CrossRef]
146. Park JW, Im SS, Kim SH, Kim YH. Biodegradable polymer blends of poly(L-lactic acid) and gelatinized starch. Polym Eng Sci. 2000;40(12):2539–50. doi:10.1002/pen.11384. [Google Scholar] [CrossRef]
147. Anglès MN, Dufresne A. Plasticized starch/tunicin whiskers nanocomposites. 1. Structural analysis. Macromolecules. 2000;33(22):8344–53. doi:10.1021/ma0008701. [Google Scholar] [CrossRef]
148. Lyu JS, Han J. Fabrication of bio-inspired carbon nanodot-corn starch nanocomposite films via extrusion process for sustainable active food packaging applications. Carbohydr Polym. 2024;343:122502. doi:10.1016/j.carbpol.2024.122502. [Google Scholar] [PubMed] [CrossRef]
149. Yang X, Gao H, Ma Y, Xiao J, Mou J. Fabrication of flaxseed gum modification oxidized corn starch grafted polyacrylic acid liquid dust suppressant with environmental friendliness. Powder Technol. 2025;457:120865. doi:10.1016/j.powtec.2025.120865. [Google Scholar] [CrossRef]
150. Oluba OM, Owoso TO, Bayo-Olorunmeke AO, Erifeta GO, Josiah SJ, Ojeaburu SI, et al. Probing the role of ginger starch on physicochemical and thermal properties of gum Arabic hybrid biocomposite for food packaging applications. Carbohydr Polym Technol Appl. 2025;9(1):100650. doi:10.1016/j.carpta.2024.100650. [Google Scholar] [CrossRef]
151. D5865/D5865M-19. Standard test method for gross calorific value of coal and coke. West Conshohocken, PA, USA: aSTM International; 2019. doi:10.1520/D5865_D5865M-19. [Google Scholar] [CrossRef]
152. Isoorg. 2025 [cited 2025 Nov 18]. Available from: https://www.iso.org/obp/ui/en/#iso:std:iso:1928:ed-5:v1:en. [Google Scholar]
153. Ali A, Chhabra D, Kumari M, Manisha, Pinkey, Tiwari S, et al. Optimization and characterization of hybrid bio-briquettes produced from the mixture of sawdust, sugarcane bagasse, and paddy straw. Environ Sci Pollut Res Int. 2024;31(10):15467–90. doi:10.1007/s11356-024-32171-x. [Google Scholar] [PubMed] [CrossRef]
154. Demirbas A. Theoretical heating values and impacts of pure compounds and fuels. Energy Sources Part A Recovery Util Environ Eff. 2006;28(5):459–67. doi:10.1080/009083190927129. [Google Scholar] [CrossRef]
155. Abdul Jameel AG, Al-Muslem A, Ahmad N, Alquaity ABS, Zahid U, Ahmed U. Predicting enthalpy of combustion using machine learning. Processes. 2022;10(11):2384. doi:10.3390/pr10112384. [Google Scholar] [CrossRef]
156. Esteves B, Sen U, Pereira H. Influence of chemical composition on heating value of biomass: a review and bibliometric analysis. Energies. 2023;16(10):4226. doi:10.3390/en16104226. [Google Scholar] [CrossRef]
157. Bianchini L, Colantoni A, Venanzi R, Cozzolino L, Picchio R. Physicochemical properties of forest wood biomass for bioenergy application: a review. Forests. 2025;16(4):702. doi:10.3390/f16040702. [Google Scholar] [CrossRef]
158. Boumanchar I, Chhiti Y, M’hamdi Alaoui FE, El Ouinani A, Sahibed-Dine A, Bentiss F, et al. Effect of materials mixture on the higher heating value: case of biomass, biochar and municipal solid waste. Waste Manag. 2017;61:78–86. doi:10.1016/j.wasman.2016.11.012. [Google Scholar] [PubMed] [CrossRef]
159. Świechowski K, Zafiu C, Białowiec A. Carbonized solid fuel production from polylactic acid and paper waste due to torrefaction. Materials. 2021;14(22):7051. doi:10.3390/ma14227051. [Google Scholar] [PubMed] [CrossRef]
160. Tulley RT, Appel MJ, Enos TG, Hegsted M, McCutcheon KL, Zhou J, et al. Comparative methodologies for measuring metabolizable energy of various types of resistant high amylose corn starch. J Agric Food Chem. 2009;57(18):8474–9. doi:10.1021/jf900971c. [Google Scholar] [PubMed] [CrossRef]
161. Behall KM, Howe JC. Resistant starch as energy. J Am Coll Nutr. 1996;15(3):248–54. doi:10.1080/07315724.1996.10718595. [Google Scholar] [PubMed] [CrossRef]
162. Wolf BW, Bauer LL, Fahey GC Jr. Effects of chemical modification on in vitro rate and extent of food starch digestion: an attempt to discover a slowly digested starch. J Agric Food Chem. 1999;47(10):4178–83. doi:10.1021/jf9813900. [Google Scholar] [PubMed] [CrossRef]
163. Gani A, Ahmad Ashwar B, Akhter G, Shah A, Wani IA, Ahmad Masoodi F. Physico-chemical, structural, pasting and thermal properties of starches of fourteen Himalayan rice cultivars. Int J Biol Macromol. 2017;95:1101–7. doi:10.1016/j.ijbiomac.2016.10.100. [Google Scholar] [PubMed] [CrossRef]
164. Velusamy S, Subbaiyan A, Kandasamy S, Shanmugamoorthi M, Thirumoorthy P. Combustion characteristics of biomass fuel briquettes from onion peels and tamarind shells. Arch Environ Occup Health. 2022;77(3):251–62. doi:10.1080/19338244.2021.1936437. [Google Scholar] [PubMed] [CrossRef]
165. Palanisamy E, Velusamy S, Al-Zaqri N, Boshaala A. Characterization and energy evaluation analysis of agro biomass briquettes produced from Gloriosa superba wastes and turmeric leave wastes using cassava starch as binder. Biomass Convers Biorefin. 2023;13(12):11321–37. doi:10.1007/s13399-023-04543-9. [Google Scholar] [CrossRef]
166. Handra N, Kasim A, Gunawarman, Santosa. Effect of binders on EFB bio-briquettes of fuel calorific value. Int J Adv Sci Eng Inf Technol. 2018;8(4):1071. doi:10.18517/ijaseit.8.4.1528. [Google Scholar] [CrossRef]
167. Achebe C, Umeji A, Chukwuneke J. Energy evaluation of various compositions of biomass waste briquettes. Adv Res. 2018;13(6):1–11. doi:10.9734/air/2018/39270. [Google Scholar] [CrossRef]
168. Harussani MM, Sapuan SM, Rashid U, Khalina A. Development and characterization of polypropylene waste from personal protective equipment (PPE)-derived char-filled sugar palm starch biocomposite briquettes. Polymers. 2021;13(11):1707. doi:10.3390/polym13111707. [Google Scholar] [PubMed] [CrossRef]
169. Jeżowski P, Kowalczewski PŁ. Starch as a green binder for the formulation of conducting glue in supercapacitors. Polymers. 2019;11(10):1648. doi:10.3390/polym11101648. [Google Scholar] [PubMed] [CrossRef]
170. Ezenwa ON, Mgbemena CO, Emagbetere E. Utilization of solid residue from hydrothermal liquefaction of breadfruit pulp for the production of bio-briquette using cassava starch as binder. Heliyon. 2024;10(1):e24081. doi:10.1016/j.heliyon.2024.e24081. [Google Scholar] [PubMed] [CrossRef]
171. Akhator PE, Bazuaye L, Ewere A, Oshiokhai O. Production and characterisation of solid waste-derived fuel briquettes from mixed wood wastes and waste pet bottles. Heliyon. 2023;9(11):e21432. doi:10.1016/j.heliyon.2023.e21432. [Google Scholar] [PubMed] [CrossRef]
172. Selvarajoo A, Lee CW, Oochit D, Almashjary KHO. Bio-pellets from empty fruit bunch and durian rinds with cornstarch adhesive for potential renewable energy. Mater Sci Energy Technol. 2021;4:242–8. doi:10.1016/j.mset.2021.06.008. [Google Scholar] [CrossRef]
173. Lubwama M, Yiga VA, Muhairwe F, Kihedu J. Physical and combustion properties of agricultural residue bio-char bio-composite briquettes as sustainable domestic energy sources. Renew Energy. 2020;148:1002–16. doi:10.1016/j.renene.2019.10.085. [Google Scholar] [CrossRef]
174. Faizal ANM, Ahmad Zaini MA. Formaldehyde resin as a solid fuel and activated carbon. Hung J Ind Chem. 2024;52(1):71–7. doi:10.33927/hjic-2024-09. [Google Scholar] [CrossRef]
175. Reza MM, Begum HA, Uddin AJ. Potentiality of sustainable corn starch-based biocomposites reinforced with cotton filter waste of spinning mill. Heliyon. 2023;9(5):e15697. doi:10.1016/j.heliyon.2023.e15697. [Google Scholar] [PubMed] [CrossRef]
176. Kamaruddin ZH, Jumaidin R, Ahmad Ilyas R, Selamat MZ, Alamjuri RH, Yusof FAM. Biocomposite of cassava starch-Cymbopogan citratus fibre: mechanical, thermal and biodegradation properties. Polymers. 2022;14(3):514. doi:10.3390/polym14030514. [Google Scholar] [PubMed] [CrossRef]
177. Ibrahim H, Farag M, Megahed H, Mehanny S. Characteristics of starch-based biodegradable composites reinforced with date palm and flax fibers. Carbohydr Polym. 2014;101:11–9. doi:10.1016/j.carbpol.2013.08.051. [Google Scholar] [PubMed] [CrossRef]
178. Gravalos I, Xyradakis P, Kateris D, Gialamas T, Bartzialis D, Giannoulis K. An experimental determination of gross calorific value of different agroforestry species and bio-based industry residues. Nat Resour. 2016;7(1):57–68. doi:10.4236/nr.2016.71006. [Google Scholar] [CrossRef]
179. Oñate A, Travieso Pedroso D, Valenzuela M, Blanco Machin E, Tuninetti V. Production of high-calorific hybrid biofuel pellets from urban plastic waste and agro-industrial by-products. J Clean Prod. 2024;479:144046. doi:10.1016/j.jclepro.2024.144046. [Google Scholar] [CrossRef]
180. Akam NG, Diboma BS, Mfomo JZ, Ndiwe B, Bôt BV, Biwolé AB. Physicochemical characterization of briquette fuel produced from cocoa pod husk case of Cameroon. Energy Rep. 2024;11:1580–9. doi:10.1016/j.egyr.2024.01.029. [Google Scholar] [CrossRef]
181. Oyebamiji OO, Olaleru AS, Oyeleke RB, Ofodile LN. Evaluation and characterization of biochar and briquettes from agricultural wastes for sustainable energy production. Waste Manag Bull. 2025;3(3):100198. doi:10.1016/j.wmb.2025.100198. [Google Scholar] [CrossRef]
182. Celestino JMT, Lating PO, Nabuuma B, Yiga VA. Effects of clay, gum Arabic and hybrid binders on the properties of rice and coffee HUSK briquettes. Results Eng. 2023;20:101488. doi:10.1016/j.rineng.2023.101488. [Google Scholar] [CrossRef]
183. Khlifi S, Lajili M, Belghith S, Mezlini S, Tabet F, Jeguirim M. Briquettes production from olive mill waste under optimal temperature and pressure conditions: physico-chemical and mechanical characterizations. Energies. 2020;13(5):1214. doi:10.3390/en13051214. [Google Scholar] [CrossRef]
184. Toader M, Georgescu E, Ionescu AM, Năstase PI. The productivity elements, chemical composition and energetical value (caloric) of some maize hybrids in ialomita county conditions. Agric Life Life Agric Conf Proc. 2018;1(1):122–5. doi:10.2478/alife-2018-0018. [Google Scholar] [CrossRef]
185. Panzeri D, Cesari V, Toschi I, Pilu R. Seed calorific value in different maize genotypes. Energy Sources Part A Recovery Util Environ Eff. 2011;33(18):1700–5. doi:10.1080/15567030903452118. [Google Scholar] [CrossRef]
186. Singha NR, Chattopadhyay PK. Starch-based blends and composites. Amsterdam, The Netherlands: Elsevier; 2022. p. 205–36. doi:10.1016/b978-0-12-823791-5.00006-5. [Google Scholar] [CrossRef]
187. Vitola L, Gendelis S, Sinka M, Pundiene I, Bajare D. Assessment of plant origin by-products as lightweight aggregates for bio-composite bounded by starch binder. Energies. 2022;15(15):5330. doi:10.3390/en15155330. [Google Scholar] [CrossRef]
188. Mahmood Raouf R. Analyse the mechanical, electrical, thermal, and structural properties of the starch/polyvinyl alcohol bio-composite. Polym Plast Technol Mater. 2024;63(6):667–79. doi:10.1080/25740881.2023.2301296. [Google Scholar] [CrossRef]
189. Worzakowska M. The preparation, physicochemical and thermal properties of the high moisture, solvent and chemical resistant starch-g-poly(geranyl methacrylate) copolymers. J Therm Anal Calorim. 2020;140(1):189–98. doi:10.1007/s10973-019-08801-9. [Google Scholar] [CrossRef]
190. Hamma A, Kaci M, Mohd Ishak ZA, Ceccato R, Pegoretti A. Starch-grafted-polypropylene/kenaf fibres composites. Part 2: thermal stability and dynamic-mechanical response. J Reinf Plast Compos. 2015;34(24):2045–58. doi:10.1177/0731684415609792. [Google Scholar] [CrossRef]
191. Cunha AM, Campos AR, Cristovão C, Vila C, Santos V, Parajó JC. Sustainable materials in automotive applications. Plast Rubber Compos. 2006;35(6–7):233–41. doi:10.1179/174328906x146487. [Google Scholar] [CrossRef]
192. Oladele IO, Bichang’a DO, Borisade SG, Isola-Makinde BA, Akinbamiyorin I, Githinji DN. Recent advancements in the application of natural fibre/particulate based polymer composites in automotive industry: a review on sustainable development. Matériaux Tech. 2024;112(4):402. doi:10.1051/mattech/2024020. [Google Scholar] [CrossRef]
193. Bouzouita A, Notta-Cuvier D, Raquez JM, Lauro F, Dubois P. Poly(lactic acid)-based materials for automotive applications. In: Industrial applications of poly(lactic acid). Berlin/Heidelberg, Germany: Springer; 2017. p. 177–219. doi:10.1007/12_2017_10. [Google Scholar] [CrossRef]
194. Giammaria V, Capretti M, Del Bianco G, Boria S, Santulli C. Application of poly(lactic acid) composites in the automotive sector: a critical review. Polymers. 2024;16(21):3059. doi:10.3390/polym16213059. [Google Scholar] [PubMed] [CrossRef]
195. Mansour G, Zoumaki M, Tsongas K, Tzetzis D. Starch-sandstone materials in the construction industry. Results Eng. 2020;8:100182. doi:10.1016/j.rineng.2020.100182. [Google Scholar] [CrossRef]
196. Zoumaki M, Tzetzis D, Mansour G. Development and characterization of starch-based nanocomposite materials. IOP Conf Ser Mater Sci Eng. 2019;564(1):012037. doi:10.1088/1757-899x/564/1/012037. [Google Scholar] [CrossRef]
197. Yang H, Hu Z, Wu F, Guo K, Gu F, Cao M. The use and recycling of agricultural plastic mulch in China: a review. Sustainability. 2023;15(20):15096. doi:10.3390/su152015096. [Google Scholar] [CrossRef]
198. Yang Y, Li P, Jiao J, Yang Z, Lv M, Li Y, et al. Renewable sourced biodegradable mulches and their environment impact. Sci Hortic. 2020;268:109375. doi:10.1016/j.scienta.2020.109375. [Google Scholar] [CrossRef]
199. Menossi M, Salcedo F, Rivilli N, Nicolini AT, Alvarez VA, Ludueña LN. Biodegradable mulch films based on starch/poly(lactic acid)/poly(ε-caprolactone) ternary blends. J Polym Environ. 2023;31(5):2114–37. doi:10.1007/s10924-022-02721-w. [Google Scholar] [CrossRef]
200. Saepoo T, Sarak S, Mayakun J, Eksomtramage T, Kaewtatip K. Thermoplastic starch composite with oil palm mesocarp fiber waste and its application as biodegradable seeding pot. Carbohydr Polym. 2023;299:120221. doi:10.1016/j.carbpol.2022.120221. [Google Scholar] [PubMed] [CrossRef]
201. Anirudh MK, Nandhu Lal AM, Harikrishnan MP, Jose J, Thasim J, Warrier AS, et al. Sustainable seedling pots: development and characterisation of banana waste and natural fibre-reinforced composites for horticultural applications. Int J Biol Macromol. 2024;270(Pt 1):132070. doi:10.1016/j.ijbiomac.2024.132070. [Google Scholar] [PubMed] [CrossRef]
202. Bhargava N, Sharanagat VS, Mor RS, Kumar K. Active and intelligent biodegradable packaging films using food and food waste-derived bioactive compounds: a review. Trends Food Sci Technol. 2020;105:385–401. doi:10.1016/j.tifs.2020.09.015. [Google Scholar] [CrossRef]
203. Jafarzadeh S, Mohammadi Nafchi A, Salehabadi A, Oladzad-Abbasabadi N, Jafari SM. Application of bio-nanocomposite films and edible coatings for extending the shelf life of fresh fruits and vegetables. Adv Colloid Interface Sci. 2021;291:102405. doi:10.1016/j.cis.2021.102405. [Google Scholar] [PubMed] [CrossRef]
204. Tanwar R, Gupta V, Kumar P, Kumar A, Singh S, Gaikwad KK. Development and characterization of PVA-starch incorporated with coconut shell extract and sepiolite clay as an antioxidant film for active food packaging applications. Int J Biol Macromol. 2021;185:451–61. doi:10.1016/j.ijbiomac.2021.06.179. [Google Scholar] [PubMed] [CrossRef]
205. Burdock GA, Carabin IG. Generally recognized as safe (GRAShistory and description. Toxicol Lett. 2004;150(1):3–18. doi:10.1016/j.toxlet.2003.07.004. [Google Scholar] [PubMed] [CrossRef]
206. Ungureanu C, Tihan G, Zgârian R, Pandelea Voicu G. Bio-coatings for preservation of fresh fruits and vegetables. Coatings. 2023;13(8):1420. doi:10.3390/coatings13081420. [Google Scholar] [CrossRef]
207. Regulation-1935/2004-EN-EUR-Lex [Internet]. 2021 [cited 2025 Nov 18]. Available from: http://data.europa.eu/eli/reg/2004/1935/2021-03-27. [Google Scholar]
208. FAO & WHO. Codex alimentarius commission procedural manual. 30th ed. Rome, Italy: FAO; 2025. doi:10.4060/cd4216en. [Google Scholar] [CrossRef]
209. Fu Y, Jiang E, Yao Y. New techniques in structural tailoring of starch functionality. Annu Rev Food Sci Technol. 2022;13:117–43. doi:10.1146/annurev-food-102821-035457. [Google Scholar] [PubMed] [CrossRef]
210. Lin Z, Cheng H, He K, McClements DJ, Jin Z, Xu Z, et al. Recent progress in the hydrophobic modification of starch-based films. Food Hydrocoll. 2024;151:109860. doi:10.1016/j.foodhyd.2024.109860. [Google Scholar] [CrossRef]
211. Rivadeneira-Velasco KE, Utreras-Silva CA, Díaz-Barrios A, Sommer-Márquez AE, Tafur JP, Michell RM. Green nanocomposites based on thermoplastic starch: a review. Polymers. 2021;13(19):3227. doi:10.3390/polym13193227. [Google Scholar] [PubMed] [CrossRef]
212. Ferdous J, Bensebaa F, Pelletier N. Integration of LCA, TEA, process simulation and optimization: a systematic review of current practices and scope to propose a framework for pulse processing pathways. J Clean Prod. 2023;402:136804. doi:10.1016/j.jclepro.2023.136804. [Google Scholar] [CrossRef]
213. Forfora N, Azuaje I, Kanipe T, Gonzalez JA, Lendewig M, Urdaneta I, et al. Are starch-based materials more eco-friendly than fossil-based? A critical assessment. Clean Environ Syst. 2024;13:100177. doi:10.1016/j.cesys.2024.100177. [Google Scholar] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools