
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE
Sustainable Particleboards Using Lignosulfonate-Modified MUF Adhesives for Enhanced Bond Strength and Reduced Formaldehyde Emissions
1 Department of Wood-Based Composites, Cellulose and Paper, Ukrainian National Forestry University, Lviv, Ukraine
2 Department of Wood Science and Technology, Mendel University in Brno, Brno, Czech Republic
* Corresponding Author: Pavlo Bekhta. Email:
(This article belongs to the Special Issue: Advances in Eco-friendly Wood-Based Composites: Design, Manufacturing, Properties and Applications – Ⅱ)
Journal of Renewable Materials 2026, 14(5), 2 https://doi.org/10.32604/jrm.2026.02026-0035
Received 28 February 2026; Accepted 29 April 2026; Issue published 28 May 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
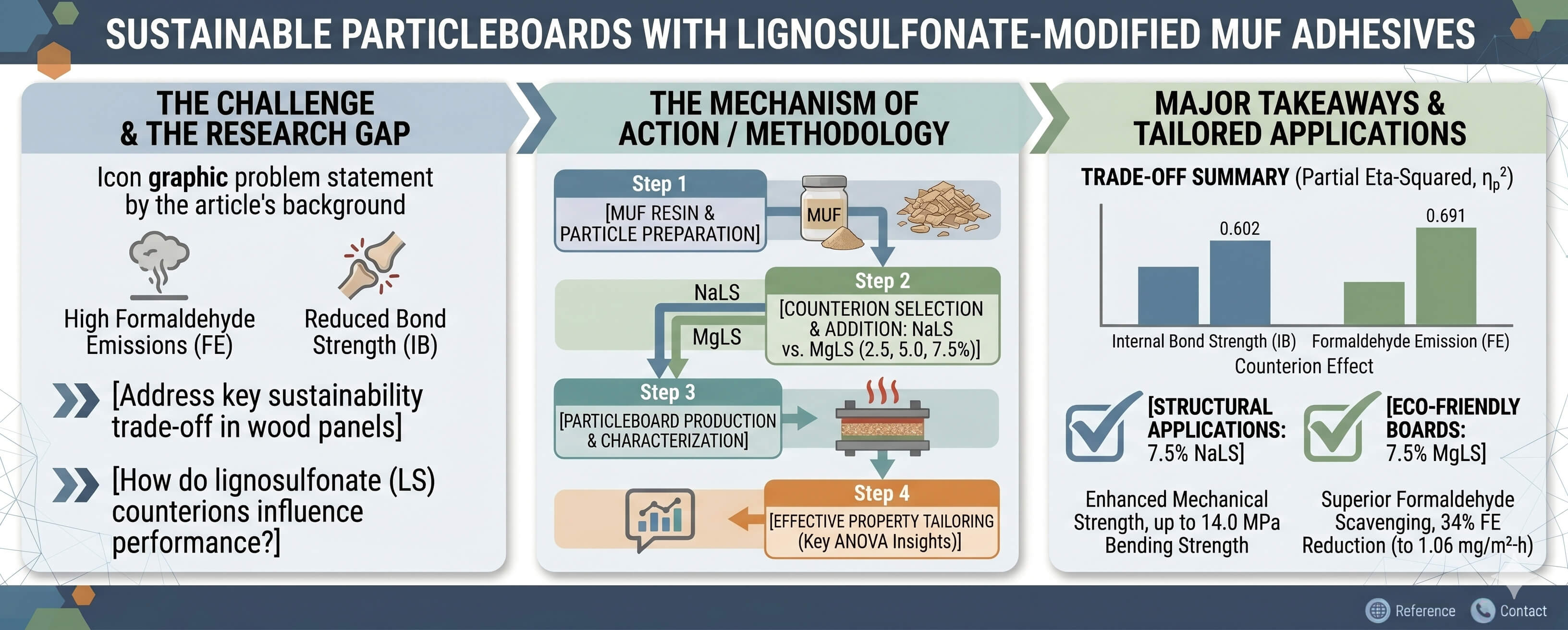
The modification of melamine–urea–formaldehyde (MUF) adhesives with lignosulfonates (LS) represents a promising strategy for developing more sustainable wood-based panels. However, the influence of the counterion type remains poorly understood. In this study, the effect of lignosulfonate counterions on adhesives performance and properties of MUF-bonded particleboards was investigated, with a focus on sodium (NaLS) and magnesium (MgLS) lignosulfonates incorporated at 2.5%, 5.0%, and 7.5%. Adhesives performance was characterized by measuring dry solids content, dynamic viscosity, gelation time, and pH. The produced particleboards were evaluated in terms of density, bending strength, modulus of elasticity, internal bond strength (IB), thickness swelling after 24 h of water immersion, and formaldehyde emission (FE). The statistical significance of the results was evaluated using analysis of variance (ANOVA), and the effect size was expressed as partial eta-squared (ηp2). The counterion type was identified as the most influential factor affecting both IB (ηp2 = 0.602) and FE (ηp2 = 0.691), revealing a clear trade-off between mechanical performance and environmental impact. NaLS maintained favorable resin rheology (210–235 mPa·s) and pH stability (8.1–8.8), resulting in enhanced mechanical properties, with bending strength reaching up to 14.0 MPa. In contrast, MgLS acted as an effective formaldehyde scavenger, significantly reducing FE to 1.06 mg/m2·h (a 34% decrease compared to neat MUF), although at the expense of increased adhesive viscosity (275 mPa·s) and accelerated curing (81 s). The reduced formaldehyde emission observed for MgLS is attributed to the reactivity of lignin phenolic hydroxyl groups toward formaldehyde, potentially enhanced by coordination effects of Mg2+ ions, although this mechanism requires further verification. Overall, the results demonstrate that counterion selection in lignosulfonate-modified MUF adhesives provides an effective approach to tailor particleboard properties, enabling a controlled balance between bond strength and formaldehyde emission depending on application requirements. NaLS optimizes mechanical bonding, while MgLS provides superior environmental performance. Incorporation of sodium and magnesium lignosulfonates into MUF resins enables more sustainable and renewable adhesive systems without loss of particleboard performance.Graphic Abstract
Keywords
Particleboard remains one of the most widely produced engineered wood products worldwide and continues to play a central role in the wood-based panel industry. Global production has steadily increased over the past decade, reaching approximately 117 million m3 in 2023 [1]. This growth reflects the material’s versatility, relatively low production cost, and extensive use in furniture manufacturing, interior applications, and building elements. The expansion of the wood composite sector is accompanied by a corresponding rise in the demand for adhesive systems used to bond lignocellulosic particles. Although the proportion of adhesive incorporated into particleboard is relatively small, typically about 2%–14% of the oven-dry mass of wood, the economic impact of the binder is substantial. The combined share of costs for prepared particles and adhesive accounts for 68.9% of the total particleboard production cost, with adhesive alone contributing 17.4% [2]. Consequently, the selection, formulation, and consumption level of resin systems play a decisive role in determining manufacturing expenses and the overall competitiveness of particleboard products [3].
Adhesive systems used in the production of wood composites are predominantly based on synthetic thermosetting polymers, most notably urea–formaldehyde (UF), phenol–formaldehyde (PF), melamine–formaldehyde (MF), and polymeric methylene diphenyl diisocyanate (pMDI) resins [4]. Formaldehyde-based adhesives, which account for approximately 95% of binders in wood panel manufacturing, are largely composed of UF resins, with a global consumption estimated at around 11 million tons per year [5]. Their widespread adoption is mainly attributed to several technological and economic advantages, including low raw-material cost, high chemical reactivity, efficient bonding with lignocellulosic materials, relatively low curing temperatures, short press cycles, and the formation of nearly invisible bond lines. For these reasons, UF adhesives are extensively utilized in the manufacture of interior wood-based panels such as particleboard and medium-density fiberboard (MDF) [2–4].
Despite these advantages, the use of UF and other formaldehyde-containing resins raises environmental and health concerns because they can release volatile organic compounds, particularly formaldehyde, during the service life of the finished products. Exposure to formaldehyde is associated with irritation of the eyes and respiratory tract and has been linked to more serious health risks under prolonged exposure [6]. Consequently, many countries and regions, including Europe, the United States, and Japan, have introduced progressively stricter regulations limiting formaldehyde emissions from wood-based materials. Furthermore, the synthesis of these conventional resins relies largely on petrochemical feedstocks, making their production dependent on non-renewable resources and vulnerable to fluctuations in petroleum availability and price. These factors have stimulated growing research interest in alternative binder systems derived from renewable raw materials that could reduce environmental impact while maintaining adequate bonding performance [5,6].
Within this context, bio-based and formaldehyde-free adhesive technologies have emerged as promising research directions. Among potential renewable feedstocks, lignin has attracted particular attention. Lignin is the second most abundant natural biopolymer after cellulose, with an estimated global stock of approximately 3 × 1011 t and an annual biosynthesis of about 2 × 1010 t [7]. Substantial quantities of technical lignin, primarily Kraft lignin and lignosulfonates (LS), are generated as by-products of the pulp and paper industry, amounting to approximately 50–75 million tons per year [8]. However, only around 10% of this technical lignin is currently utilized in value-added applications, whereas the majority is combusted for energy recovery or otherwise disposed of [7,8]. This underutilization highlights a significant opportunity for lignin valorization in high-performance material applications, including wood adhesives [9–12].
Lignosulfonates, derived from the sulfite pulping processes, are the most commercially produced and widely available type of lignin with the global lignosulfonates market is projected to grow to USD 1.4 billion by 2027 [13]. Lignosulfonates exhibit satisfactory binding performance when applied to wood particles and fibers and have therefore been considered potential components in adhesive formulations. Scientific and industrial interest in lignin-based adhesives is largely attributed to the polyphenolic structure of lignin and the presence of reactive functional groups capable of participating in condensation reactions. These structural features enable partial substitution of phenol in PF resins and have motivated extensive research on lignin-modified PF systems [9,14]. In addition, lignin is characterized by relatively high hydrophobicity and comparatively low polydispersity, properties that may be advantageous in adhesive design, whereas lignosulfonates possess a more hydrophilic character due to the presence of sulfonate (–SO3−) groups introduced during sulfite pulping [15].
However, native lignin generally exhibits limited intrinsic chemical reactivity, which may necessitate elevated catalyst concentrations (thermal or acidic activation) and extended pressing times during composite production [16]. To overcome these limitations, various chemical modification strategies have been proposed to enhance lignin reactivity toward formaldehyde or other crosslinking agents [14,17]. Furthermore, the potential drawbacks associated with lignosulfonate incorporation, such as increased hygroscopicity of panels and prolonged pressing times, have been reported [18,19]. These effects may, however, be mitigated by employing suitable crosslinking agents [17,20] or by optimizing technological processing parameters [21].
To date, the majority of published research has focused on the use of lignin as the binding agent for the production of various wood-based composites, including plywood and particleboard [17,20,22]. Additionally, several successful laboratory-scale studies have demonstrated the feasibility of manufacturing MDF panels using lignosulfonates as the primary adhesive component [19]. These studies highlight the potential of lignosulfonates as environmentally friendly adhesives, offering a formaldehyde-free alternative for MDF production.
Nevertheless, comparatively limited attention has been paid to the integration of lignosulfonates into melamine–urea–formaldehyde (MUF) adhesive systems. Given the widespread industrial use of MUF resins in interior-grade panels, particularly where enhanced moisture resistance is required relative to conventional UF systems, this represents a relevant and insufficiently explored research area. In this context, a systematic investigation of lignosulfonates as functional additives in aminoplastic adhesive systems appears both scientifically justified and industrially relevant. It is also worth noting that urea and its derivative, melamine, is considered as renewable biomaterials and by the elimination of the toxic formaldehyde, may be used as bio-based adhesives in various formulations [23]. Therefore, the incorporation of lignosulfonates into MUF formulations may offer a pathway to reduce of formaldehyde emissions and improve sustainability performance, while maintaining the required physical and mechanical characteristics of particleboards.
Therefore, the objective of the present study is to evaluate the effect of lignosulfonate counterions on MUF adhesive systems by investigating the feasibility of incorporating sodium (NaLS) and magnesium (MgLS) lignosulfonates as partial resin substitutes in particleboard production. Particular attention is given to elucidating the trade-off between bond strength and formaldehyde emission, alongside the influence of varying substitution levels on adhesive acidity (pH), curing behavior, and the physical, mechanical, and service-related properties of the resulting panels. By providing the first systematic comparison of sodium and magnesium lignosulfonates in MUF-based adhesives, this work aims to deepen the understanding of their interactions with aminoplastic resins and to support the development of more environmentally sustainable adhesive systems for wood composite manufacturing.
Wood particles used in this study for the manufacture of three-layer particleboards were obtained from a local particleboard manufacturing plant (LLC “SWISS KRONO”, Kamianka-Buzka, Lviv Region, Ukraine). The moisture content of wood particles was approximately 5%. The adhesive system consisted of MUF resin (solid content 65 ± 1%, dynamic viscosity 233 mPa∙s, pH = 9.4), paraffin emulsion, urea, ammonium sulfate, magnesium lignosulfonate MgLS (Borregaard, Germany) and sodium lignosulfonate NaLS (Domsjö Lignin, Sweden). The water solution with 25% of ammonium sulfate [(NH4)2SO4] was used as hardener and mixed with the resin before spraying into wood particles. The water solution with 15% of urea and water solution with 50% of LS were mixed with the resin. Urea and LS were used as water solutions at 15% and 50% working concentrations, respectively. The lignosulfonate addition levels corresponded to substitution levels of 2.5%, 5.0%, and 7.5% of the MUF resin in the adhesive system used for both the outer and core layers. These levels were selected based on previous studies [16,18–21] and preliminary experiments, which indicated that partial substitution above 7.5% could negatively affect adhesive rheology, curing behavior, and mechanical performance, while lower levels (<2.5%) would have a negligible impact on formaldehyde scavenging and sustainability benefits. The chosen range allows investigation of the trade-off between mechanical reinforcement, formaldehyde reduction, and resin cost. Magnesium lignosulfonate (MgLS) had the following characteristics: total solids content—min 90%, pH (10%)—4.0 ± 1.0, insoluble matter [%]—max. 0.8, Mg [%]—3, Cl [%]—≤0.1, sucrose [%]—6, density [kg/m3]—450–600. Sodium lignosulfonate (NaLS) had the following characteristics: total solids content >95%, pH (10% solution)—6 ± 1, sodium Na—9, sulfur, S—8.5, calcium, Ca—0.12, chlorine, Cl—0.01, insoluble substances <0.1, sulfate—7.5 in the form of sulfate ions, sucrose—2.0.
2.2 Manufacturing of Particleboards
Three-layer particleboards with dimensions of 290 mm × 290 mm and a nominal thickness of 16 mm were manufactured with a target density of 650 kg/m3. The mass distribution between the surface (face) layers and the core layer was maintained at a ratio of 33:67. Different adhesive formulations were applied to the face and core layers to account for variations in heat transfer during hot pressing and differences in particle surface area, which influence adhesive demand. In the control boards, the resin content was 14 wt.% for the face layers and 9 wt.% for the core layer, calculated on the basis of oven-dry wood particles. During blending, urea solution was incorporated at levels of 1.0% for the face layers and 0.5% for the core layer. Ammonium sulfate served as the curing agent and was added at 0.2% and 0.6% for the face and core layers, respectively. A paraffin emulsion was also included in the adhesive mixture at 0.3% and 0.6% (based on the dry particle mass) for the outer and inner layers. The prepared adhesive formulations were manually mixed with the wood particles to ensure uniform coating. Following blending, the resinated particles were evenly distributed in a forming box with a sealed base to produce a mat, which was then pre-pressed under light, uniform pressure to stabilize its thickness prior to hot pressing, minimizing potential density variations. The mats were then consolidated using a laboratory hydraulic hot press equipped with a thermal oil heating system. Pressing was conducted at a temperature of 200°C and a pressure of 2.5 MPa for 600 s. During the final 30 s of the pressing cycle, the pressure was gradually reduced to zero to facilitate the release of vapor. The relatively high pressing temperature and extended pressing time were necessary to promote the activation of lignosulfonates and their interaction with wood particles, due to the comparatively low reactivity of lignin-based components [16–18,21]. These conditions also ensured complete evaporation of moisture from the LS–MUF adhesive system, supporting uniform curing and stable particleboard properties. The experimental design adopted in this study is summarized in Table 1.

For each adhesive formulation prepared according to the specified recipe (Table 1), the following properties were measured: dry solids content, dynamic viscosity, gelation time, and pH. Dynamic viscosity was determined using a ROTAVISC hi-vi I Complete viscometer (IKA Viscometers, Germany) at 22°C and a rotational speed of 50 rpm, while pH was measured with a WTW 3110 pH meter (Xylem Analytics Germany GmbH). Gel time and dry solids content were assessed following standard laboratory procedures.
After hot pressing, the boards were cooled in ambient air until they reached room temperature, subsequently conditioned for one week in a climate-controlled chamber maintained at a relative humidity of 65 ± 5% and a temperature of 20 ± 2°C. Three boards were produced for each formulation in the experimental design, resulting in a total of 18 boards, plus one additional set of control boards. The control particleboards were fabricated using the MUF adhesive system without the addition of lignosulfonates. Following conditioning, the boards were cut into test specimens. Three samples from each board were tested to determine moisture content (EN 322) [24], six samples for density (EN 323) [25], six for bending strength (MOR) and modulus of elasticity (MOE) (EN 310) [26], six for internal bond strength (IB) (EN 319) [27], and four for thickness swelling after 24 h of water immersion (TS) (EN 317) [28]. Formaldehyde release from particleboards was determined using the gas analysis method (EN ISO 12460-3) [29].
The effects of lignosulfonate type and content on the properties of the laboratory-fabricated particleboards were analyzed using analysis of variance (ANOVA) at a significance level of 0.05. Post hoc comparisons of the means were conducted using Tukey’s Honestly Significant Difference (HSD) test to identify statistically significant differences between groups. In addition, partial eta-squared (ηp2) was calculated as a measure of effect size to assess the influence of the analyzed factors (lignosulfonate content and type) on the properties of the particleboards. This statistical indicator estimates the unique contribution of a given factor as if no other factor existed. The interpretation of ηp2 values followed the thresholds proposed by Cohen [30]: ηp2 ≈ 0.01 (~1%) indicates a small effect, ηp2 ≈ 0.06 (~6%) a medium effect and ηp2 ≈ 0.14 (~14%) or higher a large effect.
The influence of investigated variables on the physical and mechanical properties of particleboards was analyzed using ANOVA. The results are summarized in Table 2. The results of the statistical analysis indicated that content and type of lignosulfonates have a statistically significant effect (p < 0.05) on the bending strength, modulus of elasticity, and internal bond strength of particleboards. Additionally, it was found that thickness swelling and formaldehyde emissions are significantly influenced by type of lignosulfonates, while content of lignosulfonates has no statistically significant effect on these properties. The high ηp2 values obtained for the lignosulfonate type factor across all evaluated properties indicate that the chemical nature of the counterion (Na+ vs. Mg2+), rather than merely the additive content, constitutes the primary determinant of board performance. This finding underscores the crucial role of ion-specific interactions in governing adhesive rheology, curing behavior, and the resulting composite properties.

3.2 Characterization of Adhesive Mixtures
The properties of adhesives formulated by partially substituting the resin with lignosulfonates are summarized in Table 3. The data indicate that incorporating lignosulfonates into the MUF resin results in notable changes in adhesive characteristics. The incorporation of sodium lignosulfonate (NaLS) exhibited a plasticizing effect on the MUF adhesive system, improving its rheological behavior. The reduction in viscosity to 210 mPa·s at a loading level of 7.5% suggests good compatibility with the resin matrix and partial unfolding of lignin macromolecules. NaLS slightly decreased the pH, while maintaining it within a range considered safe for resin stability. This behavior enabled uniform curing during hot pressing. The curing time remained comparable to that of the reference MUF resin (87 s), providing a sufficient processing window and reducing the risk of premature curing during mixing. Similarly, the gelation time remained stable (84–85 s), indicating that NaLS does not significantly interfere with the polycondensation kinetics of the MUF system and thus ensures process predictability. In contrast, the incorporation of magnesium lignosulfonate (MgLS) at 2.5% increased the viscosity to 275 mPa·s (approximately 18% higher than the control). With further increases in MgLS content, the viscosity decreased slightly (to 267 mPa·s), suggesting the formation of a dense but relatively stable structural network within the adhesive matrix. MgLS significantly reduced the pH of the system. A shift towards near-neutral conditions (pH 7.6) appeared to promote premature polycondensation, resulting in a noticeable reduction in curing time. Although a curing time of 81 s may appear favorable, its combination with elevated viscosity may increase the risk of surface pre-curing prior to the application of full pressing pressure. The addition of lignosulfonates, particularly MgLS, slightly reduced the solid content from 65% to 63%–64%, reflecting minor dilution due to their introduction in solution form. However, this reduction was marginal and is not expected to adversely affect adhesive performance, thereby supporting the technological feasibility of these modifications.

Several studies have reported that the incorporation of lignin into formaldehyde-based resins not only enhances their structural and rheological properties but also can accelerate curing reactions [31–33]. For example, Younesi-Kordkheili and Pizzi observed that the addition of up to 20% soda lignin to UF resins reduced gel time, indicating improved processing efficiency [31]. Similarly, incorporating 10%–30% lignin into phenol–resorcinol–formaldehyde resin decreased gel time as lignin content increased, suggesting enhanced resin reactivity [32]. This accelerated gelation is likely related to the higher molecular weight and viscosity of lignin-containing formulations, which facilitate polycondensation and crosslinking reactions. In another study, the addition of 2%–8% hydroxymethyl lignin to MUF resin slightly increased the solid content from 52.7% to 54.8% and viscosity from 88.6 to 412.4 mPa·s [33]. This increase in viscosity is associated with the high molecular weight of lignin and its participation in polycondensation and hydrogen-bond interactions with the MUF resin.
Overall, the modified MUF systems exhibited distinct behavior depending on the lignosulfonate counterion. The NaLS series demonstrated a consistent plasticizing effect, characterized by reduced dynamic viscosity (210 mPa·s at 7.5% loading), stable pH (8.1–8.8), and constant gel time (84 s). These parameters favor effective resin distribution and controlled cross-linking, which correlate with the superior internal bond (IB) strength observed in the manufactured boards. Conversely, the MgLS series exhibited an initial thickening effect, with viscosity peaking at 275 mPa·s at 2.5% addition, accompanied by a substantial pH decrease and shortened gel time. The presence of divalent Mg2+ cations may promote intermolecular bridging and early-stage colloidal aggregation, thereby potentially increasing chemical reactivity and enhancing formaldehyde scavenging. However, the resulting high viscosity and accelerated curing could restrict adhesive flow and substrate wetting, which may contribute to the observed trade-off in mechanical performance. While NaLS-modified systems demonstrate high compatibility with industrial MUF processing conditions, the rapid viscosity build-up in MgLS-based formulations could present challenges for uniform atomization and blending at the industrial scale.
NaLS and MgLS incorporated into MUF adhesive formulations exhibited acid–base buffering capacity, as demonstrated by their resistance to pH variation following acid addition. In contrast to ammonium sulfate, the incorporation of NaLS and MgLS reduced the pH of uncured formulations while increasing the pH of the cured systems. Furthermore, lignosulfonates partially mitigated the acidifying effect of ammonium sulfate in the cured formulations. A comparable trend was observed in UF adhesive systems containing NaLS and MgLS, as previously reported by Bekhta et al. [20].
3.3 Physical Properties of Boards
The effects of lignosulfonate type and content on board density and thickness swelling (TS) are shown in Fig. 1. Neither lignosulfonate type nor content significantly affected board density (p ≥ 0.05), with mean values ranging from 652 to 683 kg/m3. These minor differences are attributed primarily to manual mat formation rather than adhesive chemistry. In contrast, TS was significantly influenced by lignosulfonate type (p < 0.05), although content had no statistically significant effect within the tested range.

Figure 1: Density and thickness swelling of particleboards as a function of lignosulfonate content and type.
In contrast, dimensional stability was sensitive to lignosulfonate modification. The dominant influence of the counterion type (ηp2 = 0.358) shows that MgLS consistently results in higher swelling, likely due to restricted adhesive penetration caused by rapid curing and high viscosity. Although substitution levels up to 5.0% did not significantly increase TS relative to the control, a 7.5% replacement resulted in increases of approximately 18% (NaLS) and 30% (MgLS). After 24 h water immersion, TS ranged from 19.2% to 22.8% for NaLS-modified boards and from 24.5% to 25.1% for MgLS-modified boards, compared with 19.3% for the control. The difference between NaLS and MgLS systems was statistically significant (p < 0.05), whereas NaLS did not differ significantly from the MUF (control).
At low substitution levels (2.5%–5.0%), NaLS maintained dimensional stability comparable to the reference MUF adhesive, with TS values ranging from 19.2% to 20.2%. The optimal NaLS content was 5.0%, at which TS (19.2%) was equivalent to that of the control (19.3%). However, at 7.5% substitution, TS increased to 22.8%, likely due to the higher hydrophilicity and water solubility of sodium-associated lignosulfonate species, which promote moisture uptake at elevated loadings. In contrast, MgLS-modified boards consistently exhibited lower water resistance, with TS values around 25%. This may be attributed to the high initial adhesive viscosity, which can hinder the formation of a continuous moisture-barrier film on the wood surface; consequently, some wood pores may remain partially unfilled, potentially facilitating water ingress. Moreover, worse water resistance correlates with the uneven distribution of the high-viscosity adhesive on the surface of the chips.
The observed TS behavior can be mechanistically linked to the rheological and curing characteristics discussed earlier. NaLS reduced viscosity while maintaining stable pH and gel time, facilitating improved adhesive flow, particle wetting, and more homogeneous cross-link distribution. Although lignosulfonates introduce hydrophilic sulfonate groups that can increase water affinity, the controlled curing kinetics and adequate network formation in NaLS-modified systems appear to partially compensate for this effect, limiting TS at moderate substitution levels. In contrast, MgLS increased viscosity and reduced pH, accelerating polycondensation. The presence of divalent Mg2+ ions is likely associated with intermolecular bridging between lignosulfonate chains and reactive resin species, which may locally increase cross-link density at early stages of curing. However, this ion-mediated aggregation, combined with elevated viscosity, may hinder adhesive penetration and reduce inter-particle contact area. The resulting network could be less uniformly distributed and may contain microstructural heterogeneities that facilitate water ingress. Moreover, the hydrophilic character of unreacted sulfonate groups may further contributes to increased moisture uptake, suggesting that TS is governed by a balance between chemical cross-link density, adhesive distribution quality, and the intrinsic hydrophilicity introduced by lignosulfonate incorporation.
However, the TS values of lignosulfonate-modified boards remain within the range commonly reported for UF-bonded particleboards. Variations between the present results and those reported in the literature can primarily be attributed to differences in resin chemistry, raw material characteristics, and curing parameters. Accordingly, the relatively higher TS observed in the present study is consistent with the known hygroscopic nature and lower hydrolytic stability of UF networks. Nevertheless, the 24 h TS values obtained here (19.2%–25.1%) are comparable to those reported for UF-bonded particleboards manufactured from pine chips, including 24.2% [34] and 18.6%–31.4% [35].
3.4 Mechanical Properties of Boards
Fig. 2 illustrates the effects of lignosulfonate type and content on the mechanical properties of the particleboards. Analysis of variance (ANOVA, Table 2) indicated that both lignosulfonate type and content significantly influenced bending strength (MOR), modulus of elasticity (MOE), and internal bond (IB) strength (p < 0.05). Statistical evaluation using partial eta-squared revealed that the lignosulfonate type (AT) is a critical determinant for the IB (ηp2 = 0.602). For the MOR and MOE, both the lignosulfonate content (MOR, ηp2 = 0.201; MOE, ηp2 = 0.116) and lignosulfonate type (MOR, ηp2 = 0.156; MOE, ηp2 = 0.114) exerted nearly equivalent significant influences.

Figure 2: Interaction effect of lignosulfonate type and content on the bending strength, modulus of elasticity and internal bond strength of particleboards.
The addition of 7.5% NaLS increased the MOR to 14.0 MPa, representing a 16.7% improvement over the reference MUF adhesive (12.0 MPa). This enhancement is attributed to the optimized rheological profile of the NaLS-modified adhesive, which maintained a lower viscosity (210 mPa·s). Such fluidity ensures effective wetting of the wood particles and deep penetration into the wood’s porous structure. The high IB significance (ηp2 = 0.602) further confirms that sodium ions can promote a more uniform and robust adhesive-wood interphase. Conversely, boards modified with MgLS failed to reach the MOR levels of the pure MUF (10.5–11.2 vs. 12.0 MPa). The elevated viscosity (275 mPa·s) combined with accelerated curing (81 s) likely hindered proper adhesive distribution during the hot-pressing cycle, limiting effective wetting and penetration into the wood substrate. This may have resulted in partially “starved” bond lines and reduced cohesive integrity within the cured adhesive network. Consequently, the formed joints were more brittle and less capable of dissipating bending stresses compared with those produced using NaLS-modified systems. The reduction in MOR with increasing lignosulfonate content (LS) is primarily associated with enhanced board brittleness at higher LS loadings. Additionally, it is hypothesized that the increased steam and gas formation during pressing, resulting from the higher moisture content introduced by the lignosulfonate solution, may further contribute to this effect [19].
Boards bonded with MgLS and NaLS generally exhibited lower mean MOE values than the control boards. However, this overall decreasing trend was not uniform. In the case of NaLS, a slight increase in MOE (by 5.3%) was observed at the highest substitution level (7.5%), although this change was statistically significant only at this concentration. In contrast, substitution with MgLS at levels of 2.5% to 7.5% led to a consistent reduction in MOE, ranging from 2.3% to 9.9%. Comparable trends were reported by other authors [19], who observed decreases in bending strength and modulus of elasticity of MDF panels when calcium lignosulfonate content exceeded 10%.
A statistically significant difference (p < 0.05) was found between the MOR values of boards bonded with MgLS and NaLS, confirming the influence of counterion type on bending strength. In contrast, no significant difference (p ≥ 0.05) was detected between the corresponding MOE values.
According to EN 312:2010 [36], Type P1 particleboards intended for general-purpose use in dry conditions must exhibit a minimum MOR of 10 MPa, while no minimum modulus of elasticity (MOE) is specified. For Type P2 boards, designed for interior fitments (including furniture) in dry conditions, the standard requires a minimum MOR of 11 MPa and a minimum MOE of 1600 MPa. In the present study, the MOR values exceeded the requirements for both P1 and P2 boards, except for the MgLS-modified systems at 2.5% and 5.0% substitution and the NaLS-modified system at 2.5% substitution, which did not meet the P2 threshold. The MOE values surpassed the minimum requirement specified for P1 and P2 boards.
For both lignosulfonate types, increasing their proportion in the MUF adhesive led to a progressive increase in IB strength. Boards bonded exclusively with MUF exhibited significantly lower IB values (p < 0.05), showing reductions of 24.2%–66.7% compared with boards in which MUF was partially replaced with NaLS. In contrast, no significant difference was observed between control boards and those containing MgLS. These divergent responses indicate a significant interaction effect (LS × AT, ηp2 = 0.204), suggesting that NaLS enhances bonding performance, whereas MgLS exerts a destabilizing effect at higher concentrations. Moreover, IB values differed significantly between NaLS- and MgLS-bonded boards. At equivalent substitution levels, NaLS-containing boards consistently exhibited higher IB strength than those containing MgLS.
The statistically significant effect of lignosulfonate type (ηp2 = 0.602) on IB strength is likely associated with the rheological behavior of the modified adhesives (Table 3). The NaLS-modified systems demonstrated a superior viscosity-gel time balance; the reduction of viscosity to 210 mPa·s combined with a stable gel time (84 s) facilitates enhanced resin atomization and efficient wetting of the wood particles. This facilitates the formation of a thinner and more uniform adhesive layer during blending with wood particles, thereby increasing the effective contact area. This leads to the formation of a continuous and robust adhesive interphase. Conversely, the MgLS-modified adhesives exhibited an 18% increase in viscosity (275 mPa·s) and a faster curing rate (78–83 s), attributed to the divalent Mg2+ ions acting as bridging agents. Divalent Mg2+ ions may promote intermolecular bridging between lignin and resin components, increasing adhesive viscosity. This reduced flowability could limit uniform spreading into thin layers, thereby contributing to the lower mechanical strength of the boards. Elevated viscosity may restrict adhesive penetration into microcracks of the wood particles, while accelerated curing could promote the formation of brittle crosslinked structures. The resulting rapid viscosity build-up may restrict the adhesive’s flow under hot-pressing conditions, potentially resulting in localized stress concentrations and weaker bonding, which may explain the reduced IB and MOR values, observed for this salt type.
The average IB strength of boards bonded with NaLS- and MgLS-modified adhesive systems exceeded the minimum requirements specified in EN 312:2010 [36], namely 0.24 MPa for Type P1 boards (general-purpose boards for use in dry conditions) and 0.35 MPa for Type P2 boards (boards for interior fitments, including furniture, for use in dry conditions). The only exception was the MgLS-modified system at 2.5% substitution, which did not meet the P2 requirement.
The effect of lignosulfonate type (AT factor) exhibited the highest statistical significance (ηp2 = 0.691), indicating that counterion chemistry is the primary determinant of formaldehyde emission. This result confirms that salt type governs emission control. Both additives reduced pH of adhesive system; however, MgLS induced a substantially stronger decrease, reaching pH = 7.6. This shift toward near-neutral conditions can increase the reactivity of lignin functional groups with formaldehyde, thereby facilitating premature polycondensation. Consequently, the increased reactivity of free formaldehyde under these conditions explains the superior scavenging efficiency of MgLS (ηp2 = 0.691). In contrast, NaLS maintained a more alkaline environment (pH = 8.1–8.8).
Despite inferior mechanical performance, MgLS demonstrated pronounced formaldehyde-scavenging capacity (Fig. 3). Increasing the MgLS content to 7.5% reduced formaldehyde emission to 1.06 mg/m2∙h, corresponding to a 34% decrease relative to the reference MUF adhesive. This effect is attributed primarily to the acidification of the system, while potential contributions from Mg2+ interactions with formaldehyde remain a hypothesis pending further investigation. Moreover, the significant interaction effect for formaldehyde emission (ηp2 = 0.332) indicates strong concentration dependence of the MgLS scavenging efficiency. Conversely, increasing NaLS content led to elevated formaldehyde emission (up to 2.25 mg/m2∙h). The alkaline conditions maintained by NaLS, combined with its hygroscopic character, likely promote hydrolysis of methylol groups, thereby facilitating the release of residual formaldehyde during and after pressing.

Figure 3: Formaldehyde emission as a function of lignosulfonate type and content.
The significant interaction effect for IB (ηp2 = 0.204) and FE (ηp2 = 0.332) indicates that the modification efficiency is not linear. While NaLS acts as a mechanical plasticizer that thrives at higher concentrations (7.5%), MgLS acts as a chemical scavenger whose environmental benefits intensify with dosage, albeit at the cost of mechanical integrity. This divergence allows for the custom formulation of adhesives: NaLS for load-bearing applications and MgLS for low-emission interior panels.
The results obtained in this study are consistent with previous reports demonstrating the ability of lignin and lignosulfonates to act as effective formaldehyde scavengers in adhesive systems. The reduction of formaldehyde emission observed for MgLS-modified adhesives can be explained by the presence of reactive phenolic hydroxyl groups in lignin, which are capable of reacting with free formaldehyde during curing [37]. In addition, ammonium or other cationic species present in lignosulfonate salts may participate in secondary reactions with formaldehyde under pressing conditions, further contributing to emission reduction [9,14].
Previous studies have shown that the incorporation of lignin derivatives into formaldehyde-based resins significantly decreases free formaldehyde content. For example, the addition of hydroxymethyl lignin to MUF resin reduced free formaldehyde from 0.12% to 0.06%–0.08% [33], while lignin–PF adhesives exhibited relatively low free formaldehyde levels together with satisfactory bonding performance [38]. Similarly, lignin-based adhesives developed from lignin, poly(vinyl alcohol), and hexamine demonstrated near-zero formaldehyde emissions (0.1 mg/L) in plywood production [39].
The emission levels observed in the present work are also comparable with those reported for wood-based panels bonded with lignosulfonate-modified adhesives. Fiberboards produced with calcium lignosulfonate or ammonium lignosulfonate have shown formaldehyde contents in the range of 0.7–1.1 mg/100 g, meeting the requirements of the E0 or super E0 emission classes [19,40]. Moreover, particleboards bonded with sodium and magnesium lignosulfonate adhesives exhibited reductions in formaldehyde content of up to 56.9% and 91.1%, respectively, compared with UF-bonded panels [20].
The higher scavenging efficiency observed for MgLS in this study may also be related to the influence of counterions on the chemical environment of the adhesive system. A decrease in pH toward near-neutral conditions can enhance the reactivity of lignin functional groups toward formaldehyde and promote polycondensation reactions, thereby reducing the amount of free formaldehyde available for emission. This interpretation is consistent with previous findings indicating that lignin reactivity toward formaldehyde increases with higher phenolic hydroxyl content and the formation of reactive intermediates such as quinone methides [32,41]. Recent studies have also reported that the incorporation of lignin into UF adhesive systems can simultaneously improve mechanical performance and reduce formaldehyde emissions [42].
To provide a holistic view of the board performance and to visualize the multi-dimensional trade-offs between mechanical strength and environmental safety, a normalized radar chart was constructed (Fig. 4). Data are normalized (0 to 1), where 1 represents the optimal performance for each property (highest MOR/MOE/IB and lowest TS/FE). This visualization integrates the key functional properties, allowing for a direct comparison of the ‘performance profiles’ of the “MUF”, “MUF + NaLS”, and “MUF + MgLS” systems. The resulting shapes clearly illustrate how the choice of lignosulfonate counterion shifts the material’s character, from a high-strength structural panel (MUF + NaLS) to an eco-friendly interior board (MUF + MgLS).

Figure 4: Radar chart comparing the performance profiles of “MUF”, “MUF + NaLS”, and “MUF + MgLS” bonded particleboards.
A notable deviation was observed for the 7.5% NaLS-modified boards, where the thickness swelling (TS) increased to 22.8%, despite achieving peak mechanical strength. This phenomenon, visualized as a ‘dip’ in the radar chart’s TS axis, is attributed to the high hygroscopicity of sodium sulfonate groups. At higher loading levels, the abundance of hydrophilic centers within the adhesive matrix facilitates water absorption through capillary action. Furthermore, the markedly lower viscosity (210 mPa·s) of the NaLS-7.5% system likely results in resin over-penetration, which leaves inter-particle boundaries partially unprotected against moisture ingress. Thus, while NaLS maximizes bonding efficiency (ηp2 = 0.602 for IB), its content must be carefully balanced to avoid compromising dimensional stability.
Based on the observed trade-offs, the selection of lignosulfonate modifier should align with the functional requirements of the particleboard. Sodium lignosulfonate (7.5% NaLS) is recommended for structural applications where mechanical integrity is paramount, as it maximizes bonding efficiency (ηp2 = 0.602). Conversely, magnesium lignosulfonate (7.5% MgLS) is highly recommended as a bio-based scavenger for indoor furniture applications, effectively reducing formaldehyde emissions by 34% (ηp2 = 0.691). For a general-purpose board, a lower dosage of NaLS (5.0%) provides the most balanced performance, maintaining reference strength levels while ensuring acceptable dimensional stability. Future research should explore the combined application of sodium and magnesium lignosulfonates to synergistically optimize mechanical performance and environmental benefits.
3.7 Economic Efficiency, Industrial Feasibility and Final Perspective
The incorporation of lignosulfonates into MUF adhesives offers significant economic advantages. Substituting 7.5% of the synthetic resin with NaLS reduces the total adhesive cost per cubic meter of particleboard by approximately 4.5%, while simultaneously enhancing the bending strength (MOR) by 16%. In the case of MgLS, despite its higher market price compared to NaLS, it remains more cost-effective than pure MUF resin, yielding a 1.5% reduction in adhesive costs. The adhesive prices used in these calculations were based on current market rates in Ukraine (end of 2025) obtained from supplier quotations; therefore, the absolute values are region-specific. However, the overall cost trends and comparative relationships between MUF, NaLS, and MgLS are expected to be generally applicable across different markets. The cost reduction was calculated on a per-cubic-meter basis by substituting lignosulfonates for MUF resin. More importantly, the 34% reduction in formaldehyde emission achieved with MgLS modification allows manufacturers to reach premium environmental standards (E0.5/CARB2) without increasing production costs. For comparison, partial replacement of UF resin with lignin (typically 10%–20%) has been reported to lower resin costs by 10%–15%, particularly when using crude Kraft lignin without purification [43]. Moreover, the incorporation of lignin into UF adhesive systems offers an opportunity to reduce the environmental impact of the adhesive. By partially replacing UF resin with lignosulfonates, which have a lower global warming potential (GWP), the overall CO2 emissions associated with UF production can be decreased, contributing to more sustainable adhesive formulations. Integrating lignosulfonates into UF adhesives not only addresses formaldehyde emission (FE) concerns but also helps lower the GWP of the final product, aligning with broader sustainability goals [44].
Overall, integrating industrial lignosulfonates into MUF adhesives represents a statistically validated, chemically robust, and economically advantageous strategy. By exploiting the specific effects of sodium and magnesium cations, manufacturers can tailor particleboard performance, achieving a balance between high mechanical strength and low environmental impact, while reducing raw material costs.
This study demonstrates that the incorporation of sodium and magnesium lignosulfonates into MUF resin enables the development of more sustainable and renewable adhesive systems without compromising the physical and mechanical performance of particleboards. The results clearly show that the type of lignosulfonate counterion has a more pronounced effect on particleboard properties than its dosage. Sodium lignosulfonate (NaLS) improves MUF resin rheology and enhances mechanical bonding (ηp2 = 0.602 for IB), while magnesium lignosulfonate (MgLS) acts as an effective formaldehyde scavenger, reducing formaldehyde emission by up to 34% (ηp2 = 0.691 for FE). This counterion-driven trade-off between mechanical performance and formaldehyde emission control enables the targeted design of particleboards based on their intended application. Key findings include:
1. Statistical analysis using partial eta-squared confirmed that the chemical nature of the counterion exerts a more profound influence on particleboard performance than its dosage (LS). Specifically, the type of salt accounts for 60.2% of the variance in internal bond strength and 69.1% in formaldehyde emission.
2. Sodium lignosulfonate demonstrated excellent compatibility with the MUF resin. At a 7.5% concentration, it enhanced the bending strength to 14.0 MPa and the modulus of elasticity to 2819 MPa, likely due to the stabilizing effect of Na+ ions, which optimize resin viscosity and ensure uniform wetting of the wood substrate.
3. Magnesium lignosulfonate proved to be a highly effective formaldehyde scavenger. The reduction of pH to 7.6 and the catalytic effect of divalent Mg2+ ions facilitated the bonding of free formaldehyde, lowering emissions to 1.06 mg/m2∙h. This benefit is accompanied by a moderate decrease in mechanical strength and water resistance (TS ~25%) due to increased adhesive viscosity and rapid curing.
4. The significant interaction effect for IB (ηp2 = 0.204) and FE (ηp2 = 0.332) indicates that the effectiveness of the modification is highly concentration-dependent. For structural applications, 7.5% NaLS is recommended, while for eco-friendly boards with low-emission requirements, 7.5% MgLS is the optimal choice. Overall, the proposed sustainable particleboards are suitable for interior dry-use applications, with NaLS primarily enhancing mechanical properties and MgLS effectively reducing formaldehyde emissions.
The results of this study may provide practical guidance for industrial particleboard production, enabling manufacturers to select lignosulfonate counterions to tailor adhesive performance and balance mechanical properties with formaldehyde emissions according to specific production requirements and application priorities.
All experiments were conducted on a laboratory scale; therefore, further validation under industrial conditions is required. Additional further comprehensive studies are required to confirm our assumptions that lignosulfonates (MgLS and NaLS) can act as effective formaldehyde scavengers due to the reactivity of lignin phenolic hydroxyl groups toward formaldehyde, as well as possible coordination effects of Mg2+ and Na+ ions. The influence of the counterion type on adhesive properties and the mechanical strength of boards also require further investigation.
Acknowledgement: Not applicable.
Funding Statement: The authors received no specific funding for this study.
Author Contributions: Conceptualization, Pavlo Bekhta; methodology, Pavlo Bekhta and Iryna Lytvyn; investigation, Iryna Lytvyn; resources, Iryna Lytvyn; writing—original draft preparation, Pavlo Bekhta; writing—review and editing, Pavlo Bekhta; visualization, Pavlo Bekhta; supervision, Pavlo Bekhta; project administration, Pavlo Bekhta. All authors reviewed and approved the final version of the manuscript.
Availability of Data and Materials: Not applicable.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest.
References
1. Food and Agriculture Organization of the United Nations. 2024 FAOSTAT data. [cited 2026 Feb 20]. Available from: https://www.fao.org/faostat/en/#data/FO. [Google Scholar]
2. Benthien JT, Sieburg-Rockel J, Engehausen N, Koch G, Lüdtke J. Analysis of adhesive distribution over particles according to their size and potential savings from particle surface determination. Fibers. 2022;10(11):97. doi:10.3390/fib10110097. [Google Scholar] [CrossRef]
3. Krug D, Direske M, Tobisch S, Weber A, Wenderdel C. Particle-based materials. In: Springer handbook of wood science and technology. Cham, Switzerland: Springer; 2023. p. 1409–90. doi:10.1007/978-3-030-81315-4_27. [Google Scholar] [CrossRef]
4. Tobisch S, Dunky M, Hänsel A, Krug D, Wenderdel C. Survey of wood-based materials. In: Springer handbook of wood science and technology. Cham, Switzerland: Springer; 2023. p. 1211–82. doi:10.1007/978-3-030-81315-4_24. [Google Scholar] [CrossRef]
5. Ghahri S, Bari E, Pizzi AA. The challenge of environment-friendly adhesives for bio-composites. In: Eco-friendly adhesives for wood and natural fiber composites. Singapore: Springer; 2021. p. 195–229. doi:10.1007/978-981-33-4749-6_11. [Google Scholar] [CrossRef]
6. Dunky M. Technology of adhesives and wood-based panels. Beverly, MA, USA: Scrivener Publishing LLC; 2025. p. 633. doi:10.1002/9781394175284. [Google Scholar] [CrossRef]
7. Balk M, Sofia P, Neffe AT, Tirelli N. Lignin, the lignification process, and advanced, lignin-based materials. Int J Mol Sci. 2023;24(14):11668. doi:10.3390/ijms241411668. [Google Scholar] [PubMed] [CrossRef]
8. Vasile C, Baican M. Lignins as promising renewable biopolymers and bioactive compounds for high-performance materials. Polymers. 2023;15(15):3177. doi:10.3390/polym15153177. [Google Scholar] [PubMed] [CrossRef]
9. Pizzi A. Recent developments in advanced lignin-based adhesives and binders. In: Advanced lignin technologies. London, UK: IntechOpen; 2024. doi:10.5772/intechopen.1004627. [Google Scholar] [CrossRef]
10. Dunky M. Wood adhesives based on natural resources: a critical review: part III. Tannin-and lignin-based adhesives. Prog Adhes Adhes. 2021;6(12):383–529. doi:10.1002/9781119846703.ch10. [Google Scholar] [CrossRef]
11. Hussin MH, Abd Latif NH, Hamidon TS, Idris NN, Hashim R, Appaturi JN, et al. Latest advancements in high-performance bio-based wood adhesives: a critical review. J Mater Res Technol. 2022;21(1–2):3909–46. doi:10.1016/j.jmrt.2022.10.156. [Google Scholar] [CrossRef]
12. Calvez I, Garcia R, Koubaa A, Landry V, Cloutier A. Recent advances in bio-based adhesives and formaldehyde-free technologies for wood-based panel manufacturing. Curr For Rep. 2024;10(5):386–400. doi:10.1007/s40725-024-00227-3. [Google Scholar] [PubMed] [CrossRef]
13. Lignosulfonates Market—Global Forecast to 2027. [cited 2026 Feb 20]. Available from: http://www.marketsandmarkets.com/Market-Reports/lignosulfonates-market-228946276.html. [Google Scholar]
14. Pizzi A, Antov P. Bio-based wood adhesives: recent developments. In: Nanomaterials additives in bioadhesives for wood composites. Singapore: Springer; 2025. p. 1–26. doi:10.1007/978-981-96-3400-2_1. [Google Scholar] [CrossRef]
15. Lisý A, Ház A, Nadányi R, Jablonský M, Šurina I. About hydrophobicity of lignin: a review of selected chemical methods for lignin valorisation in biopolymer production. Energies. 2022;15(17):6213. doi:10.3390/en15176213. [Google Scholar] [CrossRef]
16. Fazeli M, Mukherjee S, Baniasadi H, Abidnejad R, Mujtaba M, Lipponen J, et al. Lignin beyond the status quo: recent and emerging composite applications. Green Chem. 2024;26(2):593–630. doi:10.1039/d3gc03154c. [Google Scholar] [PubMed] [CrossRef]
17. Hemmilä V, Adamopoulos S, Hosseinpourpia R, Ali Ahmed S. Ammonium lignosulfonate adhesives for particleboards with pMDI and furfuryl alcohol as crosslinkers. Polymers. 2019;11(10):1633. doi:10.3390/polym11101633. [Google Scholar] [PubMed] [CrossRef]
18. Pereira HML, Lelis RCC, Gomes FJB, Sousa ND, Lopez YM, Gonçalves FG, et al. Effect of tannin and calcium lignosulfonate-based adhesives on particleboards production. Int J Adhes Adhes. 2024;132:103722. doi:10.1016/j.ijadhadh.2024.103722. [Google Scholar] [CrossRef]
19. Antov P, Savov V, Mantanis GI, Neykov N. Medium-density fibreboards bonded with phenol-formaldehyde resin and calcium lignosulfonate as an eco-friendly additive. Wood Mater Sci Eng. 2021;16(1):42–8. doi:10.1080/17480272.2020.1751279. [Google Scholar] [CrossRef]
20. Bekhta P, Noshchenko G, Réh R, Kristak L, Sedliačik J, Antov P, et al. Properties of eco-friendly particleboards bonded with lignosulfonate-urea-formaldehyde adhesives and pMDI as a crosslinker. Materials. 2021;14(17):4875. doi:10.3390/ma14174875. [Google Scholar] [PubMed] [CrossRef]
21. Gonçalves S, Paiva NT, Martins J, Carvalho LH, Magalhães FD. Fast-curing 3-layer particleboards with lignosulfonate and pMDI adhesives. Forests. 2024;15(6):948. doi:10.3390/f15060948. [Google Scholar] [CrossRef]
22. Bekhta P, Sedliačik J, Kačík F, Noshchenko G, Kleinová A. Lignocellulosic waste fibers and their application as a component of urea-formaldehyde adhesive composition in the manufacture of plywood. Eur J Wood Wood Prod. 2019;77(4):495–508. doi:10.1007/s00107-019-01409-8. [Google Scholar] [CrossRef]
23. Lei H, Zhou X, Xi X, Du G, Pizzi A. Recent developments in bioadhesives and binders. J Renew Mater. 2025;13(2):199–249. doi:10.32604/jrm.2025.02024-0048. [Google Scholar] [CrossRef]
24. EN 322:1998. Wood-based panels. Determination of moisture content. Brussels, Belgium: European Committee for Standardization; 1998. [Google Scholar]
25. EN 323:1993. Wood-based panels. Determination of density. Brussels, Belgium: European Committee for Standardization; 1993. [Google Scholar]
26. EN 310:2003. Wood-based panels. Determination of modulus of elasticity in bending and of bending strength. Brussels, Belgium: European Committee for Standardization; 2003. [Google Scholar]
27. EN 319:1993. Particleboards and fibreboards. Determination of tensile strength perpendicular to the plane of the board. Brussels, Belgium: European Committee for Standardization; 1993. [Google Scholar]
28. EN 317:1993. Particleboards and fibreboards. Determination of swelling in thickness after immersion in water. Brussels, Belgium: European Committee for Standardization; 1993. [Google Scholar]
29. EN ISO 12460-3:2020. Wood-based panels-Determination of formaldehyde release-Part 3: gas analysis method. Brussels, Belgium: European Committee for Standardization; 2020. [Google Scholar]
30. Cohen J. Statistical power analysis for the behavioral sciences. 2nd ed. New York, NY, USA: Routledge; 1988. doi:10.4324/9780203771587. [Google Scholar] [CrossRef]
31. Younesi-Kordkheili H, Pizzi A. Lignin-based wood adhesives: a comparison between the influence of soda and Kraft lignin. Int J Adhes Adhes. 2023;121(1):103312. doi:10.1016/j.ijadhadh.2022.103312. [Google Scholar] [CrossRef]
32. Nafisah PM, Wibowo ES, Mubarok M, Darmawan W, Lubis MAR, Santoso A, et al. The role of lignin in enhancing adhesion performance and reducing formaldehyde emissions of phenol–resorcinol–formaldehyde resin adhesives. Int J Biol Macromol. 2025;323:147251. doi:10.1016/j.ijbiomac.2025.147251. [Google Scholar] [PubMed] [CrossRef]
33. Li D, Yu L, Li L, Liang J, Wu Z, Xu X, et al. Melamine–urea–formaldehyde resin adhesive modified with recycling lignin: preparation, structures and properties. Forests. 2023;14(8):1625. doi:10.3390/f14081625. [Google Scholar] [CrossRef]
34. Iwakiri VT, Trianoski R, Razera DL, Iwakiri S, da Rosa TS. Production of structural particleboard of Mimosa scabrella Benth with lignin phenol-formaldehyde resin. Floresta Ambient. 2019;26(3):e20171006. doi:10.1590/2179-8087.100617. [Google Scholar] [CrossRef]
35. Trianoski R, Iwakiri S, De Matos JL. Potential use of planted fast-growing species for production of particleboard. J Trop For Sci. 2011;23(3):311–7. [Google Scholar]
36. EN 312:2010. Particleboards. Specifications. Brussels, Belgium: European Committee for Standardization; 2010. [Google Scholar]
37. Gonçalves S, Ferra J, Paiva N, Martins J, Carvalho LH, Magalhães FD. Lignosulphonates as an alternative to non-renewable binders in wood-based materials. Polymers. 2021;13(23):4196. doi:10.3390/polym13234196. [Google Scholar] [PubMed] [CrossRef]
38. Paez J, Fatehi P. Incorporation of lignin into adhesives: a review. Green Chem. 2025;27(40):12499–537. doi:10.1039/d5gc02998h. [Google Scholar] [CrossRef]
39. Lubis MAR, Labib A, Sudarmanto, Akbar F, Nuryawan A, Antov P, et al. Influence of lignin content and pressing time on plywood properties bonded with cold-setting adhesive based on poly (vinyl alcohollignin, and hexamine. Polymers. 2022;14(10):2111. doi:10.3390/polym14102111. [Google Scholar] [PubMed] [CrossRef]
40. Antov P, Savov V, Trichkov N, Krišťák Ľ, Réh R, Papadopoulos AN, et al. Properties of high-density fiberboard bonded with urea-formaldehyde resin and ammonium lignosulfonate as a bio-based additive. Polymers. 2021;13(16):2775. doi:10.3390/polym13162775. [Google Scholar] [PubMed] [CrossRef]
41. Zhao L, Li W, Cheng Y, Zhao J, Tian D, Huang M, et al. Preparation and evaluation of lignin-phenol-formaldehyde resin as wood adhesive using unmodified lignin. Ind Crops Prod. 2024;211:118168. doi:10.1016/j.indcrop.2024.118168. [Google Scholar] [CrossRef]
42. Boussetta A, Benhamou AA, Barba FJ, Idrissi EL, Grimi M, Moubarik N, et al. Valorization of Solanum elaeagnifolium Cavanilles weeds as a new lignocellulosic source for the formulation of lignin-urea-formaldehyde wood adhesive. J Adhes. 2023;99(1):34–57. doi:10.1080/00218464.2021.1999232. [Google Scholar] [CrossRef]
43. El Mansouri NE, Salvadó J. Structural characterization of technical lignins for the production of adhesives: application to lignosulfonate, kraft, soda-anthraquinone, organosolv and ethanol process lignins. Ind Crops Prod. 2006;24(1):8–16. doi:10.1016/j.indcrop.2005.10.002. [Google Scholar] [CrossRef]
44. Ait Benhamou A, Abid L, Calvez I, Cloutier A, Nejad M, Stevanovic T, et al. Advances in lignin chemistry, bonding performance, and formaldehyde emission reduction in lignin-based urea-formaldehyde adhesives: a review. ChemSusChem. 2025;18(16):e202500491. doi:10.1002/cssc.202500491. [Google Scholar] [PubMed] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools