
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

Preliminary Fabrication and Characterization of Cross-Laminated Panel Made from Nipah Palm Petiole Fibres
1 School of Engineering and Technology, University of Technology Sarawak, Sibu, 96000, Sarawak
2 Centre of Excellence in Wood Engineered Products, University of Technology Sarawak, Sibu, 96000, Sarawak
3 School of Postgraduate Studies, University of Technology Sarawak, Sibu, 96000, Sarawak
4 School of Foundation Studies, University of Technology Sarawak, Sibu, 96000, Sarawak
* Corresponding Author: Ros Syazmini Mohd Ghani. Email:
(This article belongs to the Special Issue: Biomass-based Thermoset and Thermoplastic Polymers for Biomass-based Composites)
Journal of Renewable Materials 2026, 14(4), 8 https://doi.org/10.32604/jrm.2025.02025-0174
Received 03 September 2025; Accepted 04 November 2025; Issue published 24 April 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
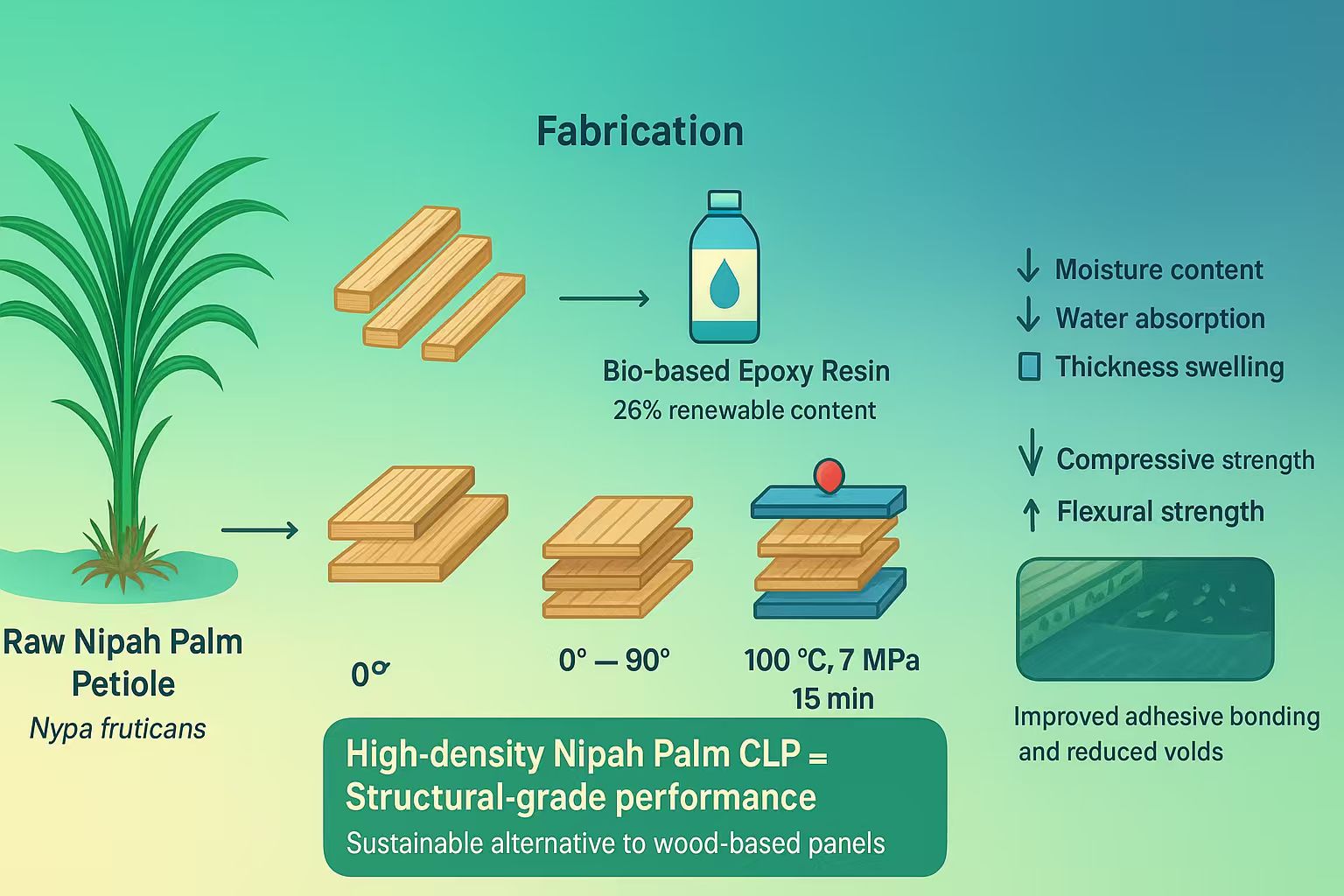
The increasing demand for sustainable construction materials has driven research into non-wood biomass for engineered composites. This study reports the preliminary fabrication and evaluation of cross-laminated panels (CLPs) made from Nipah palm (Nypa fruticans) petioles bonded with a bio-epoxy resin adhesive. Panels were manufactured at three target densities (400, 600, and 800 kg/m3) and evaluated for their physical, mechanical, and microstructural properties. Physical tests included moisture content, water absorption, and thickness swelling, while mechanical tests measured compressive and flexural strength in accordance with JIS A 5908:2022 and ASTM D1037 standards. The results showed that higher panel density reduced moisture content, swelling, and water absorption, thereby improving dimensional stability. Mechanical performance also increased significantly with density, reaching compressive strength of 25 MPa and flexural strength of 27.4 MPa at 800 kg/m3, values within the range of structural-grade wood-based panels. Microstructural analysis confirmed enhanced adhesive penetration, reduced voids, and stronger fibre bonding at higher densities. These findings demonstrate the feasibility of Nipah palm petioles as a raw material for CLPs and highlight their potential as sustainable structural panels in construction and interior applications.Graphic Abstract
Keywords
The global demand for sustainable and environmentally responsible construction materials has prompted a shift toward renewable, bio-based resources that reduce reliance on petroleum-derived inputs. Among these, biomass-derived composites have emerged as promising alternatives due to their resource efficiency, biodegradability, and alignment with circular economy principles [1]. The integration of natural fibers with polymer matrices allows the development of high-performance materials suitable for structural and non-structural applications, particularly in the construction, furniture, and packaging [2].
Cross-laminated panel (CLP) technology is conceptually derived from the well-established cross-laminated timber (CLT) system, widely adopted in engineered wood construction for its strength, stiffness, and dimensional stability (illustration as in Fig. 1). CLT panels consist of orthogonally laminated wood layers bonded with resins to form large-scale structural components [3]. However, dependence on conventional wood resources raises sustainability concerns. CLPs address this issue by substituting wood with non-wood biomass, such as palm petioles, arranged in perpendicular orientations to enhance strength, reduce anisotropy, and limit moisture-induced deformation.

Figure 1: The illustration of CLP
In Southeast and South Asia, the Nipah palm (Nypa fruticans) is an abundant, underutilized biomass source. Its fibrous petioles, often discarded after harvesting, exhibit structural properties that make them promising candidates for engineered panel fabrication [4]. To convert raw Nipah biomass into functional CLPs, an adhesive capable of strong, durable bonding with lignocellulosic substrate is essential.
Traditionally, adhesives such as urea-formaldehyde (UF), phenol-formaldehyde (PF), and melamine-urea-formaldehyde (MUF) dominated the wood panel industry [5]. Environmental concerns over formaldehyde emissions have driven research into greener alternatives, including tannin- and lignin-based adhesives [6]. Epoxy resins, known for their excellent bonding strength, dimensional stability, and resistance to moisture and chemicals, have gained attention in bio-based composite applications [7]. The development of bio-based epoxy resins derived from renewable sources provides eco-friendly options with mechanical properties comparable to petroleum-based epoxies [8].
In the fabrication of CLPs, several parameters such as number of layers, fiber compaction, and adhesive infiltration play a crucial role in determining performance [9]. The cross-lamination of fibrous materials improves mechanical behavior by distributing loads across multiple axes, while the matrix phase contributes to dimensional stability and moisture resistance [10]. Nevertheless, few studies have investigated the use of Nipah palm petioles as structural elements in engineered composite panels but none as CLPs.
This study investigates the fabrication of CLP produced from Nipah palm petioles with a bio-epoxy resin system. It evaluates their physical, mechanical, and microstructural properties, with the aim of establishing baseline performance data. The broader significance of this research lies in valorizing Nipah palm biomass for structural applications, advancing the use of renewable feedstocks in the building sector, and supporting circular bioeconomy strategies.
The objectives of this study are:
(1) To assess the feasibility of using Nipah palm petioles as a structural raw material in CLP fabrication.
(2) To establish baseline physical, mechanical, and microstructural data for future optimization of composite design.
The CLP in this study was fabricated using two primary components: Nipah palm petiole as the main raw material and a bio-based epoxy resin system. The Nipah palm petioles were sourced from Maludam, Sarawak, and selected for maturity, uniform colouration, and absence of defects.
The adhesive system used was Kinetic 135 ECO-X Epoxy Laminating Resin (Part A, clear viscous resin), combined with the 135 Bio-Based Kinetix Hardener (Part B, light amber curing agent) (ATL Compsosites Pty Ltd., Queensland, Australia) (Fig. 2). This two-part system is a United State Department of Agriculture (USDA) Certified Biobased Product, containing 26% renewable carbon content. According to the manufacturer’s technical data [11], the resin and hardener were mixed manually at the recommended ratio of 3:1 by weight (resin:hardener) for ~3 min until a homogeneous mixture was obtained. The mixed adhesive remained transparent to slightly yellowish prior to curing. The mixture has a pot life of ~35 min at 25°C (100 g mix), cures at room temperature with optional post-curing, and has a shelf life of 2 years when stored sealed under ambient conditions.

Figure 2: The bio-based epoxy system used in this study, (a) resin and (b) hardener
2.2 Preparation of Raw Material
The Nipah palm petioles used in this study were selected based on frond maturity with uniform coloration (greenish-brown), midrib integrity, and absence of fungal or insect infestation. Each petiole was carefully detached from the plant using a pruning knife and cleaned of any residual mud or detritus (Fig. 3).

Figure 3: Nipah palm collected from the field
To prepare the lamina for CLP fabrication, the selected Nipah palm petioles were first cut into uniform segments of approximately 30 cm in length using a handheld rotary saw (Fig. 4). These segments were then sliced longitudinally into thinner lamellae using a fine-tooth blade. Prior to slicing the outer skin of the Nipah palm petioles were carefully removed manually using a sharp knife to expose the fibrous portion of the petiole. This ensured better surface quality and adhesive bonding. Following slicing, the lamellae were placed into a cylindrical sugarcane roller, which served to straighten the fibers and reduce warping while simultaneously removing residual surface moisture through light mechanical pressure.

Figure 4: Nipah palm cut into segments
After rolling, the strips underwent oven drying at a temperature of 104 ± 5°C for 24 h to achieve a target moisture content of 8% to 12% using a laboratory oven (Memmert UN55, Germany, temperature range ambient +5°C to 250°C, accuracy ±0.5°C). This range is commonly adopted in wood-based composite manufacturing, as it promotes optimal adhesive bonding while reducing risks of dimensional instability or delamination during hot pressing [12]. The dried laminae were then conditioned at room temperature at approximately 25°C and 60% relative humidity for 48 h prior to adhesive application and panel assembly.
2.3 Nipah Palm CLP Fabrication
The fabrication process involved layering Nipah palm long fibers (80 wt%) with a bio-based epoxy resin system (20 wt%). The resin-to-hardener ratio was maintained at 3:1 by weight, as recommended by the manufacturer to ensure proper curing process (Fig. 5). In this system, the hardener functions as a curing agent that actively reacts with the epoxy groups to form a crosslinked thermoset network.

Figure 5: Adhesive coating process on the Nipah palm fibres
The target density for the composite board was designed at three different densities: 400, 600 and 800 kg/m3 for performance comparisons. To achieve these densities at constant panel dimensions (320 mm × 320 mm × 25 mm), the required mass was first calculated using the following formula:
Accordingly, the mass of the Nipah palm long fibers was adjusted to meet each density level, while the epoxy resin was added at a constant ratio of 20 wt% relative to the fibre mass. This ensured that the fibre-resin ratio (80:20 wt%) remained consistent across all panels, while density variation was achieved solely by controlling the amount of raw material loaded into the mould.
After material preparation, the mixture was evenly distributed into the steel mould and to aid in demoulding and prevent surface defects, a releasing agent was applied, and baking paper was placed within the mould. Hot pressing was conducted at a pressure of 7 MPa for 15 min at 100°C to achieve effective consolidation and curing of the panel. Fig. 6 shows the fabricated CLP from this study.

Figure 6: The five-ply CLP fabricated from Nipah palm
All panels were fabricated to a nominal thickness of 25 mm, with a five-ply configuration. The Nipah palm laminae were oriented in alternating directions to form a cross-laminated structure, arranged as [0°, 90°, 0°, 90°, 0°], where the outer layers were parallel to the fibre direction. This orientation pattern was consistent for all density levels.
Following the hot-pressing process, the boards were demoulded and cut into standardised test specimens in accordance with JIS A 5908:2022 [13] and ASTM D1037 [14]. These two standards are specifically intended for testing and evaluating particleboard and similar wood-based panels, making them suitable for assessing the properties of the product in this study. Although the fabricated panels adopt a cross-laminated configuration, the use of standards developed for CLT, such as ANSI/APA PRG 320 and EN 16351, was not considered appropriate. This is because the performance requirements prescribed in CLT standards are designed for structural-grade timber products, which set benchmarks that cannot realistically be achieved by panels produced from non-wood biomass such as palm petioles. Therefore, JIS A 5908:2022 and ASTM D1037 were chosen as they provide a more relevant and attainable framework for evaluating the physical and mechanical characteristics of the experimental panels. Specifically, JIS A 5908:2022 was referred to under the base particleboard category (Type30-15), which applies to high-density structural panels with thickness ≥15 mm.
2.4 Physical Properties of Nipah Palm CLP
The physical properties of the Nipah palm CLP were evaluated after cutting the samples to the required test size following JIS standards. The moisture content of the CLP was determined according to JIS A 5908:2022 using the oven-dry method. Water absorption and thickness swelling after 48 h of immersion were also measured based on the JIS A 5908:2022. The weight of all specimens was measured with a precision balance (Mettler Toledo PB303-S, Switzerland; accuracy ±0.001 g)
2.5 Mechanical Properties of Nipah Palm CLP
The mechanical performance of the fabricated composite boards was evaluated through a series of standardized tests to determine their structural integrity and suitability for practical applications. The compression and flexural tests were assessed following the guidelines stipulated in ASTM D1037 using a Universal Testing Machine (Instron Model 3369, Instron, Norwood, MA, USA; capacity 50 kN, accuracy ±0.5%).
Compression tests were performed on rectangular specimens with dimensions of 50 mm × 50 mm × 25 mm, prepared in line with ASTM D1037. The loading was applied perpendicular to the surface of the panels, and results were expressed as compressive strength (MPa) and was conducted at a crosshead speed of 2.5 mm/min.
Meanwhile, flexural properties were determined using the three-point bending method according to ASTM D1037. Specimens were prepared with dimensions of 250 mm × 50 mm × 25 mm. A support span of 240 mm was used, corresponding to approximately 10 times the specimen thickness and the testing was carried out at a loading rate of 5 mm/min, as recommended by the standard.
2.6 Microstructure Analysis of Nipah Palm CLP
To investigate the microstructural features and bonding interface of the CLP fabricated from Nipah palm, scanning electron microscopy (SEM) analysis was performed using a JEOL JSM-6000 system. Small specimens measuring 10 mm × 10 mm × 5 mm were extracted from the central region of the pressed panel to ensure representative sampling of the laminated structure.
Prior to imaging, the specimens were oven-dried at 105°C to eliminate any residual moisture that could interfere with vacuum conditions during SEM operation. The dried samples were then stored in sealed, contamination-free containers to maintain structural integrity prior to analysis.
To improve surface conductivity and imaging resolution, each specimen was sputter-coated with an ultra-thin gold layer approximately 20 nm thick. SEM micrographs were obtained at various magnifications and orientations to assess interfacial bonding quality, fibre alignment, adhesive penetration, and void distribution between the Nipah palm CLP layers. The most representative images were selected for detailed microstructural evaluation and discussion.
The IBM SPSS Statistics version 29 (SPSS Inc., Chicago, IL, USA) was used to analyze the data. The data were analysed by the researchers using a single-factor, completely randomized design. Composite board properties were evaluated through Analysis of Variance (ANOVA), as well as Duncan’s multiple range test, with p-values ≤ 0.05 being statistically significant.
3.1 Physical Properties of Nipah Palm CLP
3.1.1 Moisture Content of Nipah Palm CLP
The moisture content of CLP produced from Nipah palm are presented in Fig. 7. The analysis highlights the influence density (400, 600 and 800 kg/m3) on the moisture content of Nipah palm CLP.

Figure 7: The moisture content of Nipah palm CLP according to density
The results are summarized in Fig. 7, which indicate a clear inverse relationship between panel density and moisture content. As the density increased, the average moisture content decreased. At a density of 400 kg/m3, the panel exhibited the highest moisture content at 15.84% with a very low standard deviation (±0.08%), indicating consistent moisture distribution across specimens. However, this value exceeds the maximum allowable limit of 13% specified in JIS A 5908:2022, suggesting non-compliance with industry standards for this density level. In contrast, panels fabricated at 600 and 800 kg/m3 recorded average moisture contents of 13.80 ± 1.36% and 13.65 ± 0.44%, respectively. Although these values represent an improvement, they still slightly exceed the threshold set by the JIS standard.
The observed reduction in moisture content with increasing density may be attributed to enhanced compaction of the lignocellulosic matrix during the hot-pressing process [15]. Higher-density panels typically contain fewer voids and less interstitial space, limiting moisture retention capacity [16]. Furthermore, increased densification between fibres may lead to more uniform adhesive distribution, improving the sealing effect and reducing the panel’s ability to absorb ambient humidity [17].
Despite the improvements at higher densities, none of the tested specimens strictly met the JIS A 5908:2003 requirement. The slight exceedance at 600 and 800 kg/m3 densities may be addressed by optimizing drying conditions prior to pressing or modifying pressing parameters such as temperature, duration, or pressure [18]. In addition, the low standard deviation at 800 kg/m3 suggests better process control and more consistent material performance at this density level, indicating its potential for industrial application with minor process refinement.
Table 1 shows the Analysis of Variance (ANOVA) was that conducted on the effect of different densities on the moisture content CLP of Nipah palm.

Based on Table 1, the ANOVA results indicate a statistically significant effect of density on the moisture content of the CLP (F = 13.055, p < 0.001). The significant p-value suggests that variations in density contributed substantially to differences in the moisture content of the panels. Table 2 below shows the Duncan-post hoc for the moisture content.

As shown in the Duncan test results in Table 2, the moisture content values for the 800 and 600 kg/m3 groups were not statistically different, both grouped within the same homogeneous subset (Subset 1), with mean values of 13.65% and 13.80%, respectively. The 400 kg/m3 group formed a separate subset (Subset 2) with a significantly higher mean moisture content of 15.84%. The non-significant p-value between 800 and 600 kg/m3 (Sig. = 0.758) indicates that increasing density from 600 to 800 kg/m3 did not result in a statistically meaningful change in moisture content. However, the jump from 400 to 600 or 800 kg/m3 may lead to a statistically distinguishable decrease in moisture content, highlighting the lower moisture retention tendency of lower-density panels.
3.1.2 Thickness Swelling of Nipah Palm CLP
The thickness swelling of CLP produced from Nipah palm is presented in Fig. 8. The analysis highlights the influence of density (400, 600 and 800 kg/m3) on the thickness swelling of Nipah palm CLP.

Figure 8: The thickness swelling of Nipah Palm CLP according to density
The results, presented in Fig. 8, reveal a clear trend of decreasing thickness swelling with increasing panel density. At the lowest density of 400 kg/m3, the average thickness swelling was recorded at 10.00 ± 0.73%. This value, while the highest among the three density levels, remained within the acceptable limit of 12% as prescribed by JIS A 5908:2022. Panels with higher densities exhibited even better performance, with the 600 and 800 kg/m3 groups showing reduced swelling of 8.34 ± 0.37% and 8.00 ± 0.36%, respectively. These findings confirm that all panels across the tested density ranges complied with the standard, indicating satisfactory dimensional stability under moisture exposure.
The inverse correlation between density and thickness swelling may be attributed to the enhanced compaction and reduced void volume in higher-density panels, which limits water penetration and fibre expansion [19]. Increased densification likely improves the integrity of the adhesive bonding and minimizes interfacial gaps, thereby reducing water absorption pathways [20]. Furthermore, the lower standard deviations observed at higher densities suggest more uniform material performance, indicating better process control and structural consistency.
Table 3 shows the ANOVA that was conducted on the effect of different densities on the thickness swelling CLP of Nipah palm.

The influence of density was found to be highly significant (F = 25.687, p < 0.001) with thickness swelling. Table 4 below shows the Duncan-post hoc for the thickness swelling.

Based on Table 4, panels at 800 and 600 kg/m3 were statistically grouped within Subset 1, with mean swelling values of 8.00% and 8.34%, respectively. The 400 kg/m3 panel was assigned to a separate subset (Subset 2), with a higher swelling mean of 10.00%. Although the difference between 800 and 600 kg/m3 was not significant (Sig. = 0.280), the contrast between 400 kg/m3 and the other two groups indicates that higher-density panels provide better resistance to dimensional deformation upon moisture exposure.
3.1.3 Water Absorption of Nipah Palm CLP
The water absorption of CLP produced from Nipah palm are presented in Fig. 9. The analysis highlights the influence of density (400, 600 and 800 kg/m3) on the water absorption of Nipah palm CLP.

Figure 9: The water absorption of Nipah Palm CLP according to density
The results presented in Fig. 9 show a clear trend of decreasing water absorption with increasing panel density was observed, indicating that cross lamination plays a significant role in improving moisture resistance in laminated bio-based composites. At a density of 400 kg/m3, the CLP exhibited the highest average water absorption, measuring 70.42 ± 3.17%. As the density increased to 600 kg/m3, water absorption decreased to 67.49% ± 1.42%, and further declined significantly to 56.02% ±1.07% at 800 kg/m3. These results suggest that higher-density panels exhibited improved dimensional stability when exposed to moisture, likely due to enhanced fibre compaction, reduced porosity, and better adhesive bonding that collectively restricted capillary pathways for water ingress [21].
The JIS A 5908:2022 standard does not specify explicit limits for water absorption. Nonetheless, water absorption is a critical indicator of panel durability, especially for structural applications where exposure to humid or wet conditions may compromise integrity [22]. The relatively high absorption values across all densities reflect the inherently hygroscopic nature of Nipah palm, which, like other palm-based lignocellulosic materials, possesses vascular bundles and parenchymatous tissue that tend to facilitate water uptake [23].
Table 5 shows the ANOVA that was conducted on the effect of different densities on the water absorption CLP of Nipah palm.

The influence of density was found to be highly significant (F = 78.788, p < 0.001) with water absorption. Table 6 below shows the Duncan-post hoc for the water absorption.

Based on Table 6, the water absorption results showed the most distinct stratification among density levels. Each density group fell into a separate homogeneous subset (Subsets 1, 2, and 3, respectively), with no statistical overlap observed. The mean water absorption values were 56.02% for 800 kg/m3, 67.49% for 600 kg/m3, and 70.42% for 400 kg/m3. These distinctions were statistically significant at all comparison levels (Sig. = 1.000 for each subset), confirming that water absorption behavior is highly sensitive to changes in panel density. The substantial reduction in water uptake at higher densities reinforces the effectiveness of cross lamination in limiting fluid ingress, potentially due to enhanced fibre compaction and adhesive coverage that reduce capillary pathways.
3.2 Mechanical Properties of Nipah Palm CLP
The compressive strength values of CLP fabricated from Nipah palm at varying densities are presented in Fig. 10. The panels were tested in accordance with standard mechanical testing procedures.

Figure 10: The compressive strength of Nipah Palm CLP according to density
The compressive strength of Nipah palm CLP increased significantly with density, as shown in Fig. 10. Panels at 400 kg/m3 recorded the lowest average compressive strength (8.14 ± 1.68 MPa), while those at 600 kg/m3 achieved intermediate values (15.59 ± 2.27 MPa). The highest strength was observed at 800 kg/m3 (25.00 ± 1.11 MPa). This progressive increase indicates a strong dependence of compressive performance on panel density, which is consistent with the general behavior of any panel board like particleboard and fiberboard reported in previous studies [24]. Higher density is typically associated with increased fibre-to-fibre contact, and greater adhesive bonding efficiency, all of which contribute to enhanced load-bearing capacity [25].
The results of the one-way ANOVA confirmed that the effect of density on compressive strength was statistically significant (F = 139.341, p < 0.001) (Table 7). This outcome suggests that density is a key determinant of compressive strength in Nipah palm CLP. Post-hoc analysis using Duncan’s multiple range test (Table 8) further revealed that each density group fell into distinct subsets, with no overlap among 400, 600, and 800 kg/m3 panels, thus reinforcing the strong influence of density.


The results obtained are in line with findings from wood-based composites, where compressive strength tends to increase proportionally with board density. For example, medium-density particleboards (0.60–0.80 g/cm3) generally exhibit compressive strength in the range of 10–15 MPa, while high-density boards (>0.80 g/cm3) can reach 20 MPa or more, closely matching the performance observed in the Nipah palm CLPs of this study [24]. This pattern can be explained by improved stress transfer across fibres at higher compaction levels, reducing void content and enabling greater resistance to axial loading.
The findings indicate that Nipah palm CLP exhibits compressive strength values that vary with board density. At lower densities (400–600 kg/m3), the performance is comparable to conventional particleboard and suitable for non-structural applications such as interior panels and furniture. However, at a higher density of 800 kg/m3, the compressive strength reached approximately 25 MPa, which falls within the range required for structural-grade materials, similar to CLT [26]. This result demonstrates that Nipah palm CLP has the potential to be developed beyond non-structural uses and applied in structural applications, provided that higher-density boards or further reinforcement strategies are employed.
The flexural strength values of Nipah palm CLPs at varying densities are presented in Fig. 11. This mechanical property is a key indicator of a material’s ability to resist deformation under bending loads, which is essential in structural and semi-structural applications of bio-based panels.

Figure 11: The flexural strength of Nipah Palm CLP according to density
The results in Fig. 11 demonstrate a strong positive relationship between panel density and flexural strength of Nipah palm CLP. At 400 kg/m3, the average flexural strength was the lowest at 10.57 MPa. A clear improvement was observed at 600 kg/m3, where the strength increased to 15.59 MPa. The highest performance was recorded at 800 kg/m3, with an average flexural strength of 27.40 MPa, representing more than a twofold increase compared to the 400 kg/m3 density panel. These findings confirm that greater compaction significantly enhances the ability of Nipah palm CLP to withstand bending stresses.
The improvement in flexural performance can be attributed to increased densification of the laminae and better adhesive penetration, which result in more effective load transfer between fibres and reduced voids within the laminated structure [27]. At higher densities, fibre-to-fibre bonding becomes stronger, leading to enhanced stiffness and resistance to bending deformation [28].
The statistical analysis further validates these results. The ANOVA in Table 9 revealed a highly significant effect of density on flexural strength (F = 26,034.262, p < 0.001), confirming that density exerts a critical influence on bending performance. The Duncan post-hoc test (Table 10) showed that panels with densities of 400 and 600 kg/m3 fell into separate homogeneous subsets, indicating a significant difference between them. The 800 kg/m3 panels formed a distinct group, demonstrating that their flexural strength was statistically higher than both lower-density groups.


From a structural materials perspective, the flexural strength of 27.40 MPa at 800 kg/m3 is noteworthy. This value exceeds the general benchmark for structural wood-based panels, which typically ranges from 20 to 25 MPa depending on standards such as ASTM and EN [29]. Therefore, Nipah palm CLP at higher density not only demonstrates strong bending performance but also qualifies for use in structural applications, particularly in light construction, furniture frames, and partition systems. This confirms the potential of Nipah palm waste as a sustainable raw material for engineered structural composites.
3.3 Microscopic Structure of CLP Composites
The microstructural morphology of the cross-laminated panel at 400 kg/m3 density was examined using SEM, as shown in Fig. 12 (×30 magnification) and Fig. 12 (×40 magnification). These images reveal critical insights into the internal fiber bonding, porosity, and fracture surfaces of the composite panel.

Figure 12: The SEM images of 400 kg/m3 Nipah palm CLP under 30× magnification
Fig. 12 shows a fractured surface at relatively low magnification (×30), where loosely bonded fibers and open voids are clearly visible. The vascular bundles and parenchymatous tissues remain distinguishable, indicating incomplete adhesive penetration and insufficient fiber consolidation. The porous nature of the matrix suggests that at this low density, the fiber compaction is minimal, leading to poor interfacial contact between the lamina and the binder. This structural openness is consistent with the high water absorption values previously reported (70.42% ± 3.17%) and the relatively lower flexural strength (8.14 MPa ± 1.68).
In addition, the interface between fibers appears fragmented with discontinuous bonding lines, which may be due to inadequate resin coverage during the fabrication stage. The presence of gaps and microcracks at the interface reinforces the notion that mechanical interlocking and adhesive wetting were suboptimal under low-pressure or low-density lamination conditions.
Fig. 13, captured at higher magnification (×40), provides a more detailed view of the fractured fiber ends. The broken surfaces display a brittle fracture morphology, with clean fiber pull-outs and sharp edges. The presence of numerous delaminated layers suggests weak cohesion between laminae, which further supports the compressive and flexural test results showing limited structural resistance. These microstructural features indicate that failure likely occurred along poorly bonded interfaces rather than through the fiber matrix itself, which is indicative of an under-compacted panel system.

Figure 13: The SEM images of 400 kg/m3 Nipah palm CLP under 40× magnification
Moreover, the rough texture and fibrillar surface of individual fibers suggest that the Nipah palm retains its natural anatomical characteristics when densification is minimal. Although these features could potentially aid mechanical interlocking at higher pressures, in the 400 kg/m3 condition, they are not sufficiently bonded, resulting in a mechanically fragile composite structure.
Fig. 14 presents a SEM image at ×20 magnification, illustrating the fractured surface of the Nipah palm cross-laminated panel fabricated at a density of 600 kg/m3. Compared to the panel at 400 kg/m3, the image reveals a significantly more compacted microstructure, with reduced void space and tighter fiber packing throughout the matrix. The vascular bundles and parenchymatous tissues, which are characteristic of Nipah palm, remain visible but are arranged more closely, indicating enhanced densification and improved fiber alignment. Notably, there is partial collapse of the cellular structures particularly within the circular vascular elements, suggesting that the compressive forces applied during hot pressing have increased matrix density while maintaining the essential anatomical features of the material. This intermediate level of compaction contributes to improved panel integrity while preserving some natural flexibility of the fibers.

Figure 14: The SEM images of 600 kg/m3 Nipah palm CLP under 20× magnification
The micrograph highlights several key features that support the performance characteristics observed at this density. There is a marked reduction in porosity and fewer inter-fiber gaps compared to the lower-density sample, indicating better material consolidation. Adhesive bridges are visibly present across multiple fibers, pointing to a more effective distribution of resin within the structure. Signs of fiber-to-fiber bonding are particularly evident at the boundaries of vascular structures, further enhancing internal cohesion. Nonetheless, a moderate number of microvoids are still present, primarily in the outer matrix, which could allow for some degree of moisture ingress.
These structural improvements align with the mechanical data, where the panel at 600 kg/m3 demonstrated moderate water absorption (67.49% ± 1.42%) and a slightly improved flexural strength (15.59 MPa ± 2.27) when compared to the 400 kg/m3 panel. While the increase in performance is not drastic, the microstructure suggests clear gains in internal bonding and matrix uniformity. The adhesive appears to be more evenly distributed across the laminae, potentially aiding in more efficient load transfer under mechanical stress. However, full saturation of the adhesive has not yet been achieved, as indicated by the presence of resin-starved zones, particularly around the open lumens of the vascular bundles. These areas may compromise long-term dimensional stability and mechanical resilience, especially under conditions of cyclic loading or exposure to moisture.
Fig. 15, captured at ×50 magnification, reveals well-defined adhesive bridging and resin encapsulation across the lamina surfaces. The adhesive film covers the fiber bundles more uniformly, and there is clear evidence of mechanical interlocking between adjacent fibers. The transition between adhesive and fiber is seamless in many areas, suggesting excellent wetting behavior and bond-line integrity. These features are crucial in minimizing capillary water pathways and enabling better load distribution under bending or compression.

Figure 15: The SEM images of 800 kg/m3 Nipah palm CLP under 50× magnification
Additionally, the smoother fracture surfaces and less prominent fiber pull-out in Fig. 15 indicate a ductile fracture behavior, likely a result of both higher resin content and stronger fiber-matrix adhesion. The absence of resin-starved zones, combined with dense adhesive coverage, reflects a panel structure that is well-suited for both structural and moisture-exposed applications.
This study assessed the feasibility of using Nipah palm petioles as a structural raw material for CLP fabrication and established baseline physical, mechanical, and microstructural data for future optimization. The results confirmed that Nipah palm petioles, when bonded with bio-epoxy resin, can be effectively processed into CLPs with satisfactory dimensional stability and mechanical performance. Increasing panel density was shown to reduce moisture content, thickness swelling, and water absorption, while significantly improving compressive and flexural strength.
A comparative evaluation of the three density levels showed that the 800 kg/m3 CLP performed best overall, combining the lowest dimensional changes with the highest mechanical properties (compressive strength of 25 MPa and flexural strength of 27.4 MPa). These values are comparable to those of structural-grade wood-based panels. Microstructural analysis further supported these findings, revealing improved fibre compaction, enhanced adhesive penetration, and stronger fibre-to-fibre bonding at higher densities.
These results establish a foundation of physical, mechanical, and microstructural evidence that demonstrates both the feasibility and performance potential of Nipah palm CLPs. Overall, the study lays the groundwork for the continued development of tropical biomass-based CLPs, positioning Nipah palm as a promising renewable resource for sustainable building materials in structural and semi-structural applications.
Acknowledgement: Not applicable.
Funding Statement: This research was funded by UTS Internal Grant, grant number UTS/Research/3/2023/03.
Author Contributions: The authors confirm contribution to the paper as follows: Conceptualization, methodology, data analysis and data curation, Ros Syazmini Mohd Ghani; resources, original draft preparation, Sofiyah Mohd Razali; supervision, project administration and funding acquisition, Mohamad Saiful Sulaiman; writing—review and editing, Madihan Yusof; visualization, Ellisha Iling. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials: Not applicable.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest to report regarding the present study.
References
1. Wang R, Feng Y, Li D, Li K, Yan Y. Towards the sustainable production of biomass-derived materials with smart functionality: a tutorial review. Green Chem. 2024;26(16):9075–103. doi:10.1039/d4gc01771d. [Google Scholar] [CrossRef]
2. Abhiram Y, Das A, Sharma KK. Green composites for structural and non-structural applications: a review. Mater Today Proc. 2021;44:2658–64. doi:10.1016/j.matpr.2020.12.678. [Google Scholar] [CrossRef]
3. De Araujo V, Aguiar F, Jardim P, Mascarenhas F, Marini L, Aquino V, et al. Is Cross-Laminated Timber (CLT) a wood panel, a building, or a construction system? A systematic review on its functions, characteristics, performances, and applications. Forests. 2023;14(2):264. doi:10.3390/f14020264. [Google Scholar] [CrossRef]
4. Mohd Ghani RS, Osman MS, Abdul Rani AI. Exploring the potential of Nipah palm frond as sustainable raw material for eco-friendly particleboard production. Clean Circ Bioeconomy. 2024;8:100092. doi:10.1016/j.clcb.2024.100092. [Google Scholar] [CrossRef]
5. Tian W, Wang X, Ye Y, Wu W, Wang Y, Jiang S, et al. Recent progress of biomass in conventional wood adhesives: a review. Green Chem. 2023;25(24):10304–37. doi:10.1039/d3gc03441k. [Google Scholar] [CrossRef]
6. Kumar A, Patil PB, Pinjari Dipak V. Eco-friendly adhesives for wood panels: advances in lignin, tannin, protein, and rubber-based solutions. J Adhes Sci Technol. 2025;39(17):1–42. doi:10.1080/01694243.2025.2514151. [Google Scholar] [CrossRef]
7. Saba N, Jawaid M, Alothman OY, Paridah M, Hassan A. Recent advances in epoxy resin, natural fiber-reinforced epoxy composites and their applications. J Reinf Plast Compos. 2016;35(6):447–70. doi:10.1177/0731684415618459. [Google Scholar] [CrossRef]
8. Gonçalves FAMM, Santos M, Cernadas T, Alves P, Ferreira P. Influence of fillers on epoxy resins properties: a review. J Mater Sci. 2022;57(32):15183–212. doi:10.1007/s10853-022-07573-2. [Google Scholar] [CrossRef]
9. Tawfik H, Goldsmith P. A multi-layer approach for additive manufacturing of continuous fiber composites. Polym Compos. 2025;46(4):3623–35. doi:10.1002/pc.29195. [Google Scholar] [CrossRef]
10. Du H, Chen G, Fu W, Hu X. Study on bending performance of prefabricated glulam-cross laminated timber composite floor. Rev Adv Mater Sci. 2024;63(1):1–23. doi:10.21203/rs.3.rs-3188306/v1. [Google Scholar] [CrossRef]
11. ATL Composites Pty Ltd. Kinetix 135 ECO-X Epoxy Laminating Resin—Technical Data Sheet [Internet]; 2025[cited 2025 Nov 3]. Available from: https://www.atlcomposites.com. [Google Scholar]
12. Amarasinghe IT, Qian Y, Gunawardena T, Mendis P, Belleville B. Composite panels from wood waste: a detailed review of processes, standards, and applications. J Compos Sci. 2024;8(10):417. doi:10.3390/jcs8100417. [Google Scholar] [CrossRef]
13. JIS A 5908: 2022. Particleboards—test methods for physical and mechanical properties. Minato-ku, Tokyo, Japan: Japanese Standards Association; 2022. [Google Scholar]
14. ASTM D1037-23. Standard test methods of evaluating properties of wood-base fiber and particle panel materials. West Conshohocken, PA, USA: Intertek Group; 2025. [Google Scholar]
15. Oliaei E, Lindström T, Berglund LA. Sustainable development of hot-pressed all-lignocellulose composites—comparing wood fibers and nanofibers. Polymers. 2021;13(16):2747. doi:10.3390/polym13162747. [Google Scholar] [PubMed] [CrossRef]
16. Mehrvan K, Jonoobi M, Ashori A, Ahmadi P. Optimizing paper sludge content and particle size to enhance particleboard properties. Sci Rep. 2024;14(1):21501. doi:10.1038/s41598-024-72905-y. [Google Scholar] [PubMed] [CrossRef]
17. Yang Y, Yue X, Li C, El-Bahy ZM, Melhi S, Thabet HK, et al. Formaldehyde-free high-strength low-density wood biocomposites via corrugation and self-bonding of wooden cell. Adv Compos Hybrid Mater. 2024;7(4):129. doi:10.1007/s42114-024-00940-4. [Google Scholar] [CrossRef]
18. Bekhta P, Sedliačik J, Bekhta N. Effects of selected parameters on the bonding quality and temperature evolution inside plywood during pressing. Polymers. 2020;12(5):1035. doi:10.3390/polym12051035. [Google Scholar] [PubMed] [CrossRef]
19. Yassin MH, Lakys RE, Merouani ZE, Jumah A, Farhat MH. Performance analysis of palm tree microfibers in concrete. Sci Rep. 2025;15(1):5128. doi:10.1038/s41598-024-84111-x. [Google Scholar] [PubMed] [CrossRef]
20. Jalali S, Carbas RJC, Marques EAS, da Silva LFM. Improving eco-friendly polymer adhesive joints: innovative toughening strategies for consistent performance under various loading conditions. Polymers. 2025;17(5):648. doi:10.3390/polym17050648. [Google Scholar] [PubMed] [CrossRef]
21. Mohammed M, Rahman R, Mohammed AM, Adam T, Betar BO, Osman AF, et al. Surface treatment to improve water repellence and compatibility of natural fiber with polymer matrix: recent advancement. Polym Test. 2022;115:107707. doi:10.1016/j.polymertesting.2022.107707. [Google Scholar] [CrossRef]
22. Riahinezhad M, Hallman M, Masson JF. Critical review of polymeric building envelope materials: degradation, durability and service life prediction. Buildings. 2021;11(7):299. doi:10.3390/buildings11070299. [Google Scholar] [CrossRef]
23. Nurazzi NM, Asyraf MRM, Rayung M, Norrrahim MNF, Shazleen SS, Rani MSA, et al. Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: a review on influence of chemical treatments. Polymers. 2021;13(16):2710. doi:10.3390/polym13162710. [Google Scholar] [PubMed] [CrossRef]
24. Jeżo A, Kowaluk G. Compression strength and other mechanical properties of particleboards induced by density. Ann WULS For Wood Technol. 2020;110:79–91. doi:10.5604/01.3001.0014.4413. [Google Scholar] [CrossRef]
25. Aisyah HA, Paridah MT, Sapuan SM, Ilyas RA, Khalina A, Nurazzi NM, et al. A comprehensive review on advanced sustainable woven natural fibre polymer composites. Polymer. 2021;13(3):471. doi:10.3390/polym13030471. [Google Scholar] [PubMed] [CrossRef]
26. Bayramoglu MM, Demir A, Birinci AU, Ozturk H, Ilhan O, Candan Z, et al. Effect of lumber quality grade on the mechanical properties and product costs of cross-laminated timber panels. Bioresources. 2025;20(2):3519–33. doi:10.15376/biores.20.2.3519-3533. [Google Scholar] [CrossRef]
27. Stojcevski F, Randall JD, Henderson LC. Using variable interfacial adhesion characteristics within a composite to improve flexural strength and decrease fiber volume. Compos Sci Technol. 2018;165:250–8. doi:10.1016/j.compscitech.2018.06.025. [Google Scholar] [CrossRef]
28. Hasan M, Saifullah A, Dhakal HN, Khandaker S, Sarker F. Improved mechanical performances of unidirectional jute fibre composites developed with new fibre architectures. RSC Adv. 2021;11(37):23010–22. doi:10.1039/d1ra03515k. [Google Scholar] [PubMed] [CrossRef]
29. Dukarska D, Mirski R. Wood-based materials in building. Materials. 2023;16(8):2987. doi:10.3390/ma16082987. [Google Scholar] [PubMed] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools