
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
REVIEW
Research Progress on Bio-Based Biodegradable Barrier Materials
1 New Energy College, Zhengzhou University of Light Industry, Zhengzhou, 450002, China
2 School of Materials and Chemical Engineering, Zhengzhou University of Light Industry, Zhengzhou, 450002, China
* Corresponding Author: Xiaojing Zhang. Email:
Journal of Renewable Materials 2025, 13(12), 2309-2353. https://doi.org/10.32604/jrm.2025.02025-0108
Received 29 May 2025; Accepted 28 October 2025; Issue published 23 December 2025
 View Full Text
View Full Text Download PDF
Download PDFAbstract
The current global shortage of oil resources and the pollution problems caused by traditional barrier materials urgently require the search for new substitutes. Biodegradable bio-based barrier materials possess the characteristics of being renewable, environmentally friendly, and having excellent barrier properties. They have become an important choice in fields such as food packaging, agricultural film covering, and medical protection. This review systematically analyzes the design and research of this type of material, classifying biobased and biodegradable barrier materials based on the sources of raw materials and synthesis pathways. It also provides a detailed introduction to the latest research progress of biobased and biodegradable barrier materials, discussing the synthesis methods and improvement measures of their barrier properties. Subsequently, it analyzes the related technologies for enhancing the barrier properties of biobased and biodegradable barrier materials, and finally looks forward to the directions that future research should focus on, promoting the transition of biobased and biodegradable barrier materials from the laboratory to industrial applications.Keywords
Barrier materials constitute a core branch of functional materials. They can effectively prevent the penetration of environmental factors such as gases and water vapor. This characteristic enables them to provide a comprehensive protective barrier for products. However, the high barrier materials are mainly composed of non-degradable materials currently [1]. Although these materials have excellent barrier properties, their main synthetic raw materials come from traditional fossil resources. However, approximately 97% of the world’s oil was discovered in the 20th century. In the past decade, the global production of alternative crude oil has been less than 50%. This data highlights the significant challenges faced globally in seeking new oil resources to replace the increasingly depleted existing reserves [2,3]. As time goes by, traditional synthetic petroleum-based materials continue to accumulate in landfill sites, oceans, and other habitats, posing a threat to ecosystems and wildlife and becoming a long-standing environmental burden [4–6]. Facing the dual pressures of increasingly scarce resources and prominent environmental risks in modern society, accelerating the research and application of green high-barrier materials has become an inevitable choice to break through the bottleneck of industrial development and achieve sustainable development [7].
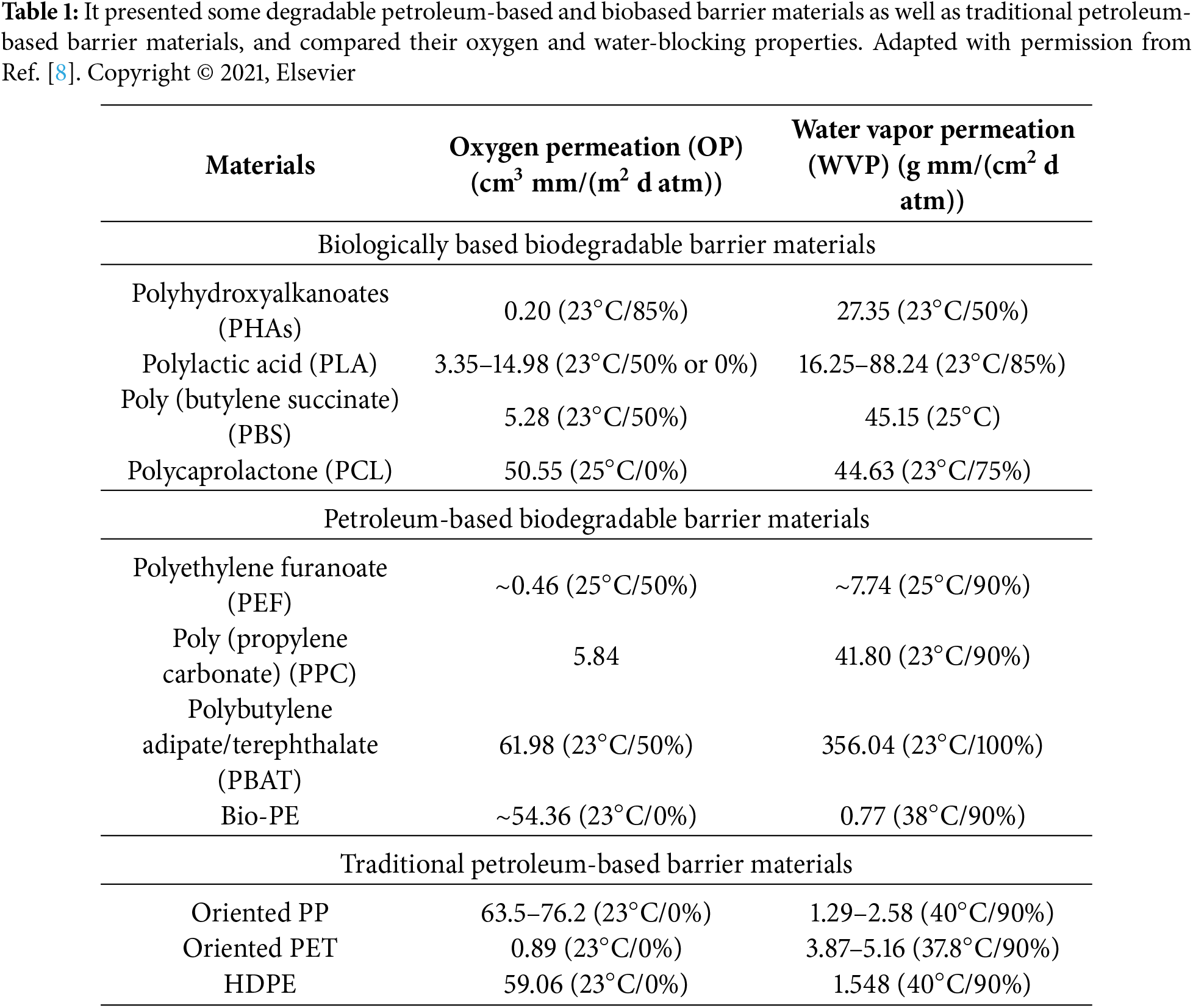
Biodegradable barrier materials are regarded as an important alternative to traditional (non-biodegradable) petroleum-based barrier materials due to their characteristic of being decomposable by microorganisms under specific conditions. It is necessary to clearly point out that, based on the source of the raw materials, these materials can be divided into two major categories. Petroleum-based biodegradable barrier materials: The raw materials required for their synthesis mainly come from non-renewable resources. Therefore, their production process is highly dependent on oil extraction and chemical processing technologies, and has the characteristic of being non-renewable. The acquisition of raw materials and the production process (such as oil extraction, transportation, refining, and related chemical processes) inevitably bring about carbon emissions, potential pollution, and other environmental burdens. Biobased biodegradable barrier materials: their synthetic raw materials mainly come from renewable substances (such as polysaccharides, proteins, special polymers, etc.). From this, it can be seen that although both can eventually be biodegraded, there are significant differences in their raw material sources and environmental impacts. Petroleum-based biodegradable materials essentially still rely on non-renewable resources and carry the ecological footprint of the fossil energy industry chain. Table 1 presents some degradable petroleum-based and biobased barrier materials as well as traditional petroleum-based barrier materials, and compares their oxygen-blocking/water-blocking properties [8]. Therefore, the search for new materials that possess both high barrier properties and biodegradability is currently a research hotspot [9,10].
This article systematically reviews the latest research progress of bio-based biodegradable barrier materials. The core contents include: (a) classification of material properties and application overview; (b) barrier characteristics and modification strategies of representative materials (such as starch, cellulose, PLA, PHA) based on their sources (biomass extraction, chemical synthesis, microbial synthesis); (c) key modification techniques for enhancing barrier performance (such as blending, multilayer extrusion, etc.). Finally, it looks forward to the challenges and opportunities in performance optimization and large-scale production in this field, aiming to provide research guidance for the development of sustainable high-performance barrier materials.
2 Introduction to Bio-Based Biodegradable Barrier Materials
2.1 Introduction to Bio-Based Biodegradable Materials
Biobased degradable materials refer to those materials whose raw materials come from renewable resources and are synthesized through biological or chemical methods. This type of substance can undergo gradual decomposition and mineralization under certain reaction conditions. The ideal complete biodegradation process ultimately mainly converts into simple small molecules such as carbon dioxide, water, or methane (CH4), as well as microbial biomass. However, in actual (especially non-controlled) conditions, the degradation process often produces intermediate products. Only when mineralization is completed under suitable environmental conditions and sufficient time can these materials ultimately be transformed into harmless substances (main products being CO2 and H2O), and partially participate in the carbon cycle of nature. The ideal bio-based biodegradable material should possess excellent mechanical properties (such as strength and flexibility) as well as a controllable degradation rate to meet the demands of various application scenarios [11].
2.2 Introduction to Barrier Materials
Barrier materials are a type of functional material with the function of selectively isolating permeating substances. Their core value lies in maintaining the stability of the internal environment of the protected system through the physical barrier effect. For packaging, this type of material can form an excellent barrier, protecting against multiple threats such as oxygen and water vapor. This not only effectively prevents the oxidation, moisture absorption, deterioration, and degradation caused by light of the internal products, but also ensures the freshness, taste, and efficacy of the products, and is the key to significantly extending the shelf life. With the development of materials science, the application of barrier materials has expanded from traditional food packaging to multiple fields such as electronic device packaging, separators for new energy batteries, self-cleaning coatings, and medical protection. Their advantages are reflected in dimensions such as high barrier efficiency, processing adaptability, mechanical strength, and environmental friendliness [12,13].
2.2.1 Properties of Barrier Materials
The barrier property measures how effectively a material can act as a barrier to slow down or prevent the penetration rate of substances (such as oxygen, fragrance) driven by concentration differences. The barrier properties of materials mainly include (Fig. 1) oxygen barrier performance, water barrier performance, light barrier performance, and flame retardant performance [14].
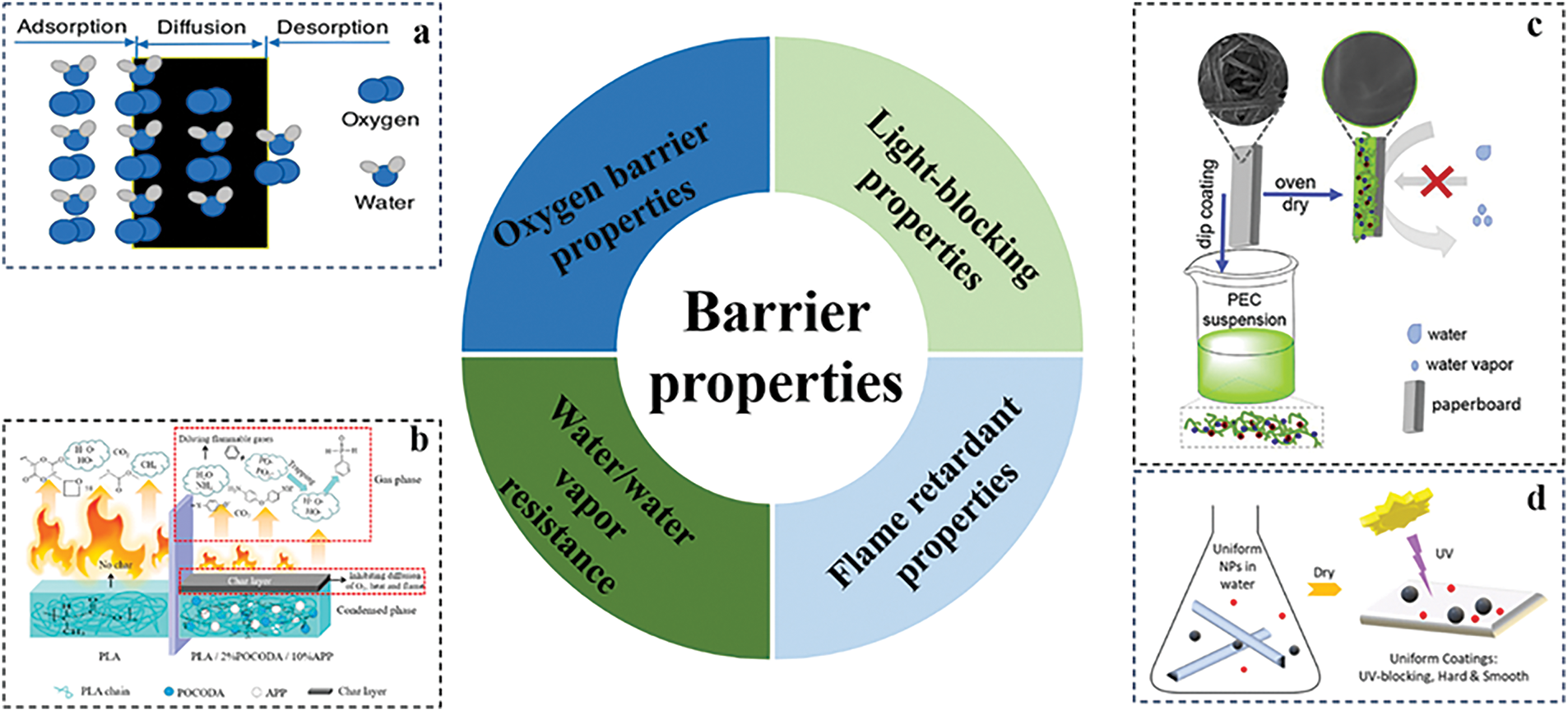
Figure 1: Classification of barrier properties and schematic diagrams of different barrier properties; (a) The permeation process of oxygen/water vapor. Adapted with permission from Ref. [15]. Copyright © 2021 Taylor & Francis; (b) Flame retardant performance of PLA/2%POCODA/10%APP composites. Adapted with permission from Ref. [16]. Copyright © 2021, Elsevier; (c) Starch-based starch complex barrier coatings against water and water vapor. Adapted with permission from Ref. [17]. Copyright © 2020, Elsevier; (d) The ultraviolet (UV) blocking performance of the coating. Adapted with permission from Ref. [18]. Copyright © 2020, American Chemical Society
Oxygen Barrier Performance
Excellent oxygen barrier properties are one of the core functional attributes of packaging materials. When there is a difference in oxygen concentration inside and outside the package, oxidation reactions will cause quality deterioration and a decline in service life, thereby significantly affecting the market value of the products. At present, it has become a consensus in the industry to extend the shelf life by using high-performance barrier materials, and its mechanism of action is mainly achieved by blocking the penetration path of oxygen molecules. The penetration process of oxygen molecules in barrier materials mainly consists of four steps: (1) Adsorption of oxygen molecules on the surface of barrier materials; (2) Dissolution; (3) Diffusion; (4) Desorption occurs on the other surface of the barrier material [19,20]. Generally speaking, the first and fourth steps of oxygen molecules on the surface of the isolation material are much faster compared to the entire process. Therefore, it is usually believed that the permeability of oxygen depends on the solubility and diffusivity of gas molecules in the barrier material [21]. However, during the barrier formation process, the role of diffusivity in enhancing the barrier performance is greater than that of solubility [22]. Therefore, most of the research in this field focuses on enhancing the barrier properties by increasing the complexity of the diffusion pathways and inhibiting the movement of oxygen molecules.
Water Vapor/Water Resistance Performance
The barrier properties of materials against water can be divided into two phases: liquid water and water vapor. There are essential differences between the two in terms of molecular size, thermodynamic behavior, and permeation mechanism. Water vapor molecules, due to their smaller size and lower cohesion, impose higher barrier requirements on materials [23]. The water vapor barrier property is an important material barrier characteristic, ranking alongside the oxygen barrier property. Both of these are the most common and crucial indicators for measuring the gas barrier performance of materials. The penetration process of water vapor in materials generally follows the four steps of oxygen penetration. Therefore, by designing and extending the migration path of water vapor molecules within the material, it is possible to effectively inhibit its diffusion rate, thereby significantly enhancing the barrier performance of the material. Furthermore, if the material’s waterproof vapor resistance is poor, this could cause the material to be affected by water vapor, and it would also reduce its barrier properties against oxygen and other gases.
Meanwhile, the liquid water barrier performance is also an important property required for barrier materials, reducing water penetration to avoid the influence of moisture. The key factors influencing the penetration of liquid water include the material structure and environmental parameters. From nanoscale pore wetting to macroscopic pressure driving, the process involves multiple mechanisms such as diffusion, adsorption, and capillary action. The water molecule permeation behavior of different materials is greatly influenced by their structure, composition, and environmental conditions. The existing studies usually achieve this by conducting hydrophobic modification to reduce the adsorption and capillary action of the material towards water molecules, thereby improving its barrier properties. Moreover, hydrophobic modification can also enhance the water vapor resistance performance of materials to a certain extent [24].
Oil Barrier Performance
Nowadays, oil substances are widely present in various industries, and their potential leakage risks pose a significant threat to product integrity and environmental safety. Therefore, there is an urgent need for materials to have good oil barrier properties. The methods to enhance oil barrier performance mainly include: (1) Improving the oil barrier performance of materials by reducing their surface tension, such as adding or coating oil repellents; (2) The compactness of packaging materials can be enhanced by adding fillers or covering them with coatings. The dense structure makes it less likely for oil to penetrate, thereby achieving an effective oil-blocking effect. At present, many studies have been dedicated to developing composite materials with excellent oil barrier properties [25,26].
Light-Blocking Performance
For light-blocking performance, the main function is to block the irradiation of ultraviolet rays. Ultraviolet radiation is an important environmental factor that causes deterioration of various materials and living organisms. Especially for emerging technologies such as organic photovoltaics and organic light-emitting diodes, where environmental stability is of vital importance, the light-blocking ability is particularly crucial [27,28]. For example, in the field of food packaging, the UV blocking property is crucial for preventing the loss of nutritional value and the color change of food [29]. Ultraviolet blocking mainly shields ultraviolet rays through physical reflection or scattering, chemical absorption, etc., protecting materials from solar radiation and slowing down their photoaging [30,31].
Flame Retardant Performance
Flame-retardant performance is also one of the important types of barrier performance. In daily life, the combustion of materials releases a large amount of heat and is accompanied by molten droplets, which can easily cause large-scale fires and pose a serious threat to the lives and property of the country and its people. Therefore, the use of flame-retardant materials is of vital importance [32].
At present, the flame-retardant performance of materials is mainly endowed through two methods: physical blending of flame retardants and coating surface treatment. The barrier mechanisms include: Flame-retardant materials form a protective film during combustion to isolate air and heat transfer to achieve flame retardancy; they decompose and release inert gases such as carbon dioxide and water vapor to dilute flammable gases such as oxygen to achieve flame retardancy; they absorb and consume the heat generated during combustion through decomposition reactions to achieve flame retardancy; and multiple flame-retardant substances work together to achieve flame retardancy [33].
2.3 Application of Bio-Based Biodegradable Barrier Materials
Bio-based biodegradable barrier materials, as innovative alternatives to traditional composite materials, have demonstrated transformative potential for sustainable development in fields such as food packaging, agriculture, and healthcare, thanks to their environmentally friendly characteristics and multi-dimensional performance advantages. This type of material not only realizes the green substitution of petroleum-based materials but also meets the advanced requirements for material performance in different scenarios through functional design, providing an innovative path for achieving sustainable development goals.
Regarding food packaging, the core performance indicators of biodegradable barrier materials cover two major dimensions: barrier performance and mechanical strength [34]. The ideal barrier performance requires the synergistic blocking ability of gases (O2/CO2), water vapor, and UV simultaneously. Amaregouda’s [35] team modified the interface of chitosan and polyvinyl alcohol (PVA) composite films through anthocyanin-ZnO nanoparticles. The chitosan/PVA composite film has been successfully endowed with excellent mechanical properties, barrier capabilities, and significantly enhanced antioxidant and antibacterial functions.
In the agricultural sector, the extensive use of biodegradable barrier materials has increased yields, enabled earlier harvests, reduced reliance on herbicides and pesticides, better maintained soil temperature, and more effectively retained water and fertilizers. Therefore, plastic films are widely applied due to their excellent performance. However, the pollution burden caused by plastic films is inevitable. Therefore, the introduction of bio-based biodegradable materials to synthesize mulching films is a very promising alternative. Bio-based biodegradable mulching films, such as starch and PVA films and thermoplastic starch (TPS) materials based on renewable resources, are currently the main raw materials for most commercial biodegradable mulching film coverings [36]. In addition to the use of agricultural mulch films for protection, the utilization of fertilizers required by plants can also be further enhanced through encapsulation. For example, chitosan forms complexes with other compounds in the presence of amino acids and enters the vascular system of plants to activate the metabolic and physiological pathways of plants. In this way, chitosan can be combined with fertilizers or other nutrient elements to provide the necessary nutrients for plants, and it can also help improve soil texture [37].
In biomedical applications, biodegradable barrier materials have been widely used in fields such as bone and soft tissue regeneration engineering, cell therapy vector construction, and drug-controlled-release systems due to their excellent mechanical properties, superior biocompatibility, controllable degradation performance, and non-toxic metabolites [38]. The combination of biodegradable barrier materials (such as TPS) and bioactive ceramics significantly enhances the performance of bone repair materials. For example, the TPS composite material doped with 10% β-tricalcium phosphate (β-TCP) nanoparticles [39] not only significantly improved mechanical properties, but also exhibited excellent biocompatibility. Particularly noteworthy is that it has good cell compatibility in bone tissue engineering applications, and no signs of cytotoxicity were observed. In the field of drug-controlled-release systems, some researchers have taken advantage of the pH-sensitive property of chitosan as a starting point to use it to create intelligent and efficient drug delivery systems. The sensitivity of chitosan to pH changes is due to the amine functional groups of chitosan being easily protonated in acidic pH conditions. Therefore, based on the unique pH value in the target environment, the drug molecules are released through swelling [40].
Bio-based biodegradable materials have permeated core fields such as packaging, agriculture, and healthcare, and are demonstrating potential in emerging directions such as construction and electronics. For example, bio-based composites based on wood and mycelium have been used in the construction field. This innovative insulation material has a thermal conductivity as low as 0.04 W/(m K) [41]. PLA/nanocellulose composites can be used to manufacture biodegradable capacitive touch sensors, and the electromagnetic shielding efficacy of PLA films containing multi-walled carbon nanotubes reaches 40 dB [42]. A dense silica coating is constructed on the surface of PLA products by a splash deposition process, which enhances the surface barrier property. The oxygen barrier property is increased by more than 10 times, and it is suitable for the packaging of degradable electronic components.
3 Classification of Bio-Based Biodegradable Barrier Materials
Bio-based biodegradable barrier materials refer to materials made from natural renewable resources (such as plant fibers, starch, proteins, etc.), which have excellent biodegradability and barrier performance. They can be decomposed by microorganisms into water and carbon dioxide in the natural environment, while effectively preventing the penetration of substances such as water vapor and oxygen.
Bio-based barrier materials, as green alternatives to petroleum-based barrier materials, have shown great potential in the barrier fields of packaging, medicine, agriculture, etc., due to their biodegradable properties and renewable advantages. According to the source and synthetic route, bio-based biodegradable barrier materials can be classified into three major categories (Fig. 2): (1) Biomass extraction type [43]; (2) Chemical synthesis molding; (3) Microbial synthesis. These three types of materials have significant differences in structural characteristics, processing performance, and degradation behavior, and their functions need to be optimized through modification techniques to meet the requirements of practical applications.
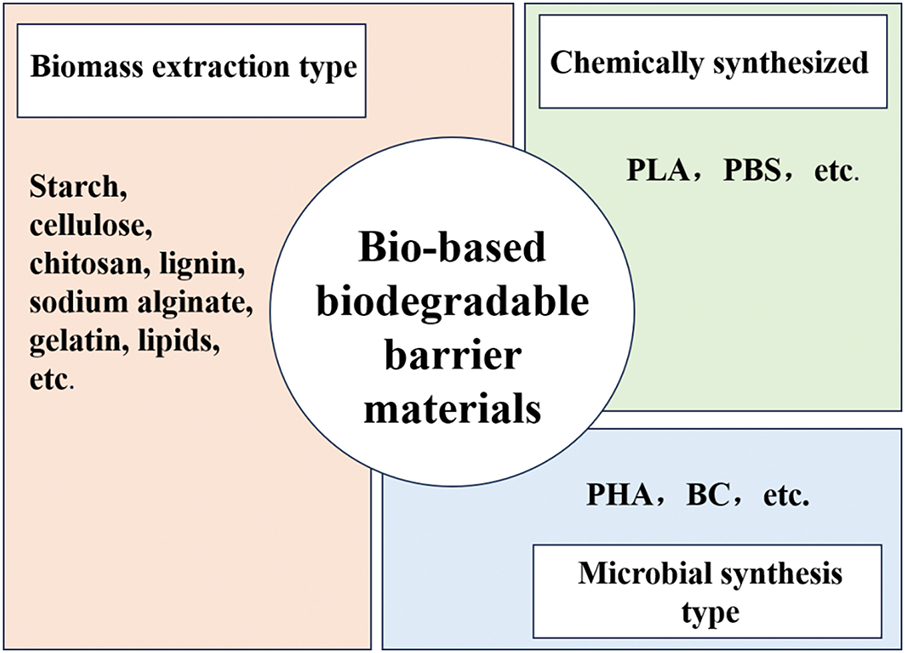
Figure 2: Classification of bio-based biodegradable barrier materials
3.1 Biomass Extraction Type Barrier Materials
Biomass extraction type biodegradable barrier materials are materials made from biodegradable natural polymers as the base material. Such degradable materials have abundant raw material sources, can be completely biodegraded, and the products are safe and non-toxic. The main natural polymer materials in nature include: polysaccharides (such as starch, cellulose, chitosan, sodium alginate and pectin, etc.), proteins (gelatin, whey protein, soy protein, corn protein and silk protein, etc.), lipids (wax, glyceryl acetate and emulsifiers, etc.) and special polymers (lignin, shellac and natural rubber, etc.).
3.1.1 Starch-Based Barrier Materials
Starch is a natural high-molecular polysaccharide formed by the polymerization of α-glucose units through glycosidic bonds. It is commonly stored in the form of granules in plants. The molecular chain of starch contains a large number of reactive hydroxyl functional groups. Coupled with its inherent good biocompatibility and film-forming ability, it is easy to regulate its properties through chemical modification or enzymatic treatment. Therefore, it has become a highly promising biodegradable natural high-molecular material [44,45]. Starch is widely available and can be sourced from commercial-scale production of such crops as corn, potatoes, and cassava. Its price is significantly lower than that of petroleum-based polymers [46]. For instance, the cost of cassava starch is only 0.99 €/L, while that of synthetic gelling agents is as high as 5.98 €/L. Moreover, the production cost of starch-based films is approximately 1.18 €/kg (including the costs of recycling/combustion treatment), while the cost of petroleum-based PE materials is 1.56–2.25 €/kg. By blending and modifying (such as combining with PBAT and PVA), the cost can be further reduced [47,48]. For instance, in PBAT/TPS (thermoplastic starch) composites, the starch content reaches 30%, resulting in a 20%–30% reduction in total cost [49].
Starch has two structures: amylose and amylopectin. The ratio of linear/branched starch is one of the key factors regulating the mechanical and barrier abilities of starch-based materials. Changes in this ratio can be used to purposefully adjust the rigidity and toughness of the material, as well as its barrier effect against gases and water vapor. A high content of amylose can enhance tensile strength and barrier properties. In the study of Zhao et al. [50], potato starch and wheat starch were respectively mixed with chitosan solution in a volume ratio of 1:1, and glycerol was used as the plasticizer to cast and form films. The research results reveal that there are significant differences in the properties among different starch-based composite films. The quality fraction of linear amylose in potato starch is 14%. The prepared composite film has the best tensile elongation and permeability. The tensile elongation can reach 55.65% (much lower than that of petroleum-based barrier materials), and the OP is slightly higher than that of PET at 3.47 cm3 mm/(m2 day atm). The branched amylose quality fraction in wheat starch is 27%. The prepared composite film has the best tensile strength and barrier performance. The tensile strength can reach 14.04 MPa (lower than 55 MPa of PET), and the OP is 0.13 cm3 mm/(m2 day atm), while WVP is comparable to PP at 1.03 g mm/(m2 day atm). The composite films are all hydrophilic materials, and the various film-forming substances have good compatibility with each other. Although the WVP of the starch film is comparable to that of traditional petroleum-based barrier materials, the tensile elongation and tensile strength of a single starch film are far lower than those of materials such as PP and PE.
To address the shortcomings of natural starch films, such as low tensile strength, low elongation at break, and poor water resistance, their properties can be improved through physical (gelatinization, blending) or chemical (polymerization, cross-linking) modification methods [51]. Research shows that after starch is blended with PVA, the mechanical strength (tensile strength up to 27.57 MPa) and waterproofing ability of the material can be markedly enhanced through cross-linking reaction, and the degradation rate of soil burial within 60 days exceeds 65% [52]. Furthermore, the team of Bajer [53] innovatively used potato starch (PS) as the matrix, constructed a molecular network through a dialdehyde starch (DS) crosslinking agent, and synergistically introduced natural phenolic compounds such as caffeic acid (CA)/quinic acid (QA). A new type of food packaging material with high barrier properties, mechanical reinforcement, and antioxidant synergistic effects has been successfully developed. Studies have shown that the aldehyde group of DS forms covalent cross-linking with the hydroxyl group of starch, effectively regulating the proportion of crystallization-amorphous regions of starch. By increasing the entanglement density of the molecular chain, the tensile strength is enhanced by 38%. The catechol structure in CA/QA endows the material with a significant DPPH radical scavenging ability (with a scavenging rate of 92% ± 3%), and its antioxidant efficacy is 5–7 times higher than that of unmodified starch. To evaluate the biodegradability of the barrier membrane, this study verified it by measuring the microbial biological oxygen demand (BOD) in the soil environment (results shown in Fig. 3). The data indicated that the biodegradation rates of all materials were closely related to their chemical compositions. The BOD values of all starch-based samples were significantly higher than those of the control group, confirming that they were more easily utilized by microorganisms. Notably, the biodegradation kinetics of the modified starch membrane exhibited typical two-stage characteristics: the initial degradation was rapid (most significant from the 12th day), and then the rate gradually slowed down.
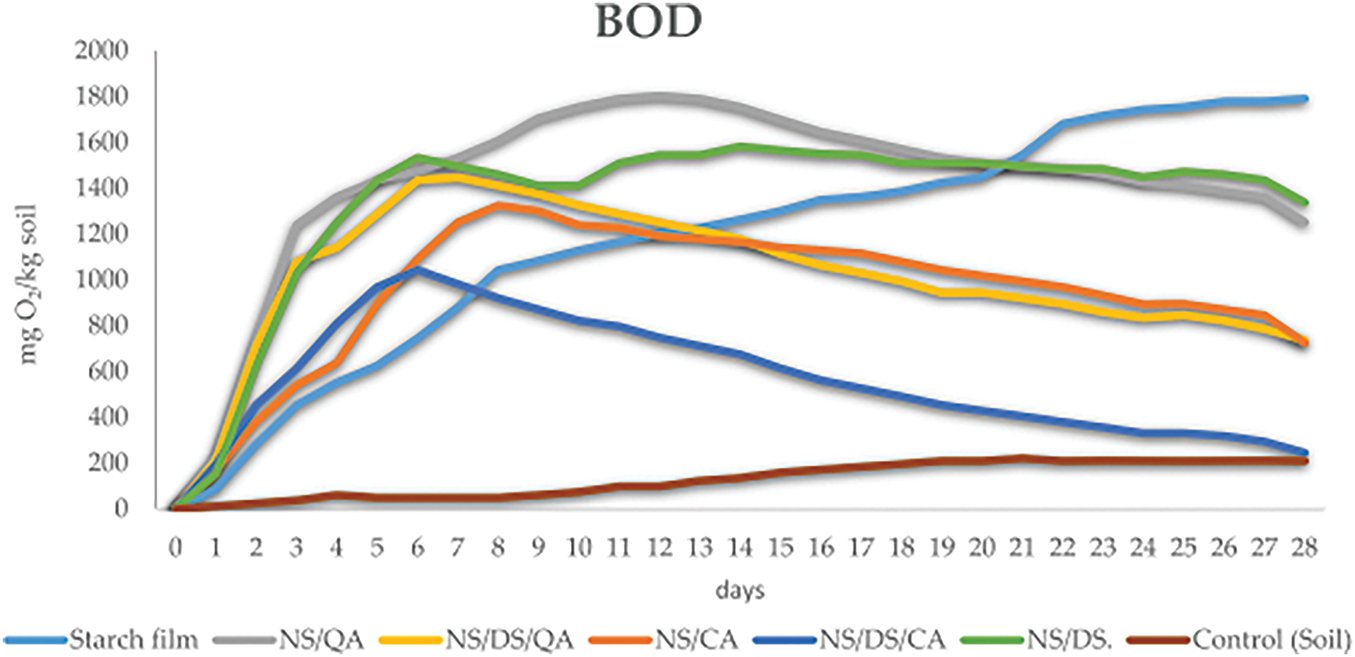
Figure 3: BOD data of the biodegradation process of starch films in the soil environment. Adapted with permission from Ref. [53]. Copyright © 2024, Elsevier
In the research on starch-based composites. Zhang et al. [54] used activated starch as the substrate and introduced a stable citrus essential oil pickering emulsion (PLCPE) based on pectin-nanocellulose to develop a composite membrane. Through experiments, it was verified that the PLCPE could be well compatible with the starch substrate, fill the intermolecular gaps, and enhance cross-linking through hydrogen bonds, significantly improving the mechanical properties of the pure starch membrane. As the amount of PLCPE increased (1%–10%), the film tensile strength gradually increased, reaching up to 2.5 times that of the pure starch membrane; the trend of the elongation at break was consistent with the tensile strength, also increasing with the increase in PLCPE addition amount. Only when the PLCPE addition amount reached 25%, due to the disruption of the starch matrix continuity caused by emulsion aggregation, did the tensile strength decrease. The research has found that when PLCPE forms new hydrogen bonds with starch, it hinders the hydrogen bond interaction between starch and water molecules. Moreover, due to the hydrophobicity of the nanocellulose in PLCPE and its uniform dispersion in the starch matrix, a dense network structure is formed. This not only enhances the hydrophobicity of the film surface (when the PLCPE addition amount increases, the film WCA shows a concentration-dependent increase, reaching up to 90.75°, while the water contact angle of the pure starch membrane is only 69.00°), but also significantly reduces the WVP and OP of the PLCPE-starch composite membrane. The composite membrane material is derived from natural plants, is biologically safe and degradable, providing a new solution for replacing petroleum-based plastics and reducing food waste. It can also be utilized for the development of edible films and medicinal capsules [55]. Ilyas et al. [56] used agricultural waste as the raw material and adopted the solid-state casting method to prepare biocomposite materials (with plasticized sugar palm starch (PSPS) of proportion from 0.1 wt.% to 1.0 wt.%). The focus was on investigating their thermal properties, water barrier properties, and soil biodegradability. The results showed that the constituents of high compatibility and strong intermolecular hydrogen bonds between PSPS and sugar palm nano-fibrillated celluloses (SP-NFCs), as the content of SP-NFCs increased, the thermal stability of the composite materials (such as TMax increasing from 305.14°C to 315.81°C) improved. The uniformly dispersed SP-NFCs formed tortuous permeation paths in the composite materials, and the hydrogen bond between SP-NFCs and PSPS reduced the number of hydroxyl groups in PSPS, thereby improving the water barrier properties of the composite materials (WVP decreasing from 9.58 × 10−10 to 1.21 × 10−10 g/smPa). Because the interface interaction between SP-NFCs and PSPS enhanced the structural stability of the material and slowed down the erosion rate of microorganisms on the substrate, the degradation of the composite materials was slower, but they could still be completely degraded. This material can be applied in short-term life cycle environmentally friendly products such as plastic packaging and food containers, providing a green alternative to petroleum-based materials.
There are also studies that, by compounding with nano-fillers, improve the inherent defects of starch, enhance its mechanical properties and barrier performance, and even the prepared composite films can be rapidly degraded in the soil. In the study of Dong et al. [57], MXene nanosheets were used to overcome the limitations of starch itself. Adding 10% MXene enables a significant leap in the performance of the starch film: the mechanical strength is greatly enhanced (with a modulus of 1923 MPa and a strength of 19 MPa), and at the same time, the barrier properties are excellent (water vapor barrier improves by 92.9%, oxygen barrier improves by 74%). This high-performance starch-based film is expected to replace traditional plastics and be applied in various high-end packaging scenarios. Fig. 4 shows that MXene nanosheets, as fillers, can significantly enhance the oxygen barrier and WVP of starch films compared with other fillers. In addition, these films retain their biodegradability and decompose in the soil after six weeks. These outstanding performances fully demonstrate its great potential in the field of sustainable applications, especially in the packaging industry. The excellent moisture and gas barrier properties are the key to achieving long-term product quality preservation. The successful introduction of montmorillonite nanosheets into the starch matrix marks an important progress in enhancing the functionality of biopolymers without sacrificing biodegradability, providing a feasible solution that combines high performance and environmental benefits to replace traditional non-degradable materials.
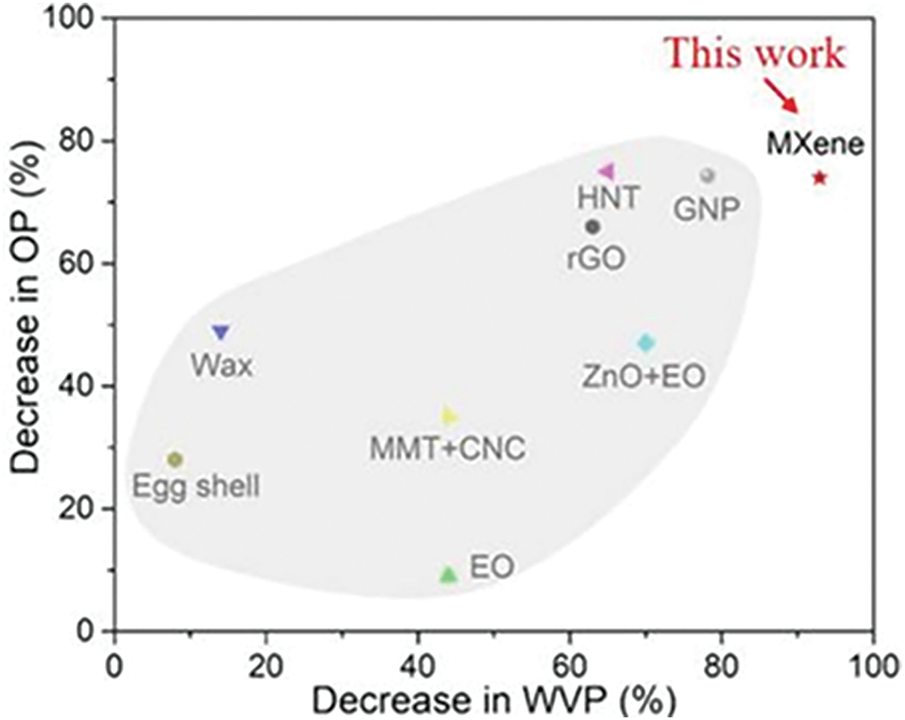
Figure 4: The relationship between the WVP and OP values of starch films and different fillers. Adapted with permission from Ref. [57]. Copyright © 2024, American Chemical Society
3.1.2 Cellulose-Based Barrier Materials
Cellulose is a natural polymer composed of D-glucose units linked by β-1,4-glycosidic bonds. It is the most abundant renewable polysaccharide resource in nature. Its derivatives have excellent physical and chemical properties, such as high strength, high modulus, good toughness, and gas barrier performance. Therefore, they have extensive applications in many fields [58]. Cellulose performs well in terms of oxygen barrier and biodegradability, but its strong hydrophilicity limits its application in food packaging. Cellulose nanofilaments (CNF) can be prepared through enzyme pretreatment combined with mechanical pretreatment and compounded with materials such as montmorillonite (MMT) to effectively improve their barrier performance [59]. For instance, Zeng et al. [60] successfully constructed a multi-scale enhanced composite film by introducing two-dimensional (2D) montmorillonite (MMT) nanosheets and one-dimensional (1D) cellulose nanocrystals (CNC) into a three-dimensional (3D) cellulose nanofiber (CNF) network structure. In this study, PVA was further used as the adhesive, and hydrophobic modification was carried out using diethylene ketone (AKD). Eventually, an M-CNF/CNC composite film with excellent barrier properties was prepared. Based on this, this research systematically explored the influence of laws of different dimensional and size ratios of nanocellulose combinations on the microscopic densification degree, mechanical properties, and barrier behavior of the film. Through the innovative design of the membrane structure, this material exhibits outstanding comprehensive performance: its tensile strength reaches as high as 209.37 MPa, and it possesses excellent flexibility, capable of withstanding 6849 repeated folds without breaking. In terms of barrier properties, the composite membrane shows an extremely low gas permeability, with the water vapor permeability being only 0.062 cm3 mm/(m2 day atm), and the oxygen permeability being as low as 0.193 g mm/(m2 day atm). These characteristics indicate that this material has significant application value in the high-end packaging field. In addition, the composite membrane has excellent water and oil resistance and remains impermeable throughout the 10-h soaking process. Based on this, researchers believe that modifying nanocellulose with AKD reduces the solubility of water vapor on the surface. Meanwhile, the structure within the nanocellulose membrane extends the diffusion path of water vapor molecules, both of which enhance the water vapor barrier performance of the film. Fig. 5 shows a schematic diagram of the M-CNF/CNC membrane structure and the added diffusion path within the nanocellulose membrane. In another study, Meng et al. [61] compounded cellulose nanofibers (TOCNFs) with natural rubber latex (NRL) to prepare a composite membrane. The WVP and OP of this membrane were as low as 6.07 × 10−13 g/(m2 s Pa) and 3.11 × 10−15 cm3 cm/(cm2 s Pa), respectively. This composite membrane exhibits excellent water resistance. Its wet tensile strength can reach 15.87 MPa, which is equivalent to 71.69% of its dry strength. Meanwhile, the high ductility of NRL significantly enhances the toughness of the composite membrane. Its elongation at break is approximately three times that of other nanocellulose-based membranes, demonstrating excellent fracture resistance.
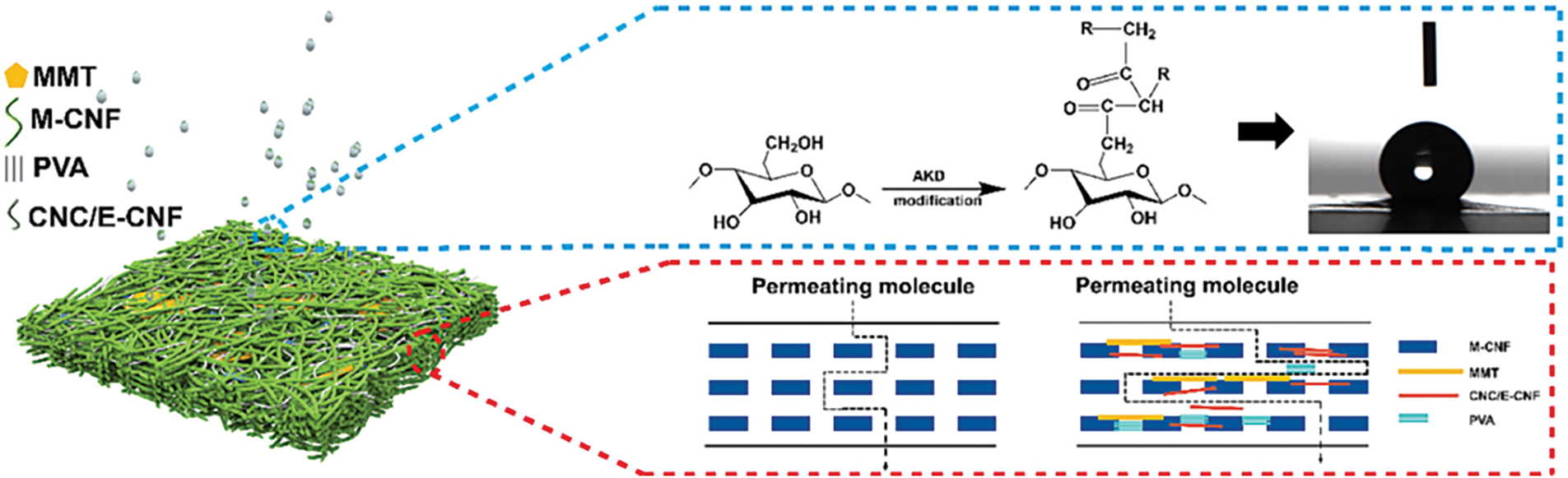
Figure 5: Schematic diagram of the M-CNF/CNC membrane structure and the added diffusion paths within the nanocellulose membrane. Adapted with permission from Ref. [60]. Copyright © 2024, Elsevier
Some studies have also revealed the influence mechanism of plasticizer types on the performance of cellulose-based films, laying the foundation for the development of controllable degradable packaging materials [62]. For example, the Paudel et al. team [63] adopted the Box-Behnken experimental design to optimize the preparation process of microcrystalline cellulose films and systematically compared the action mechanisms of glycerol and sorbitol plasticizers. Experiments show that the glycerol system has a water vapor transmission rate 1.8 times higher than that of the sorbitol system due to its strong hydrophilicity. However, both exhibit excellent biodegradability (degradation rate >80% within 30 days) in soil degradation experiments. Fig. 6 elaborately demonstrates the influence of introducing different contents of glycerol and sorbitol on the water absorption rate, elongation at break, and tensile strength of cellulose films. Furthermore, combining with other biodegradable materials (such as PLA and starch) can significantly enhance the mechanical properties of the cellulose membrane [64]. For instance, cellulose nanofilaments can increase the creep resistance of starch films by 15%–20%, while the strength of starch films reinforced by 7% cellulose nanocrystals is close to that of polyolefins [65,66].
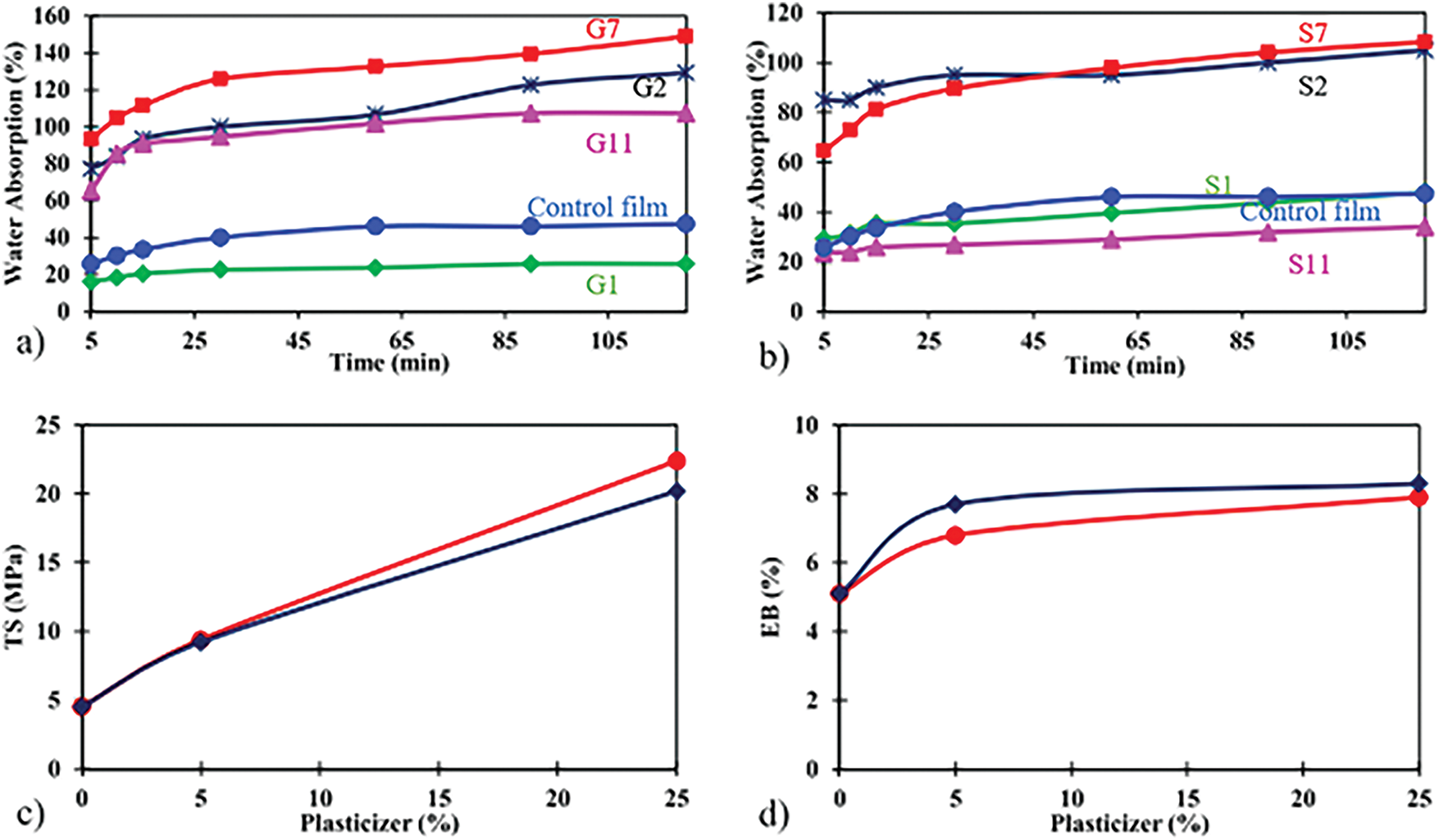
Figure 6: Effects of glycerol and sorbitol on the water absorption rate of the film (a, b) and the tensile strength (c) and elongation at break (d) of the film. Adapted with permission from Ref. [63]. Copyright © 2023, Elsevier
To address the issues of high-water absorption and poor barrier performance of cellulose nanofibers (CNF) in packaging applications under humid conditions. A research team drew inspiration from the cell walls of plants in nature and utilized the catalytic oxidation effect of laccase to polymerize lignin in the aqueous dispersion of carbon nanofibers, thereby preparing a carbon nanofiber/polymerized lignin coating that is entirely composed of bio-composites. When using isopropanol as the lignin component with a loading of 15 wt.% and an enzymatic polymerization time of 6 h, the coating performance was the best—the film water contact angle reached approximately 120°, and the Water Vapor Transmission Rate (WVTR) of the coated cardboard decreased by 54%, the oxygen transmission rate (OTR) decreased by 52 times, and the lipid barrier performance reached KIT level 12. Adding carboxymethyl cellulose (CMC) can improve the coating’s rheological properties and uniformity [67]. Compared to traditional petroleum-based plastic coatings (such as polyethylene PE) and other biobased coatings (such as chitosan, starch-based), the advantages are: 1. The fully biobased components (CNF, lignin, CMC) are biodegradable, avoiding the environmental accumulation problem of petroleum-based plastics; 2. Excellent barrier properties against water vapor, oxygen, and lipids (WVTR decreased by 54%, OTR decreased by 52 times, KIT = 12), while chitosan coatings typically only reduce WVTR by 30%–40%, and starch-based coatings are prone to absorbing moisture, resulting in unstable barriers; 3. Strong affinity with paper/cardboard substrates, and does not affect the original mechanical properties of the substrate. Although the fully biobased CNF/polymerized lignin has many advantages, its hydrophobicity still has room for improvement, and the long-term barrier stability under high humidity has not been clearly defined. At the same time, since the preparation of CNF requires high-pressure homogenization, the cost is high, and the difficulty of large-scale production is relatively high.
To address the problem of traditional agricultural film pollution, Chen’s et al. team [68] combined regenerated cellulose/boron nitrogen nanosheets (BNNS) through multi-scale structural design, and processed them into regenerated cellulose/BNNS aerogel films (RCB aerogel films) through dissolution, regeneration, and freeze-drying. Fig. 7 is a detailed flowchart for the preparation of RCB films. Using waste straw as raw material, a three-dimensional interpenetrating network was constructed through dissolution-regeneration-freeze-drying. Among them, BNNS and cellulose formed a dense interface through hydrogen bonds (with a binding energy of −28.6 kJ/mol), increasing the tensile stress to 27.46 MPa, which was 16.85 times stronger than that of pure cellulose aerogel. In terms of thermal management performance, RCB aerogel shows a high thermal conductivity of 4.023 W/(m K). In the simulated sunlight experiment, it can reduce the temperature inside the film by 6°C compared with the traditional ground film, which is due to the rapid heat conduction channels established by BNNS. The degradation experiment showed that it was completely mineralized within 25 days, while the weight loss rate of polyethylene mulching film during the same period was less than 5%, demonstrating significant environmental protection advantages [69].
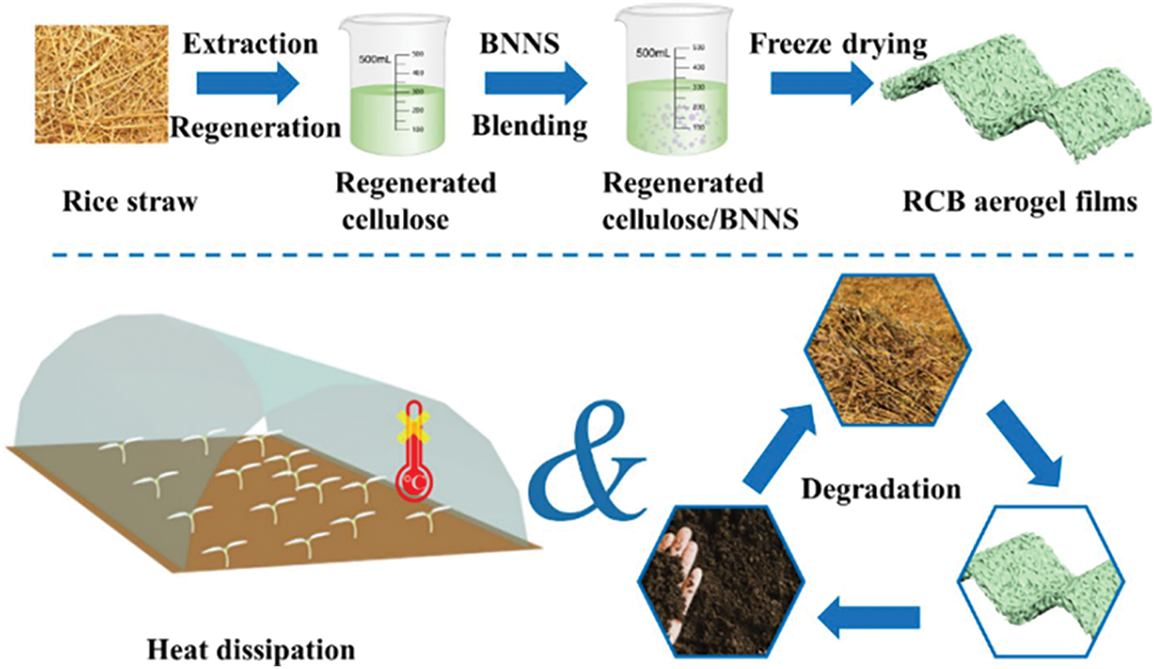
Figure 7: Schematic diagram of the preparation process of biodegradable cellulose-based aerogel heat dissipation film for agriculture. Adapted with permission from Ref. [68]. Copyright © 2024, Springer Nature
Chitosan (CS) is a kind of polysaccharide made from the shells of shrimps and crabs, etc. It has a large stock among many bio-based materials and is a non-toxic and inexpensive polysaccharide. It has the advantages of good biodegradability, biocompatibility, and antibacterial properties, and is a material of great concern to many researchers. Among them, CS-based films are one of the research directions. Besides the above advantages, they also have excellent mechanical properties [70]. However, as a biodegradable barrier material, CS still has several inherent drawbacks. For instance, the hydroxyl structures present in the molecular chains of CS result in relatively low hydrophobicity. Therefore, its barrier properties, mechanical strength and antibacterial activity can be enhanced through chemical modification (mainly including carboxymethylation, graft copolymerization and cross-linking, etc.) or in combination with other bio-based materials (cellulose, starch, chitin), plant/animal proteins (corn alcohol-soluble protein, whey protein, gelatin), beeswax and minerals (montmorillonite and graphene), etc.
Liu et al. [71] conducted research on CS and beeswax in improving the gas-blocking ability of paper-based materials, and explored the effects of the addition amount of beeswax and its compounding method with chitosan (blending and stratification) on the barrier abilities of paper-based materials and the thermal stability of the coating. The results show that the WVP of the coated paper decreases with the increase in the amount of beeswax. When the addition amount of beeswax is 15%, under the condition of 50% RH, the WVP of the layered coated paper and the blended coated paper decreases to 21.87 and 24.13 g mm/(m2 d atm), respectively. Compared with the pure chitosan-coated paper, it was reduced by 80.3% and 78.2%, respectively. There was no significant difference in water vapor transmission between layer-coated paper and blended coated paper. Under 75% RH conditions, the WVP of layer-coated paper (163.69 g/(m2 d atm)) and blended coated paper (242.24 g/(m2 d atm)) decreased by 79.4% and 69.5%, respectively, compared with pure chitosan coated paper, while compared with blended coated paper, the WVP of layer-coated paper decreased by 32%. The oxygen transmission rates of blended coated paper and layered coated paper increased with the increase of beeswax addition. When the beeswax addition rate was 15%, the oxygen transmission rates of layered coated paper and blended coated paper were still as low as 70.19 and 101.75 cm3/(m2 d atm), respectively. The final results revealed that the chitosan/beeswax composite method also had a significant impact on the gas barrier performance of paper-based materials.
Lignin is the second most abundant natural polymer material in nature. Globally, over 50 million tons of industrial lignin are produced annually through papermaking and bioethanol processes. However, due to the complexity of the structure of lignin itself and the insolubility of most lignin, approximately 98% of lignin is used as fuel each year, and only about 2% of lignin is effectively utilized [72,73]. Lignin is a renewable resource rich in repeating benzene ring structural units and has advantages such as biodegradability, biocompatibility, and excellent processability. Moreover, lignin has unique properties such as hydrophobicity, flame retardancy, UV blocking, and antioxidant properties, and can be developed as a functional component of barrier materials [74].
The reticular dense structure of lignin molecules and their filling effect on fiber pores endow them with better performance in inhibiting oxygen permeation. Meanwhile, as most lignin itself has a relatively high hydrophobic property, the structure of the composite material is less likely to be damaged by water vapor and swell under high humidity conditions, which is more conducive to maintaining a high oxygen barrier performance. Therefore, lignin has significant research value in the development of oxygen barrier materials. For instance, some researchers blended silicified lignin (SAL, the silaneation process is shown in Fig. 8) with PBAT to prepare SAL/PBAT composite membranes with better performance. Compared with the pure PBAT membrane, the mechanical and barrier properties of the SAL/PBAT composite membrane have been significantly improved. The tensile strength increased by 31.0%, but the elongation at break decreased by 37.4%. At the same time, its barrier properties were significantly enhanced, with the oxygen permeability and water vapor permeability reducing by 39.4% and 42.4%, respectively. These results indicate that the synergistic enhancement effect between the modified lignin (SAL) and the PBAT matrix has effectively optimized the comprehensive performance of the composite material. The modified membrane can extend the application of starch-based materials in various industries by creating a more effective barrier. Moreover, due to the hydrogen bonds between lignin molecules causing aggregation, nano-crystallization will increase its specific surface area and improve its compatibility with the polymer matrix. In addition, lignin is transformed into nanoparticles through chemical pathways. Nanoscale lignin materials have many advantages, such as mono-dispersion and high specific surface area, and have been used as barrier enhancers on cardboard and paper packaging [75]. In addition, there are also research reports on the preparation of nano-lignin particle/sodium alginate composite films by the casting method. The addition of nano-lignin particles endows the composite film with excellent ultraviolet and gas barrier properties, which can be used for the preservation of agricultural products such as fruits and vegetables. With the increase of the extent of nano-lignin particles in the composite film, its thermal stability and ultraviolet absorbance improve, while the equilibrium moisture content and water vapor transmission rate decrease significantly. After 24 h, its water vapor transmission rate is only 1/3 of that of the control group.
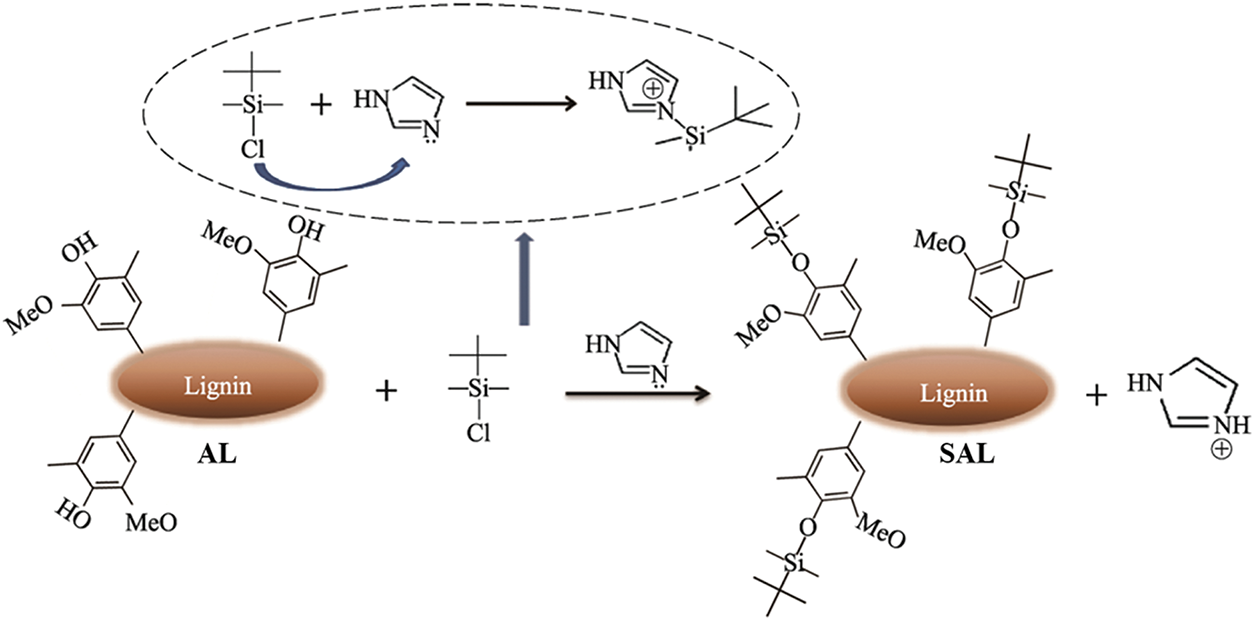
Figure 8: Schematic diagram of lignin silanization modification
Sodium alginate (SA) is a common linear polysaccharide substance. Alginates have many advantages, such as strong film-forming ability, non-toxicity, biodegradability, and biocompatibility, making alginates one of the most promising and deeply studied bio-based materials. Furthermore, its structure contains a large number of hydroxyl and carboxyl groups, which enable it to easily mix with various substances in water, thereby preparing composite films. However, sodium alginate films have defects such as poor mechanical properties, strong brittleness, and low barrier performance, which limit their application in food packaging [76]. To improve the barrier property of sodium alginate membranes, researchers have attempted to enhance the barrier performance of the membranes by combining them with substances such as cellulose, PVA, or nanoparticles.
Sodium alginate, due to its excellent antibacterial and antioxidant properties, has been used in the design of functional paper-based packaging materials. It can be prepared by coating paper with a mixture of sodium alginate and carboxymethyl cellulose. Depending on the combination of coating materials, the water barrier performance is significantly enhanced. Jing et al. [77] successfully prepared a composite coating using SA aqueous solution, collagen fibers (CF), and polyvinyl alcohol butyraldehyde (PVB) as raw materials. Firstly, CF was mixed with different mass fractions of SA solution, and after thorough stirring to achieve uniformity, it was applied onto the surface of the paper substrate that had been pre-treated with CaCl2 to induce ionic cross-linking reaction. Subsequently, PVB solution was applied onto this substrate again to form a composite barrier coating. Fig. 9 shows the specific process of preparing the CF/SA/PVB-coated paper. This composite coated paper has excellent interface properties, with the water and oil contact angles reaching 51° and 48°, respectively. During the testing process, the material shows significant contact angle stability with a low attenuation rate. Performance analysis indicates that the hydrophobic/hydrophilic property of the coated paper is positively correlated with the SA addition amount, and reaches saturation at a concentration of 2.8%, at which point the optimal comprehensive barrier performance can be achieved. In addition, after coating with sodium alginate and collagen fibers, the WVP significantly decreased (725 g/(m2 day atm)), while that of uncoated paper was 975 g/(m2 day atm), and after adding PVB coating, the WVP further reduced to approximately 48 g/(m2 day atm).
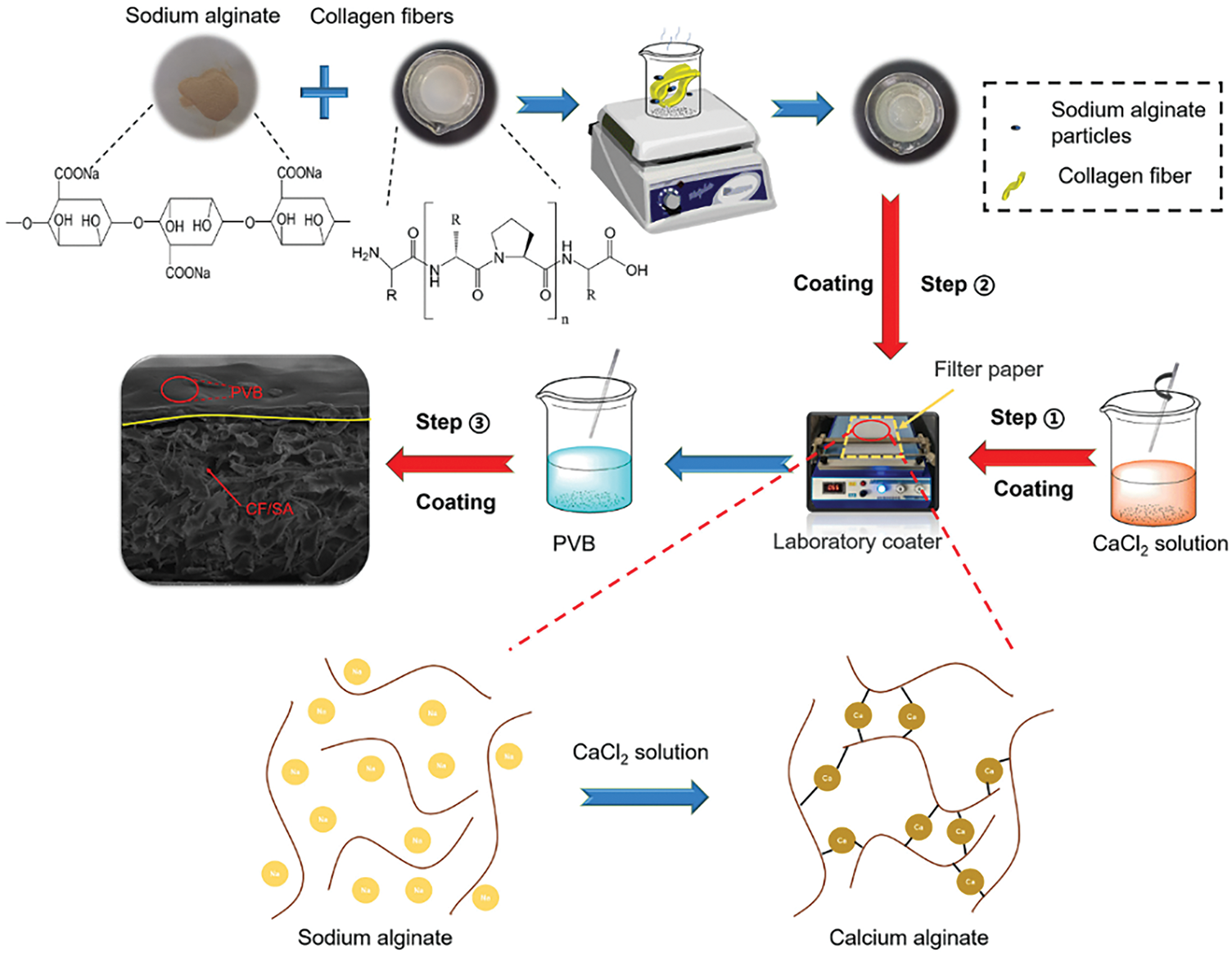
Figure 9: The preparation flowchart of the CF/SA/PVB composite material. Adapted with permission from Ref. [77]. Copyright © 2021, Elsevier
3.1.6 Gelatin Barrier Material
Gelatin is a partial degradation product of collagen in animal connective tissue. It is mainly composed of amino acids such as glycine, proline, and hydroxyproline, and also contains aromatic amino acids, which can endow gelatin materials with certain ultraviolet shielding ability. Gelatin, with properties such as water solubility, foaming, and emulsification, is a highly popular natural polymer material. It is widely applied in such fields as medicine, food, and packaging [78]. In the field of food packaging, gelatin has become a research hotspot due to its excellent film-forming property, gas barrier property, and biodegradability. However, the water resistance performance property of pure gelatin film deteriorates with the increase in humidity. But by compounding with chitosan, its synergistic effect can reduce the WVP by 30% while maintaining a tensile strength of approximately 25 MPa [79]. Liu et al. [80] addressed the performance limitations of gelatin films and innovatively introduced three natural bioactive materials (red yeast rice pigment (MR), algal blue protein (PH), and safflower yellow (SY)) that possess coloring, antioxidant, and antibacterial properties. These materials were combined with gelatin/chitosan to prepare functional films. The experiment revealed that there were hydrogen bonds and electrostatic interactions between the three bioactive materials and gelatin/chitosan, forming a dense structure. The introduction of all three active materials effectively enhanced the tensile strength of the composite films. Additionally, the composite film exhibited a reduced transmittance of 300–800 nm, significantly increased opacity, effectively blocked ultraviolet rays, prevented food oxidation and spoilage, and due to the formation of a dense structure, significantly reduced the oxygen permeability to a minimum of 9.14 × 10−14 cm3 cm/(cm2 s Pa).
Moreover, Hosseini et al. [81] prepared fish gelatin (FG)/PLA multilayer film structures by the solvent casting method, aiming to prepare biofilms with low oxygen permeability. Scanning electron microscope images show that the outer PLA layer and the inner FG layer are closely combined to form a continuous film. Fig. 10a shows the OP of a single film and its multilayer structure. It is found that the OP value (5.02 cm3/ (m2 day atm)) of the prepared multilayer film was more than 8 times lower than that of the PLA. Fig. 10b shows the WVP of a single film and its multilayer structure. It can be obtained from the figure that the WVP (0.125 g mm/(m2 kPa h)) of the multilayer film is also 11 times lower than that of the FG. The composite with PLA greatly enhanced the water resistance of the pure bright rubber film. The tensile strength of the three-layer film (25 ± 2.13 MPa) is higher than that of the fiberglass composite film (7.48 ± 1.70 MPa). Meanwhile, the obtained film maintains high optical transparency.
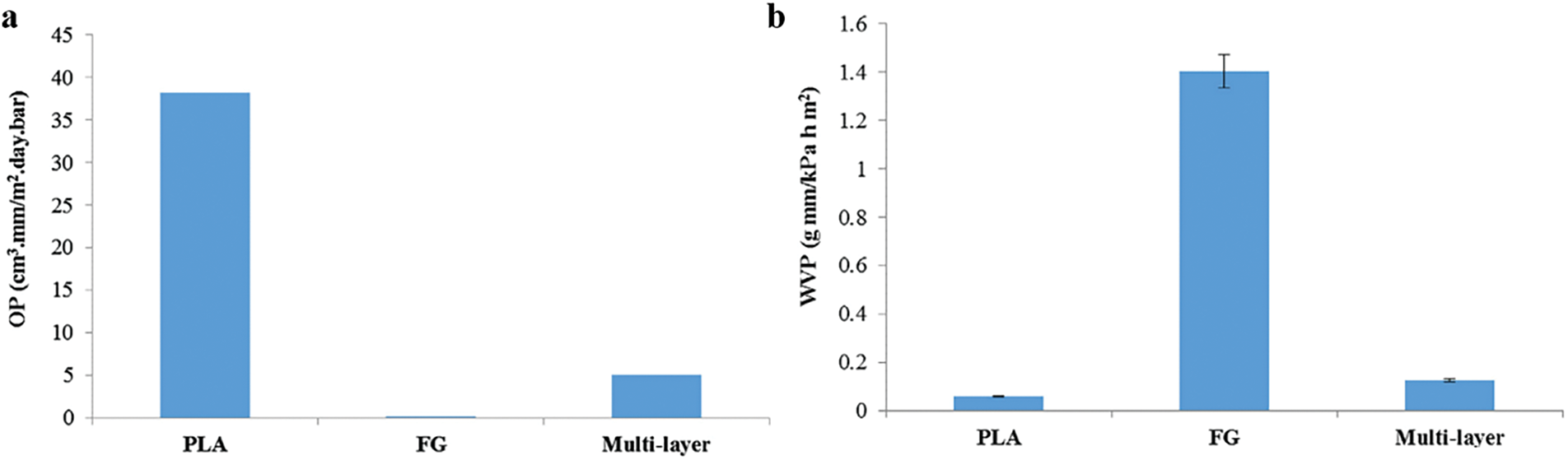
Figure 10: (a) (OP) of a single membrane and its multilayer structure; (b) WVP of a single membrane and its multilayer structure. Adapted with permission from Ref. [81]. Copyright © 2016, Elsevier
Although gelatin films have made progress in chemical and mechanical property research as well as in the exploration of food packaging applications, the core challenge is their poor water vapor barrier performance. The existing improvement strategies include: adding fatty acids, preparing composite blends with inorganic/organic additives, using emulsion systems, adjusting the content of plasticizers, and laminating with other polymer films. To achieve the substitution of traditional plastics by gelatin and other biological polymer films, the problem of insufficient water vapor barrier performance still needs to be solved [78].
Lipids are natural oils derived from the bodies of animals and plants. Generally speaking, lipids are classified into three main categories: simple, derived, and complex lipids. Lipid materials are regarded as promising alternatives to petroleum-based barrier materials due to their characteristics, such as sustainability, biodegradability, and environmental friendliness. Natural oils and fats from animals or plants (fatty acids, monoglycerides, diglycerides, triglycerides), etc., have a key impact on barrier performance due to the differences in lipid chain length, saturation, and crystal arrangement (such as orthorhombic crystal system). Long-chain saturated lipids can further reduce water vapor permeability due to their closely stacked molecules [82,83]. Oils such as paraffin and beeswax, due to their inherent low polarity, are considered to be able to effectively and efficiently block the transfer of moisture. Lipid materials have good water-blocking performance. As the concentration of the hydrophobic (lipid) phase in the material increases, its water vapor permeability decreases. However, its low mechanical strength severely limits its application. It can be used as a coating to be compounded with other materials to improve the functionality of the membrane [84]. For instance, Rastogi and Samyn [85] developed a bio-based hydrophobic coating for packaging paper by combining the deposition of polyhydroxybutyrate (PHB) particles with nano-fiberized NFC and plant wax. Firstly, polyhydroxybutyrate micro-particles (PHB-MP) and submicron-particles (PHB-SP) were synthesized through a synthesis process, and they were coated onto filter paper to be used as coating materials. Then, comparative experiments were conducted through two methods: simple dip coating and sizing with plant wax solution. The inherent hydrophobicity of PHB-MP coated paper increases, and the static contact Angle is 105°–122°. The thickened coating on the PHB-MP-coated paper significantly improved the contact angle (increasing from 129° to 144°), indicating that it has the potential for hydrophobic modification. In the PHB-SP/NFC coated paper, the contact angle of the wax coating increased from 112° to 152°, showing a positive correlation with the NFC content (0–7 wt.%). Subsequently, the researchers conducted further analysis and discovered that the crystallinity of PHB-SP was higher than that of PHB-MP. This was due to the chemical interaction between the PHB-MP particles and the paper fibers. This reaction was identified as an esterification reaction, and the morphology of the NFC fiber network also played a crucial adhesive role. The PHB-SP with a higher crystallinity is retained on the surface of the paper, thus helping to improve hydrophobicity.
In recent years, bio-based materials from organic sources have made remarkable progress in the preparation of biodegradable barrier materials. Combinations of different types of proteins, polysaccharides, and lipids have been widely used in the preparation of binary and ternary membranes as well as coatings. Butt et al. [86] incorporated different concentrations (0.5%, 1.0%, and 1.5%) of Carnauba wax into sodium alginate and whey protein-based composite films to further enhance their water-blocking performance and mechanical strength. The addition of Carnauba wax can improve the moisture-proof performance and water solubility of the film. At a wax concentration of 1.5%, the water vapor pressure (3.12 ± 0.31 g mm/(m2 kPa h)) and water vapor saturation (26.76 ± 1.01%) of the film are the lowest. In another report, Chevalier et al. [87] prepared protein/lipid composite films by twin-screw extrusion, which combines the lipid’s water/vapor barrier property with the excellent oxygen barrier property of proteins. In this experiment, researchers added the organic acid potassium sorbate (KS) to the prepared protein/lipid composite films. The study showed that even at low concentrations, the presence of KS significantly inhibited Escherichia coli. Additionally, when 10% of KS was added, the mechanical abilities and water resistance of the composite films were significantly improved. For water vapor permeability, among the waxes introduced into sheet materials, only beeswax can effectively reduce WVP (20%).
3.2 Chemically Synthesized Barrier Materials
Chemically synthesized biodegradable barrier materials refer to biodegradable materials synthesized and manufactured by chemical methods. Most of these polymer materials are aliphatic (co-) polyesters with ester group structures introduced into their molecular structures. In nature, ester groups are easily decomposed by microorganisms or enzymes. At present, it has been confirmed that biodegradable barrier materials that can be completely synthesized chemically from bio-based raw materials include PLA and polybutylene succinate (PBS).
PLA is a biodegradable material prepared by the polymerization of lactic acid monomers and derived from renewable resources. Its degradation products are CO2 and H2O, making it an alternative to many traditional petroleum-based barrier materials. PLA has excellent properties, such as outstanding mechanical strength, high modulus, biodegradability, and biocompatibility. Meanwhile, PLA is a semi-crystalline material. Its crystallinity determines the barrier performance of the film. When the crystallinity is low, the barrier performance is poor. The key point restricting the further development of PLA is the barrier performance. Its OP is approximately 480 cm3/(m2 day atm), and the WVP is 130 g/(m2 day atm). None of them meets the requirements of a high barrier. The performance can be improved by compounding with other materials. For instance, the blending modification of PLA with other barrier materials (such as PBAT, PHB, etc.) is an important method to enhance the barrier performance. The PLA/PBAT composite film significantly improves the water vapor barrier property through hydrophobic coating and surface modification. The blending of PLA with PHB with a higher crystallinity significantly improved the oxygen barrier performance [88].
To address the inherent brittleness (elongation at break <5%) of PLA and the insufficient gas barrier performance. Some researchers synthesized poly (butylene glycol diacid-synthetic-pyran maleic acid) (PBDF), which possesses excellent flexibility (elongation at break 450%–780%) and high gas barrier properties. They melted this material with PLA and introduced a multifunctional epoxy compatibilizer to enhance compatibility. PBDF exists as a dispersed phase in the PLA matrix and acts as a “stress concentration point”, inducing shear yield in the PLA matrix and absorbing a large amount of energy, thereby alleviating brittle fracture. Data show that the elongation at break of PLA/PBDF20 increased from 4.3% of pure PLA to 176.7%, an increase of over 40 times. Moreover, the PBDF molecular structure contains a furan ring, and its asymmetric geometric structure and the high dipole moment of the furan epoxy atoms can hinder the penetration paths of gas molecules (O2, CO2, H2O); at the same time, PBDF is uniformly dispersed in the PLA matrix (especially after adding ADR), forming a “physical barrier”, further reducing the gas permeability [89]. Compared with existing toughening schemes (such as PBAT blending), it has the following advantages: 1. The incorporation of PBAT can enhance the toughness of PLA; 2. PBDF itself has both high flexibility (elongation at break 450%–780%) and excellent gas barrier properties (CO2/O2 barrier ratio is 6.0–107.9/7.4–77.3 times that of PBAT), and the O2/CO2/H2O permeability of PLA/PBDF20 after blending with PBDF is reduced by 21.3%, 50.8%, and 46.3% respectively compared to pure PLA; 3. Although the existing schemes with PBAT blending can toughen, PBAT is non-biodegradable; while PBDF is a biodegradable polyester, PLA/PBDF20 loses weight by 19.0% after 5 weeks of composting (pure PLA only 2.7%), and is completely biodegradable 4. The process of mixing PBDF and PLA by means of melt blending (at a temperature of 185°C for 6 min) is simple and more suitable for industrial production.
To address the issues of poor flexibility and poor gas proofness of PLA as a biobased degradable material. Qiu et al. [90] used nano-polyhedral oligomeric silsesquioxane (POSS(epoxy)8) as a plasticizer. The PLA/PBAT biodegradable composite film was prepared by the melt method, and its properties were measured. POSS(epoxy)8 reacted with the interfacial phase of PLA/PBAT through the ring-opening reaction of epoxy rings and formed a chemical bond. Moreover, the introduction of POSS(epoxy)8 enhanced the interfacial bonding strength between PLA and PBAT matrices. This is because POSS is uniformly dispersed in the matrix and interacts with the interface. It plays a role in plasticizing the composite film, thereby improving the tensile strength and toughness of the composite film. When the content of POSS(epoxy)8 is 1 wt.%, the tensile strength, tear strength, and longitudinal tensile elongation of the composite film are the best, and the difference between the transverse and longitudinal values is the smallest. Moreover, after adding POSS(epoxy)8, the WVP of the composite film was significantly improved (the WVP of POSS-5 wt.% increased by 45% and 71% respectively, compared with POSS-0 wt.% and POSS-1 wt.%). Fig. 11 simulates the process of gas molecules passing through the composite membrane. Furthermore, researchers have optimized the properties of polylactic acid-based films by adding poly-fructose, chain extenders (ADR4468), and synthetic biobased plasticizer octyl isosorbide dioctate (SDO). The addition of SDO significantly improved the toughness of the film. At 15 wt.% SDO, it reached the balance point for mechanical properties (elongation at break of 79.7%, tensile strength of 30.6 MPa). At 20 wt.% SDO, although the toughness was higher, the strength loss was too significant. Moreover, it was found that 20 wt.% SDO reduced the water vapor permeability (WVP) by 12.7% (to 2.95 × 10−14 kg m/(m2·s·Pa)) and the oxygen permeability (OP) by 20.6% (to 1.95 × 10−3 cm3·m/(m2·d·Pa)). The reason is that the long-chain alkyl group of SDO can isolate the PLA molecular chains and improve the film density, thereby reducing WVP and OP. This research fills the research gap of PLA mixed with Pullulan, expanding the application scenarios of biobased plasticizers [91].
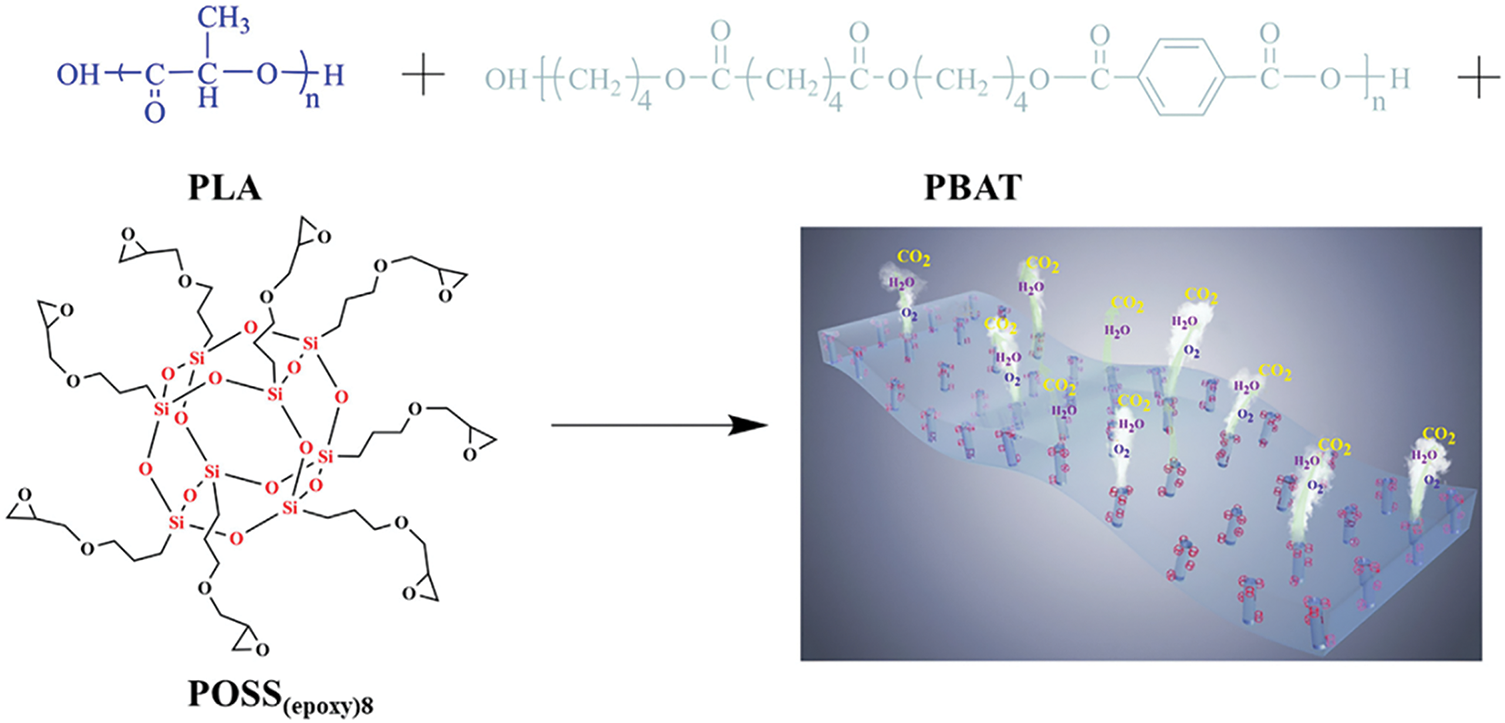
Figure 11: Flowchart of gas molecule penetration through the composite film. Adapted with permission from Ref. [90]. Copyright © 2020, Elsevier
Moreover, Priyadarsini et al. [92] prepared guar gel /PLA/PBAT composite films through a two-step extrusion process. The research results show that after adding guar gum to the composite film, the tensile strength can be increased to 153.06% while retaining its biodegradability. The developed composite film exhibited good hydrophobicity, with a contact angle of 89.55°. When the PLA content increased, the water vapor permeability also decreased by 26.49 g/mm. Moreover, this composite film also exhibits higher thermal stability at temperatures as high as 200°C. Kulkarni and Narayan [93] prepared composite films of PLA and modified thermoplastic starch (MTPS, the preparation process is shown in Fig. 12) by using a twin-screw extruder. It was determined by the acetone-soluble extract method that 80% of the glycerol had been grafted onto the starch during the preparation of MTPS. When the content of MTPS is 5%, the crystallinity of PLA is significantly enhanced, reaching 28.6% (from 7.7%), and the total crystallinity of the blend after annealing treatment even reaches 50.6%. From the SEM results, it can be seen that there is good interfacial adhesion and wettability between MTPS and PLA. When 5% and 1% of MTPS were added respectively to PLA, the OP of the composite films decreased by 33% and 27%, respectively. The researchers believed that this was caused by the increase in the crystallinity of PLA. The highly crystalline regions in the PLA structure form impermeable areas, which create tortuous paths for the diffusion of the permeating substances, thereby reducing the permeability. Furthermore, the high oxygen-blocking ability of starch also helps to reduce the oxygen permeability of the composite membrane. The addition of MA may react with water to form acidic groups. This can promote the chain breakage of PLA, thereby accelerating its biodegradation rate. Further biodegradation tests in a composting environment are needed to verify this assumption.
Figure 12: It shows the process of preparing thermoplastic starch with maleic anhydride by reaction extrusion. Adapted with permission from Ref. [93]. Copyright © 2021, Elsevier
3.2.2 Polybutylene Succinate (PBS)
PBS is a kind of aliphatic polyester biodegradable material, which can be synthesized through polycondensation reaction from petroleum-based Succinic Acid and butylene glycol (1, 4-butanediol). Fully bio-based PBS can also be prepared from furfural produced from inedible agricultural cellulose waste [94]. PBS has good processing conditions and mechanical properties. Compared with PLA, it also shows similar barrier properties, but its gas barrier property is poor. Its performance can be optimized through copolymerization or blending [95].
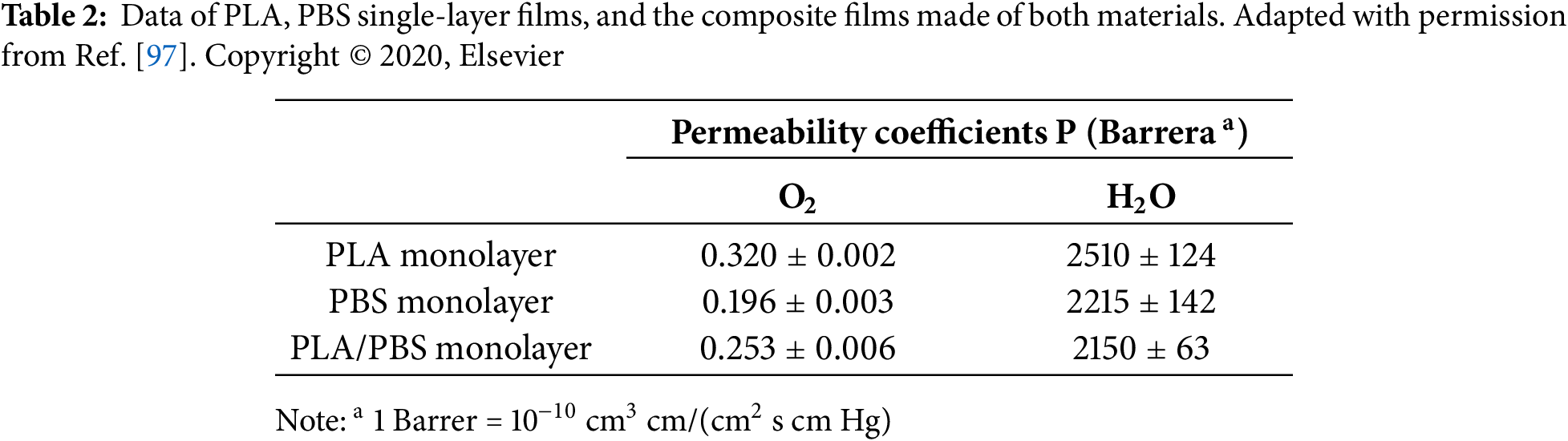
When PBS and Polyglycolic acid (PGA) are blended to prepare a composite film, their compatibility is poor, and the melting points differ significantly. To address this issue, the team of Ma [96] synthesized a bio-based compatibilizer, epoxidized soybean oil branched cardanol ether (ESOn-ECD), through a two-step reaction method. ESOn-ECD can undergo in-situ branching and chain extension reactions with the carboxyl/hydroxyl groups at the ends of PBS and PGA, significantly improving the compatibility, mechanical properties, and barrier properties of the two materials. After adding 0.7 phr ESO3-ECD, the mechanical properties of the blend significantly improved, with the tensile strength increasing from 15.3 to 19.4 MPa, and the elongation at break increasing from 244.5% to 449.0%. After adding the compatibilizer, the crystallinity of the composite film decreased, and ESO3-ECD made PGA more uniformly dispersed, forming a dense barrier structure that hindered the diffusion of water molecules. The WVTR of the film without the compatibilizer was 287.6 g/(m2 day), and the WVP was 2.74 × 10−14 g cm/(cm2 s Pa). After adding 0.7 phr ESO3-ECD, the WVTR decreased to 202.3 g/(m2 day), and the WVP decreased to 1.97 × 10−14 g cm/(cm2 s Pa). Messin et al. [97] successfully prepared polyester multilayer films with alternating layers of PLA and PBS exceeding 2000 layers on a multi-component device through nano-layer co-extrusion technology. The research structure shows that the multi-layer PLA/PBS film does not stratify when the two materials are immiscible compared with pure PLA and PBS, and improves the barrier performance of gas and water. The nanolayer film prepared by 80% PLA and 20% PBS has a 30% higher barrier performance against O2, a 39% higher barrier performance against H2O, and a 70% higher barrier performance against CO2 compared with the pure PBS film. The specific data can be found in Table 2.
Some studies have also shown that the introduction of nano-clay and graphene nanosheets can further enhance the barrier stability of PBS, promoting its commercialization in the field of agricultural mulching films [98]. Charlon et al. [99] successfully fabricated two composite films of PBS loaded with 5 wt.% natural (CNa) or organo-modified (C30B) montmorillonite using a new water-assisted extrusion process. The introduction of nano-fillers can increase the diffusion path, and also form water clusters on the clay surface, thus the oxygen/water permeability of the PBS/CNa composite film decreased by approximately 24% and 14% respectively, while that of the PBS/C30B composite film decreased by approximately 14% and 35% respectively. In addition, Cosquer et al. [100] successfully prepared PBS/ Graphene nanoplatelets (GnP) nanocomposite membranes by adding GnP to the PBS matrix. Researchers conducted water permeability measurements within the water activity range of 0.5 to 1 at 25°C. When the water activity was 1, the water permeability coefficient value obtained from the pure PBS matrix was 2518 Barrer. With the increase of GNP in the PBS matrix, the water permeability gradually decreased (the water permeability coefficient of the nanocomposite membrane containing 2 wt.% GnP was approximately 1550 Barrer. For detailed data, see Fig. 13a). At 25°C, the oxygen permeability of pure PBS matrix and different nanocomposites was measured. The water activity ranged from 0 to 0.9. The oxygen molecule permeability coefficient of pure PBS in the anhydrous state was equal to 0.135 Barrer. After adding GnP, the permeability coefficient of oxygen molecules decreased significantly (the permeability coefficients of oxygen molecules of different composite films were within the range of 0.09–0.12 Barrer. For detailed data, see Fig. 13b). The introduction of GNP improved the barrier performance of PBS. This improvement was attributed to the pure geometric effect of increasing tortuosity, and the barrier performance of water and molecular oxygen permeability increased by 38% and 35%, respectively.
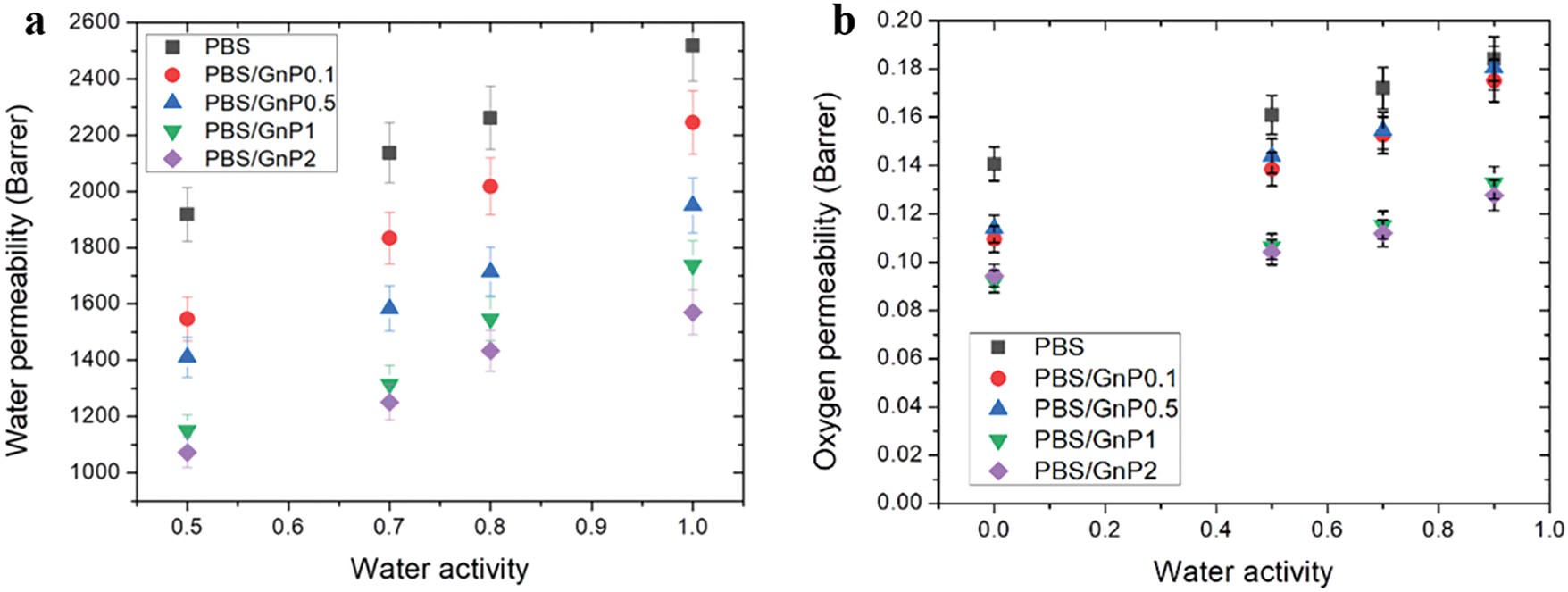
Figure 13: (a) The relationship between water permeability and water activity; (b) The relationship between the permeability coefficient of oxygen molecules and the activity of water. Adapted with permission from Ref. [100]. Copyright © 2021, MDPI
3.3 Microbial Synthetic Barrier Materials
Microbial synthetic biodegradable barrier materials refer to biodegradable materials obtained through microbial fermentation using organic matter as the carbon source, mainly including microbial polyester and microbial polysaccharides. The material is mainly carbon-containing. Once it enters the environment, microorganisms can decompose, digest, and absorb it as their own nutrients. Through fermentation, they can synthesize high-molecular-weight polyester and store it in granular form within the bacteria. At present, the common biosynthetic and biodegradable materials include biodegradable polyester and bacterial cellulose (BC).
3.3.1 Polyhydroxyalkanoates (PHA)
PHA is a type of biodegradable polyester synthesized by microorganisms. Its barrier properties vary depending on the composition of the monomers and the degree of crystallinity. For example, short-chain PHA (such as PHB) has moderate barrier properties against oxygen (OTR 10–15 cm3 mmm−2 day−1atm−1) and water vapor (WVTR 10–20 g/m2 day atm) due to its high crystallinity (60%–80%), but there are problems such as brittleness and thermal sensitivity [101]. The research was conducted through copolymerization modification (such as introducing HV units into PHBV to balance barrier and flexibility) [102], nanocomposites (adding 5% nano-clay to reduce the OTR of PHB by 40%) [103], multi-layer coatings (PHA/chitosan bilayer structure to reduce OTR by 50%), and chemical cross-linking (OTR decreased by 50% after DCP cross-linking PHB) [104]. Adding a crosslinking agent to the starch/PHA mixture can significantly improve the mechanical capacity of the film and significantly improve the compatibility between the starch and PHA molecules [105], and has been successfully applied in fields such as food packaging and drug-controlled release.
In addition, there are other research reports. For instance, Xu et al. [106] first prepared GO-KH 750 by coupling graphene oxide (GO) with 3-methylacryloxypropyltrimethoxysilane (KH-570), and prepared long alkyl chain quaternary ammonium salt (LAQ) through quaternization reaction. Then, through the vinyl bond of LAQ, free radical polymerization was carried out on the surface of GO-KH 75. Fig. 14 shows the synthesis process flow. Finally, the composite film of PHA/GO-g-LAQ was successfully prepared by the solvent casting method. The addition of GO-g-GLA improves the cohesion at the interface between GO and the PHA matrix, increases the crystallinity of GO, and thereby significantly enhances the crystallization behavior of PHA. Introducing GO molecules with long alkyl chains into the composite membrane can significantly improve the antibacterial performance, gas barrier ability, and tensile strength of PHA. After adding 5 wt.% of GO-g-LAQ, the OP value of the PHA membrane decreased by 86%, while the tensile strength (at room temperature) and storage modulus (at 100°C) of the PHA membrane increased to 40 MPa (from 25 MPa) and 285 MPa (from 40 MPa), respectively. Meanwhile, the antibacterial activity of the prepared composite membrane was 99.9%, and no antibacterial agent leaked out. In addition, the Melendez-Rodriguez et al.'s team [107] innovatively adopted cellulose nanocrystals (CNC) as the interlayer material. The PHA-based multilayer film prepared by blending PBAT exhibited an ultra-high oxygen barrier performance of 8.2 × 10−12 kg/(m2 Pa s). When the thickness of the CNC interlayer is optimized to 1 μm, its barrier efficiency reaches the maximum value, which is attributed to the synergistic effect between the dense physical barrier formed by nanocellulose and the barrier material matrix [108,109].
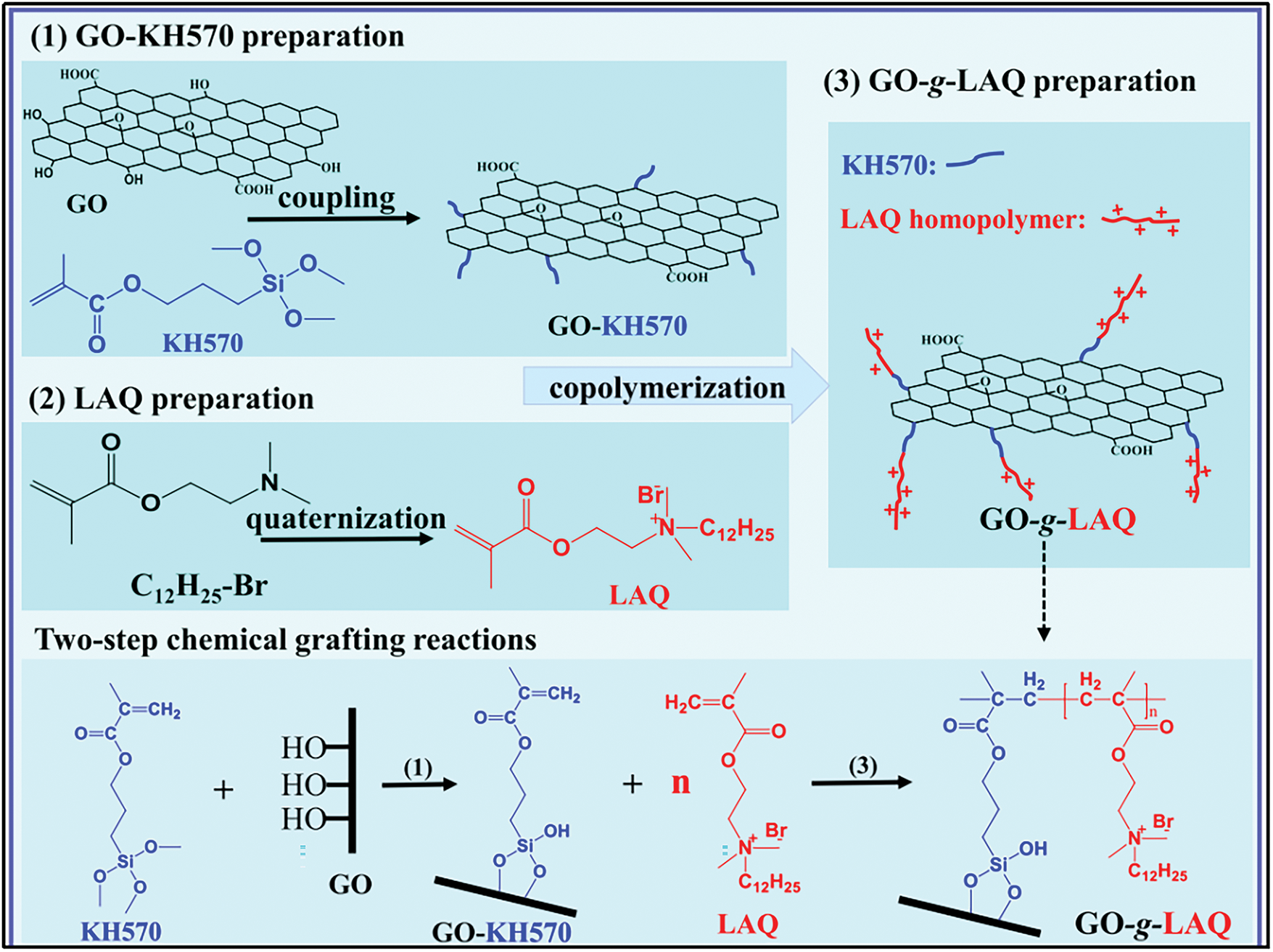
Figure 14: Schematic diagram of the synthesis of GO-g-LAQ nanohybrids: (1) Preparation of GO-KH 570 through the coupling reaction between GO and KH 570, (2) Preparation of LAQ through the quaternization reaction, (3) GO-g-LAQ Preparation Process. Adapted with permission from Ref. [106]. Copyright © 2019, Elsevier
In the design of PHA-based composites, the introduction of inorganic nano-fillers (such as nano-clay or layered boron nitride) can significantly enhance the barrier performance by increasing the bending effect of the gas diffusion path [110]. Pal et al. [111] investigated the effects of the content of organically modified nano-clay on the PHBV/PBAT mixture. The barrier properties of PHBV/PBAT nanocomposite films extruded by casting have been improved compared with those formed by compression. The results show that in the cast PHBV/PBAT composite membrane, after adding 1.2 wt.% of nano-clay, the permeability of OP and WVP significantly increased by approximately 79% and 70%, respectively, indicating the good dispersibility and strong barrier property of nano-clay. Taking boron nitride (BN) as an example, Öner et al.'s team [112] prepared PHBV/BN nanocomposites by compounding PHBV with the silanized type BN (sheet OSFBN and hexagonal disc-shaped OSBN). Experiments show that adding 2 wt.% OSFBN can reduce the oxygen permeability from 1.32 cm3 mm/(m2 day atm) of pure PHBV to 0.84 cm3 mm/(m2 day atm), which is attributed to the uniform dispersion of BN under low filler content to form a dense barrier network. However, when the content is high, the dispersion will deteriorate, thereby limiting the improvement in performance. Another study shows that silanization treatment raised the initial thermal decomposition temperature of PHBV/OSFBN to 252.7°C. Moreover, as the BN content increased, the maximum weight loss temperature significantly rose from 275.08°C to 295.50°C. Meanwhile, the Young’s modulus of the composite film containing 1 wt.% OSFBN increased by 19% compared with pure PHBV [113].
3.3.2 Bacterial Cellulose (BC)
BC refers to the general term for cellulose synthesized by certain types of bacteria under specific conditions. Firstly, bacterial cellulose can be produced by Acetobacter [114,115], and it can also be produced by some Gram-negative bacteria, such as Acetobacter, rhizobia, Agrobacterium, nitrogen-fixing bacteria, Pseudomonas, Salmonella, and Gram-positive bacteria such as Streptococcus gastric [116]. There is a β-1, 4 bond between the two glucose molecules of BC. Although this structure is the same as that found in plant cellulose, it differs from the chemical and physical properties of these cellulose substances [117]. Compared with plant cellulose, BC does not contain lignin, hemicellulose, or extracts, and has the characteristic of high purity. In recent years, the most frequently studied approach is to use BC nanofibers or nanocrystals as reinforcing agents and incorporate these BC nanocomponents into the matrix of bio-based barrier materials to alter the properties of composite membranes such as starch, polylactic acid, gelatin, and other bio-based barrier materials.
Abral et al. [118] prepared BC nanofibers and cassava starch/chitosan-based membranes. Nano fibers can enhance the water resistance of materials, but they also limit the transparency of the materials. When 0.136 g of BC nano fibers were introduced into the cassava starch/chitosan matrix, the water resistance of the film (after 8 h) increased by 8.9%, and the water vapor barrier performance (after 24 h) increased by 27%. Papadaki et al. [119] developed an edible membrane using whey protein concentrate (WPC) and a kind of bacterial cellulose (BC) as the main raw materials. Using oranges as raw materials, BC was prepared by fermentation, and then BC nanocrystals (BCNW) with higher crystallinity were obtained through acid hydrolysis. The properties of WPC/BCNW composite films with different BCNW contents (0.5%–15%, w/w) were studied. The results show that BCNW has been successfully incorporated into the WPC film matrix, and BCNW is uniformly distributed in the WPC film matrix. Mechanical property tests show that BCNW plays a reinforcing role in wood-plastic composites, increasing the Young’s modulus and tensile strength of the composites by 80% and 32% respectively. Furthermore, when 0.5% BCNW was added, the water vapor permeability decreased by 33.9%. Cazón et al.'s team [120] immersed bacterial cellulose in PVA (0%–4%) and chitosan (0%–1%) to enhance mechanical properties and strengthen BC membranes. The specific preparation process is shown in Fig. 15. The research results show that the presence of chitosan significantly affects the moisture content. With the addition of PVA, the water vapor permeability (from 1.47 × 10−11 to 3.40 × 10−11 g/(m2 s Pa)) decreases, and the developed film has ultraviolet blocking performance and the best visual appearance. Fig. 16 presents the model prediction results regarding the effects of chitosan and polyvinyl alcohol on the bacterial cellulose membranes (A) and (B). Yang et al. [121] improved the performance of the composite membrane by mixing irradiated bacterial cellulose (mBC) with collagen fiber (CF) base. The researchers analyzed the linkage structure of BC and mBC, and studied and discussed the heat-sealing performance and light barrier ability of the CF-MBC composite membrane. The experiment result shows that CF and mBC mainly formed through hydrogen bonds and amide bonds. The introduction of mBC could improve the thermal stability of the CF film, while the heat-sealing performance, optical performance, and mechanical performance of the CF film were respectively increased from 1 N/15 mm to 8.53 N/15 mm, from 82.45% to 85.02% and from 44.54 to 58.56 MPa.
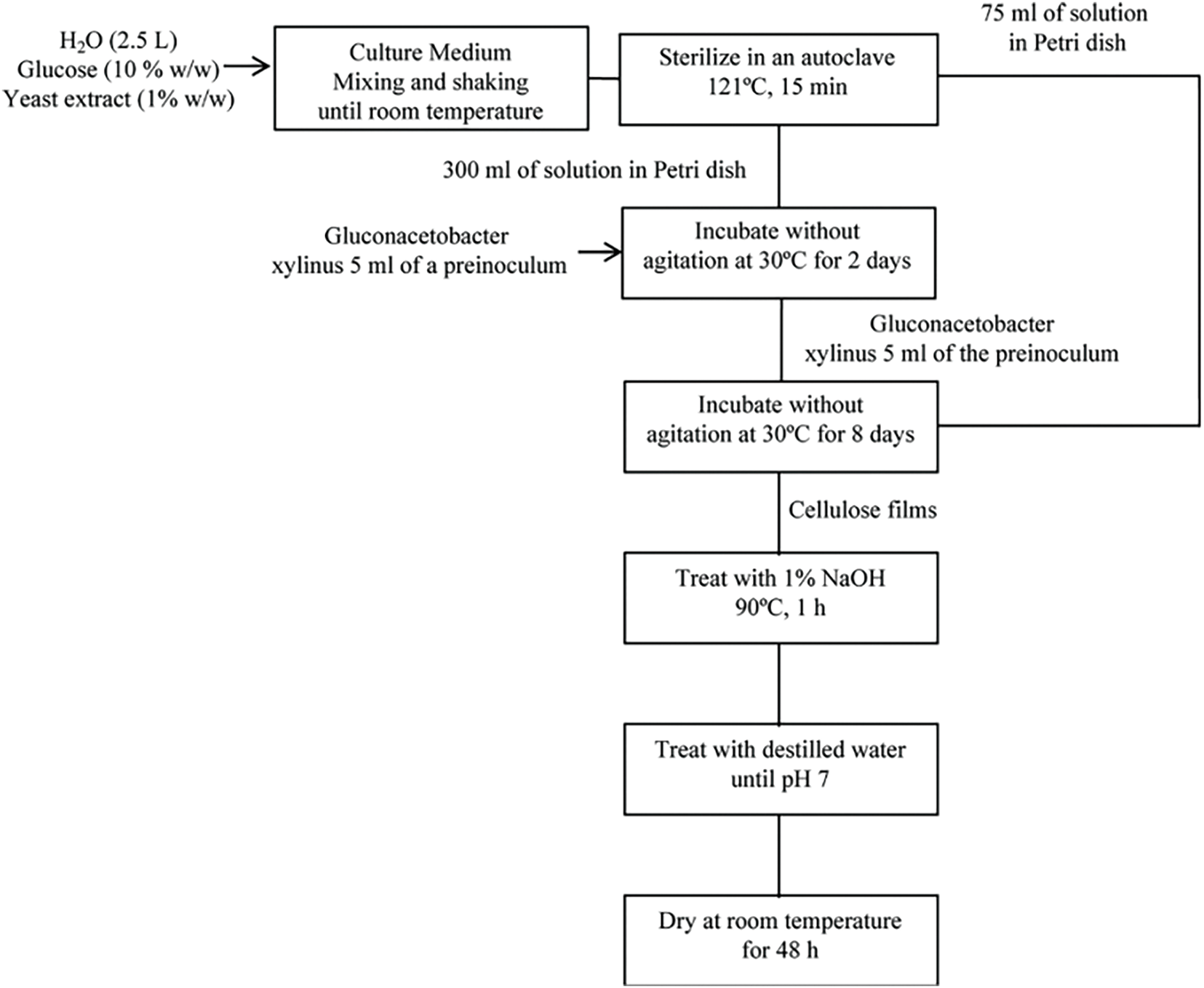
Figure 15: It shows the process flow for preparing bacterial cellulose-based films. Adapted with permission from Ref. [120]. Copyright © 2019, Elsevier
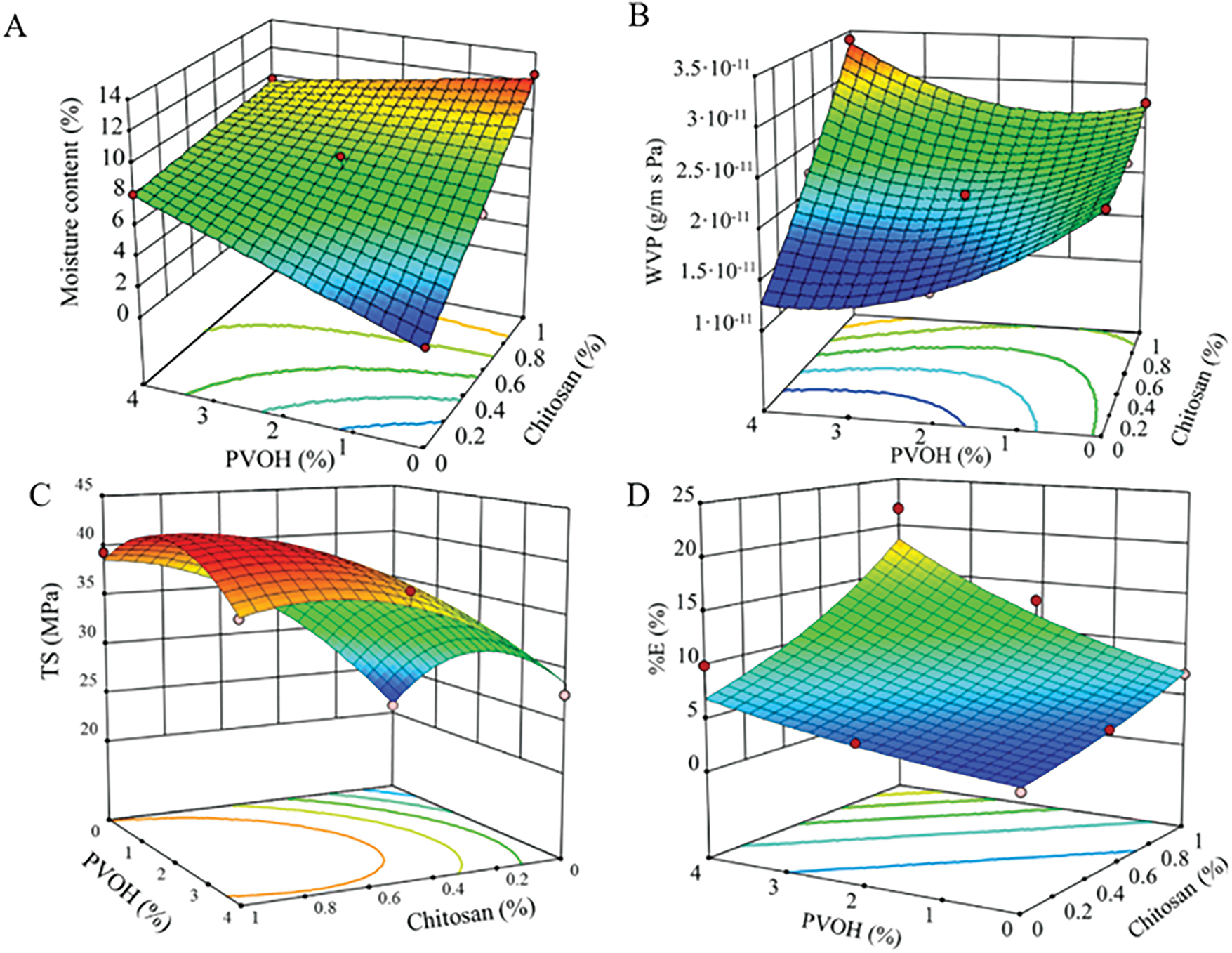
Figure 16: Model predictions of the effects of chitosan and polyvinyl alcohol on the bacterial cellulose membrane (A) equilibrium moisture content, (B) WVP, (C) tensile strength, and (D) elongation at break. Adapted with permission from Ref. [120]. Copyright © 2019, Elsevier
4 Measures to Enhance Barrier Performance
At present, barrier materials are gradually evolving from non-biodegradable petroleum-based barrier materials to biodegradable barrier materials of biological origin. Generally, its thermal stability, mechanical properties, and barrier properties can be improved through blending, multi-layer co-extrusion, copolymerization, nano-material filling, coating technology, or the combined effect of multiple methods, to produce materials with new characteristics.
Blending is the process of dispersing barrier materials in a two-dimensional continuous layered structure within the matrix material, thereby enhancing the barrier performance of the material by prolonging the diffusion paths of gases and other substances in the matrix. Blending, as a cost-effective physical modification method, shows great potential for widespread application in promoting the thermal and mechanical abilities of biodegradable materials.
The barrier properties of bio-based degradable materials (such as PLA and PHBV) can be enhanced through blending modification. For instance, the blending of PLA/PPC can reduce OP by 63.2% respectively. In the PHBV/PLA blending system, adding 25% PLA will lead to a decrease of 89% and 86% in oxygen and water vapor barrier properties, respectively [122,123]. Furthermore, a high content of PHBV (such as PHBV/PBAT 70/30) can control WVP at approximately 1.4−1.8 × 10−11 g m/(m2 s Pa), which is close to the level of pure PHBV. However, the elongation at break is only 11%–19%, significantly sacrificing the toughness of the material [124]. The above-mentioned research achieves performance synergy optimization while maintaining material degradability by combining biodegradable barrier materials with complementary properties, such as taking advantage of the high rigidity of PLA and PHBV and integrating the super-toughness of PPC or PCL. However, the synthetic raw materials of materials such as PPC and PCL are derived from petroleum-based materials, which do not meet the requirements of promoting environmentally friendly and green development [125]. Therefore, researchers proposed using other bio-based biodegradable barrier materials, such as poly-(butylene 2,5-furandicarboxylate) (PBF), PHB, PHBV, and PBS, as blending components of PLA.
PBF is a bio-based material mainly synthesized based on the monomer 2,5-furanediformic acid (FDCA), where FDCA is derived from lignocellulose and is a sustainable alternative to petroleum-based materials. Ding et al.'s team [126] utilized FDCA-based materials and drew on the biological mineralization mechanism of the pearl layer to design and prepare TiO2@BNNS composite nanosheets. Through the nano-restricted crystallization strategy, they constructed a (Pseudo-mineralization polyester) PMP composite material. The experimental results showed that TiO2@BNNS achieved coplanar orientation at a low filling content (0.2 wt.%), induced in-situ crystallization of PBF to form an imitation mineralized layered structure, enabling PMP to simultaneously possess ultra-high tensile strength (92 MPa), high toughness (105 MJ/m3), and excellent gas barrier properties (O2 permeability reduced by 80%), and also endowing the material with good UV shielding performance (UV shielding rate 80%). Molecular dynamics simulation and in-situ characterization revealed the enhanced mechanism of “orientation-crystallization-energy dissipation”, confirming the synergistic regulatory effect of the nano-restricted structure on performance.
It is worth noting that PBAF (Poly (butylene adipate-co-furanoate)), which is also based on FDCA as the core monomer, has better degradation performance due to the introduction of aliphatic chain segments. PBAF increases the flexibility of the molecular chain by introducing adipic acid segments, resulting in a significant increase in its elongation at break (about 720%), far exceeding PBAT (400%–600%) and PET (50%–300%), approaching the ductility of low-density PE, making it suitable for the production of flexible barrier materials. The tensile modulus (35 MPa) and strength (10 MPa) of PBAF are between PBAT and PE, although lower than PET; it is superior to traditional degradable materials such as PLA (tensile strength about 40–60 MPa, but elongation at break only 5%–10%). In terms of gas barrier performance, the barrier property of PBAF is attributed to the rigid structure of the FDCA furan ring. The conjugated system of the aromatic ring and the tight packing structure can inhibit the penetration of gas molecules. While PBAT contains a large number of flexible fatty chain segments and has a large free volume, its barrier performance is poor. At 23°C and 50% RH, the oxygen permeability of PBAF (0.13 × 10−10 cm3 cm/(cm2 s Pa)) is 5.9 times that of PBAT, and the carbon dioxide permeability (0.96 × 10−10 cm3 cm/(cm2 s Pa)) is 6.2 times that of PBAT, approaching the barrier level of PET [127]. Although the gas barrier performance of PBAF is inferior to PET, as a biobased material, it can completely degrade within 15 days under enzymatic conditions while maintaining a high barrier performance, filling the deficiency in environmental performance of traditional petroleum-based materials [128–130]. The blending of PBAF with other biobased barrier materials can be an effective strategy to improve its performance and expand its application scenarios. For example, blending with PLA, which has a higher Young’s modulus and tensile strength, can significantly improve the rigidity of PBAF. However, the compatibility of PBAF with PLA is very poor, and a compatibilizer needs to be added to improve the interface bonding to avoid performance degradation due to phase separation. In addition, PBAF can also be optimized in terms of mechanical strength, barrier performance, degradation rate, and cost by selecting other blending components (such as PEF, PBAT, etc.). In the future, further exploration of efficient compatibilizers, nanocomposite blending technology, and environmental benefit optimization based on life cycle assessment is needed to promote the large-scale application of PBAF blended materials in high-end packaging, medical, and agricultural fields [131].
The films made from a single biodegradable barrier material usually do not have greater advantages in performance compared to synthetic films. Therefore, researchers began to combine multi-layer materials with different properties to form multi-layer structures. In this way, they aim to enhance the barrier capabilities of biobased materials [132]. In the field of high barrier materials, the multi-layer co-extrusion technology, due to its flexibility in structural design, has become the mainstream solution for industrial production and is often combined with methods such as blending and chemical modification. This technology achieves performance optimization by layering and integrating the advantageous characteristics of different materials [133].
In multi-layer co-extrusion technology, choosing the appropriate bio-based materials is the key. For example, materials such as starch-TPS (starch-hyaluronic acid esters) and polyhydroxyalkanoates (PHA, PHB, PHV) are widely used in the preparation of multilayer films due to their properties such as thermoplasticity, air tightness, biocompatibility, elasticity, rigidity, and non-water solubility [134]. Zhang et al. [135] successfully fabricated a transparent PLA-CNC/PVA-PLA three-layer flexible packaging film through the scraping and hot roller lamination techniques. Among them, the 5–6 μm thick CNC/PVA coating enhanced the O2 and CO2 barrier properties of the material by several hundred times compared to the PLA single film. The outer PLA layer effectively solved the humidity sensitivity problem of CNCs, and the three-layer film had a transmittance of over 80%, maintaining excellent optical properties. The design of the outer structure plays a crucial role in regulating performance. When PHBV is used as the outer layer in the PHBV/PBAT double-layer film, the water vapor transmission rate (34–143 g mil/(m2 day kPa)) and the elongation at break (358%–539%) show wide fluctuations, reflecting the defect of insufficient processing stability of PHBV [136]. The application of multi-layer co-extrusion technology in biodegradable films mainly aims to enhance the mechanical properties, water and gas barrier performance, and optical properties of the films through composite films and multi-layer film technology. These technologies can significantly enhance the functionality and flexibility of barrier films, making them have broad application prospects in fields such as food nutrition films, clean label food products, and stimulus-responsive films [137].
Chemical modification is a method that alters the physical and chemical properties of barrier materials through chemical reactions. Common methods include copolymerization and cross-linking. Among them, copolymerization modification introduces two or more different monomer units into the main chain or side chain of the polymer, changing the molecular structure, polarity, crystallinity, and other properties of the material, thereby significantly improving its barrier performance against gases, water vapor, organic substances, and other substances.
Copolymerization modification can be used to design the molecular structure of polymers, improve their crystallization performance, mechanical properties, thermal properties, and barrier properties, and even control their degradation rate. At present, copolymerization modification is also one of the hotspots in the research of biodegradable barrier materials. Introducing highly polar structural units into biodegradable barrier materials can effectively improve the barrier performance. For instance, Yoshida and his colleagues [138] addressed the issues of high brittleness and slow degradation in the natural environment of polylactic acid (PLA) by proposing a solution of synthesizing (R)-3-hydroxybutyric acid (3HB)-PLA multiblock copolymer. The experiment first prepared two types of 3HB diols: linear (butane-3HB diol) and cyclic (cyclohexane-3HB diol), and then used them as initiators to react with L-lactide through ring-opening polymerization (to control the length of PLA chain segments) and hexamethylene diisocyanate chain extension, obtaining four copolymers. Through testing, it was found that 3HB significantly improved the brittleness of PLA: the short PLA chain segment copolymer had a significant increase in fracture elongation rate (BPPU-20 fracture elongation rate was 555%, CPPU-20 was 439%; pure PLA was 5.44%), and the linear 3HB-derived copolymer had a higher fracture elongation rate than the cyclic one; BPPU-50 had the highest toughness (49.5 MJ/m3). This result occurred because the long PLA chain segments provided the load-bearing capacity for the structure, while the linear 3HB chain segments dispersed the deformation energy, achieving a balance between strength and toughness. At the same time, due to the high crystallinity of the long chain segments and strong intermolecular forces, the Young’s modulus and maximum stress also increased with the growth of the PLA chain segments (the Young’s modulus of BPPU-50 was 550 MPa, while that> BPPU-20 was 30.6 MPa; pure PLA was 1740 MPa). Moreover, the study found that the degradation rate of the copolymer was much higher than that of pure PLA (pure PLA lost less than 10% in 30 days, BPPU-20 was completely degraded in 10 days, and CPPU-20 was completely degraded in 20 days). Furthermore, Qu et al.'s team [139] proposed to utilize the PDLA-PEG-PDLA block copolymer, in which PEG has strong hydrophilicity and can form hydrogen bonds with CNC, while also possessing flexibility to enhance the toughness of PLA. This approach was used to address the dispersion and interface bonding issues of CNC in PLA, and to utilize the stereocomplex crystals (SC) formed by the copolymer and PLA. The results showed that CNC was uniformly dispersed in the PLA matrix, and when the content was ≥3 wt.%, the PDLA segment of the copolymer formed an SC with PLA, significantly enhancing the interface interaction. The modified PLA/CNC composite material exhibited a yield strength, fracture elongation rate, and tensile toughness that were 11.8%, 265.9%, and 280% higher than those of pure PLA, respectively, while the Young’s modulus remained at 1.5 GPa.
In addition, Sharma et al. [140] cross-linked broad bean starch at different concentrations with sodium tripolyphosphate (STPP) to prepare a series of starch films. The research found that after modification, the content of amylose, swelling degree, and solubility all decreased. The WVP of natural starch is approximately 1.34 g m Pa−1 s−1 m−2. Compared with the natural starch film, the cross-linked broad bean (CL) starch film shows a lower WVP, and with the increase of the cross-linking degree, the WVP further decreases. The WVP of CL fatty alcohol polyvinyl alcohol (starch) membranes containing three different concentrations of STPP are respectively 1.25, 1.10, and 1.13 g m/(m2 s Pa). The researchers explained that the reduction of hydrophilic groups in CL starch might be the reason for the decrease in water vapor permeability. The interaction between starch and crosslinking agent restricted the mobility of starch in the amorphous region; although it improved the mechanical properties of the material, it sacrificed its water-blocking performance. Bajer [141] also used crosslinking agents to overcome the limitations of the original starch properties. They used sodium hypophosphite as the crosslinking agent, modified the starch with succinate esterification, and combined it with chitosan to prepare phosphorylated starch succinate/chitosan membrane materials. The experiments found that during the modification process, starch, sodium hypophosphite, succinic acid, and chitosan formed a stable crosslinking structure, significantly reducing the crystallinity of the material, enhancing thermal stability and flexibility. The elongation at break and Young’s modulus of the composite membrane were significantly higher than those of the original starch membrane. Due to the synergistic effect of the crosslinking structure and the hydrophobicity of chitosan in hindering water molecule penetration, the WVTR of the composite film was significantly reduced (1.94–2.15g/(m2 h)), only 1/4 of that of the original starch membrane, meeting the requirements of food packaging for low water vapor transmission. In another report, Mylkie et al.'s team [142] innovatively combined cannabis oil (CBO) with boronic acid-functionalized chitosan to prepare a composite starch film (Cs-FPBA-CBO-S) using Cs-FPBA as the crosslinking agent. Through structural characterization, the effectiveness of the crosslinking bonds and the composite of the components was confirmed. The C1 peak of starch (glucose ring) in the composite membrane superimposed with the B-O bond signal of Cs-FPBA, indicating the formation of B-O-C crosslinking bonds, and the crosslinking reaction between the boronic acid group and the starch diol. Performance tests showed that due to the enhanced intermolecular forces caused by the crosslinking, the tensile strength of the composite film (3.6 ± 1.32 MPa) was higher than that of the starch film containing CBO (CBO-S) (2.9 ± 1.12 MPa), and the Young’s modulus (128.4 ± 6.1 MPa) was 1.4 times that of CBO-S (93.7 ± 4.2 MPa). Due to the dense crosslinked structure and the hydrophobic components, which synergistically hindered the penetration of water molecules, the WVTR of the composite film decreased to (3 g/(m2·day)), which was only 60% of that of the CBO-S film. This modification strategy solved the problems of strong hydrophilicity and poor stability of traditional starch films, and at the same time provided an environmentally friendly, efficient, and safe biobased material solution by utilizing the functionality of CBO and the safe crosslinking characteristics of Cs-FPBA.
Chemical modification generally endows barrier materials with higher selectivity, stability, and environmental adaptability through molecular design, and it is an important means of functionalizing barrier materials. The chemically modified materials can be combined with other technical methods to further enhance their barrier properties.
Adding biodegradable high-barrier nano-fillers to the barrier material matrix can make the diffusion path of small molecules more tortuous, thereby extending the diffusion distance and reducing the macroscopic diffusion rate. To improve the barrier abilities of composite materials, nano-fillers must be uniformly dispersed within the composite material system to obtain composite materials with high barrier properties. Such as nano-clays (montmorillonite and attapulgite, etc.), bio-based nanomaterials (nanocellulose and starch nanocrystals, etc.), carbon-based nanomaterials (graphene oxide and graphene nanosheets, etc.), and inorganic oxides (nanoparticles such as aluminum oxide, zinc oxide, and silicon dioxide). Although filling with nanomaterials can promote the mechanical and barrier abilities of the material, the hidden risks of carbon-based nanomaterials and metal oxides cannot be ignored. For instance, the use of graphene oxide will affect the environment, with a migration rate of >22% in the composting environment, penetrating plant roots and damaging the integrity of cell membranes, resulting in a 40% decrease in the abundance of soil nitrogen-fixing bacteria. Moreover, its layered structure can even inhibit the biodegradability of the substrate.
The basic structural unit of clay minerals is a two-dimensional layered silicate. Its single layer has a “sandwich” structure: the center is an aluminum or magnesium hydroxide octahedral sheet, and the upper and lower layers are bonded to a silicon-oxygen tetrahedral sheet through shared oxygen atoms. Biodegradable barrier materials/nano-clay composites can significantly improve mechanical properties and barrier performance. For instance, introducing organically modified montmorillonite into the PLA matrix reduced the oxygen permeability by 80% while increasing the tensile strength by 23.25% [143]. This enhancing effect depends on the dispersion state of the clay: fully exfoliated nanosheets are more effective in extending the gas diffusion path than intercalated structures, and the diffusion coefficient can be reduced by more than 50%.
The introduction of nano-clay into the PHA matrix significantly enhances the barrier properties of the material. Taking hydrophobic PHB as an example, Crétois et al. [144] systematically compared the barrier mechanisms of PHBH/clay and PHBV/clay nanocomposites, revealing the key role of the crystallinity of the matrix. The research found that the crystallinity of PHBH (Poly 3-hydroxybutyrate-4-hydroxybutyrate) (32%) was much lower than that of PHBV (Poly 3-hydroxybutyrate-3-hydroxyvalproate, 70%), which enabled the nano-clay to simultaneously enhance the barrier properties of oxygen and water vapor in PHBH [145]. Although the hydrophilicity of the PHBH/clay system increases due to the nano-clay occupying the amorphous region, the tortuous effect of the diffusion path dominates the improvement of the barrier performance [144]. In contrast, in the PHBV/clay system, the concentration of MMT C30B clay is relatively high in the amorphous phase of PHBV with high crystallinity (40%), resulting in a significant increase in the solubility of water vapor, offsetting the tortuous path effect, and ultimately causing an increase in WVP. This difference stems from the heat sensitivity, high crystallinity (70%), large spherical particle size (growth rate 1.0 µm/min), and secondary crystallization characteristics of PHBV. These factors jointly lead to a more complex barrier behavior [146]. Further research indicates that the introduction of organically modified nano-clay [147] (such as 10A clay in the PHB/PHBV system [148]) or kaolin can reduce the OP and WVP (for example, the oxygen permeability of PHB has significantly decreased from 45 cm3/(m2 atm)) [145]. Moreover, cyanuric acid (CA), as a nucleating agent, can markedly improve the crystallization rate of PHBV and PHBH (shorten the crystallization half-life t1/2), and refine the spherulite size (increase the density by 3–4 orders of magnitude), thereby optimizing the barrier ability. However, the positive effect of nano-clay on the water vapor solubility of PHBV still needs to be addressed by enhancing its hydrophobicity through chemical modification, such as adjusting the functional groups on the clay surface to improve interfacial compatibility [149]. It is worth noting that the mechanism of action of nano-clay includes prolonging the gas diffusion path, forming barrier intercalation structures, and capturing water molecules through surface polar groups [150]. Compared with pure biodegradable barrier materials, these nanocomposites have barrier properties close to those of traditional petroleum-based barrier materials while maintaining biodegradability [151].
Furthermore, replacing traditional nano-fillers with natural biobased nano-fillers has become an important approach to enhancing the performance of biodegradable materials. Adding nanocellulose fibers (NCF) can significantly improve the mechanical abilities of the corn starch film. By strengthening the hydrogen bond network and increasing the matrix density, the barrier performance of the material can be enhanced. Othman et al. [152] prepared corn starch films doped with NCF. The research results revealed that when NCF was added, the Young’s modulus and tensile strength of the composite film increased, respectively, compared with the pure corn starch film, while the elongation at break decreased significantly. Moreover, the addition of NCF reduced the OP value of the corn starch film from 29.3 × 103 cm3/(m day Pa) to 21.0 × 103 cm3/(m day Pa). The WVP value decreased from 6.91 × 10−8 g/(m h Pa) to 4.78 × 10−8 g/(m h Pa). This enhancement mechanism falls under the typical category of nano-fillers modifying the matrix—by increasing the length of the diffusion path, the mass transfer efficiency is reduced. Complementary to this is the coating technology. Nano-material filling is mainly applicable for matrix modification, while the coating technology is more conducive to surface functionalization. The synergistic effect of these two technologies can construct a multi-layer barrier structure: nano-filling optimizes the inherent barrier property of the matrix, and the coating technology seals surface defects and blocks short-term diffusion.
Coating technology is also one of the main strategies for improving the biodegradable barrier performance. Coating technology is a method that enhances the barrier ability of a substrate against gases, water vapor, oils, or other penetrating substances by applying functional films or thin layers on its surface. Coating technology forms a dense, continuous, or specially structured barrier layer on the material surface through physical or chemical means, effectively reducing the diffusion rate of penetrating substances.
Coating technology endows materials with excellent barrier properties through surface engineering. Han et al. [153] prepared biopolymer coatings and applied them to cardboard to improve the water-blocking performance of the cardboard. The film is combined with beeswax (BW) to form a double-layer coating system and then applied to the cardboard by hot pressing. Another coating solution composed of polyvinyl alcohol butyraldehyde (PVB)/corn alcohol-soluble protein was prepared by dissolving PVA and corn alcohol-soluble protein in 70% ethanol and adding glutaraldehyde and butyraldehyde (functionalizing reagents). After BW spraying, apply the PVB/corn alcohol-soluble protein solution to the cardboard. The functionalization of PVA after crosslinking and the effective acetal formation of PVB were confirmed. The whey protein isolate (WPI)/cellulose and PVB/corn alcohol-soluble protein coating treatment improves the water resistance of cardboard by reducing the water vapor transmission rate (WVTR) by 77%–78%. Although the BW coating is more effective (WVTR is reduced by 89%), the double-layer coating composed of BW and the barrier material coating has a stronger barrier effect, with WVTR reduced to 92%–95%.
The combination of chemical modification and coating technology can significantly improve the flexibility, thermal stability, and barrier properties of PHA coatings through chemical modification (such as introducing 3-hydroxyvalproate units to form PHBV) [154]. For example, the PHB-coated starch membrane developed by Dilkes-Hoffman et al.'s team [155] effectively maintained a low water content within two weeks, but the oxygen barrier property decreased over time. When the coating thickness of PHBV reaches 91–115 μm, the humidity control cycle of thermoplastic starch (TPS) can be extended to 25 days. This difference may be related to the higher crystallinity and molecular chain regularity of PHBV. In the field of paper-based packaging, the PHBV double-layer coating technology significantly enhances the mechanical strength of paper through the hot-pressing process, reducing WVP by 50% (from 60 to 30 g m/ (m2 day KPa)), while maintaining the compostable property [156]. Kim et al.'s team [157] used hydrogen peroxide and sodium sulfite (NaIO4) to oxidize the lignocellulose nanofibers (TOCNF) to prepare diacid alcohol-modified cellulose (DAC), and then mixed DAC with PVA to form an aqueous solution. The solution is coated onto the surface of an aluminum oxide-deposited polylactic acid (a-PLA) film (PLA substrate 20 μm, AlOx layer thickness 28.6 nm) using a scraper coating method, successfully resulting in an a-PLA/h-DAC1-PVA0.5 composite film. This film not only exhibits excellent gas barrier properties (oxygen transmission rate (OTR) as low as 4.07 mL·m−2·day−1, water vapor transmission rate (WVTR) as low as 11.2 g·m−2·day−1, and stable performance after 20 bends), but also maintains high optical transparency (transmittance at 550 nm 89.92%) and electromagnetic transparency (supporting QR code and RFID recognition); it also conforms to the PLA degradation kinetics (biodegradation rate 40.5% in 45 days, 100% biomass content) and has no cytotoxicity. This method does not involve organic solvents and can be mass-produced through intaglio coating, providing a key solution for the development of sustainable food packaging materials.
To address the issues of high-water absorption and poor barrier performance of cellulose nanofibers (CNF) in packaging applications under humid conditions, the research team drew inspiration from the natural plant cell walls and carried out in situ polymerization of lignin in the water dispersion of CNF using laccase catalysis, thereby preparing a fully biobased CNF/polymerized lignin coating. When using the isopropanol lignin component with a loading of 15 wt.% and an enzymatic polymerization time of 6 h, the coating performance was the best—the film water contact angle reached approximately 120°, and the water vapor transmission rate (WVTR) of the coated cardboard decreased by 54%, the oxygen transmission rate (OTR) decreased by 52 times, and the lipid barrier performance reached the KIT level 12. Adding carboxymethyl cellulose (CMC) could improve the coating’s rheological properties and uniformity [158]. Compared to traditional petroleum-based plastic coatings (such as polyethylene PE) and other biobased coatings (such as chitosan, starch-based), the advantages are: 1. Stronger sustainability: The fully biobased components (CNF, lignin, CMC) are biodegradable, avoiding the environmental accumulation problem of petroleum-based plastics; 2. More comprehensive barrier performance: Excellent barrier properties against water vapor, oxygen, and lipids (WVTR decreased by 54%, OTR decreased by 52 times, KIT = 12), while chitosan coatings typically only reduce WVTR by 30%–40%, and starch-based coatings are prone to absorbing moisture, resulting in unstable barriers; 3. Good compatibility: Strong affinity with paper/cardboard substrates, and does not affect the original mechanical properties of the substrate. Although the fully biobased CNF/polymerized lignin has excellent advantages, its hydrophobicity still has room for improvement, and the long-term barrier stability under high humidity has not been clearly defined. At the same time, due to the need for high-pressure homogenization in CNF preparation, the cost is high, and the difficulty of large-scale production is relatively high.
Coating technology, characterized by flexible processes and wide application ranges, is a key technology in fields such as food, medicine, and electronics. The core lies in balancing the density, adhesion, cost, and environmental friendliness of the coating. In the future, with the development of nanotechnology, smart materials, and green processes, coating technology will evolve towards greater efficiency, multi-functionality, and sustainability.
As the global demand for sustainable development becomes increasingly urgent, the research and application of biodegradable barrier materials are currently at a critical stage, from laboratory exploration to industrial promotion. The main technical challenges in the process of scaling up production include cost control, equipment adaptation, and performance optimization. Currently, the cost of biobased materials (such as PHA, which is priced at 4.0–6.9 $/kg) is significantly higher than that of traditional petroleum-based plastics (1.1–1.4 $/kg), mainly due to low conversion rates of raw materials, high-energy-consuming purification processes (accounting for 50% of the cost of PHA), and low-scale production efficiency. At the same time, the disadvantage of material density also increases the unit volume cost. Table 3 summarizes the price levels of some barrier materials and information comparing them with traditional petroleum-based materials (market data for 2024–2025) [159].
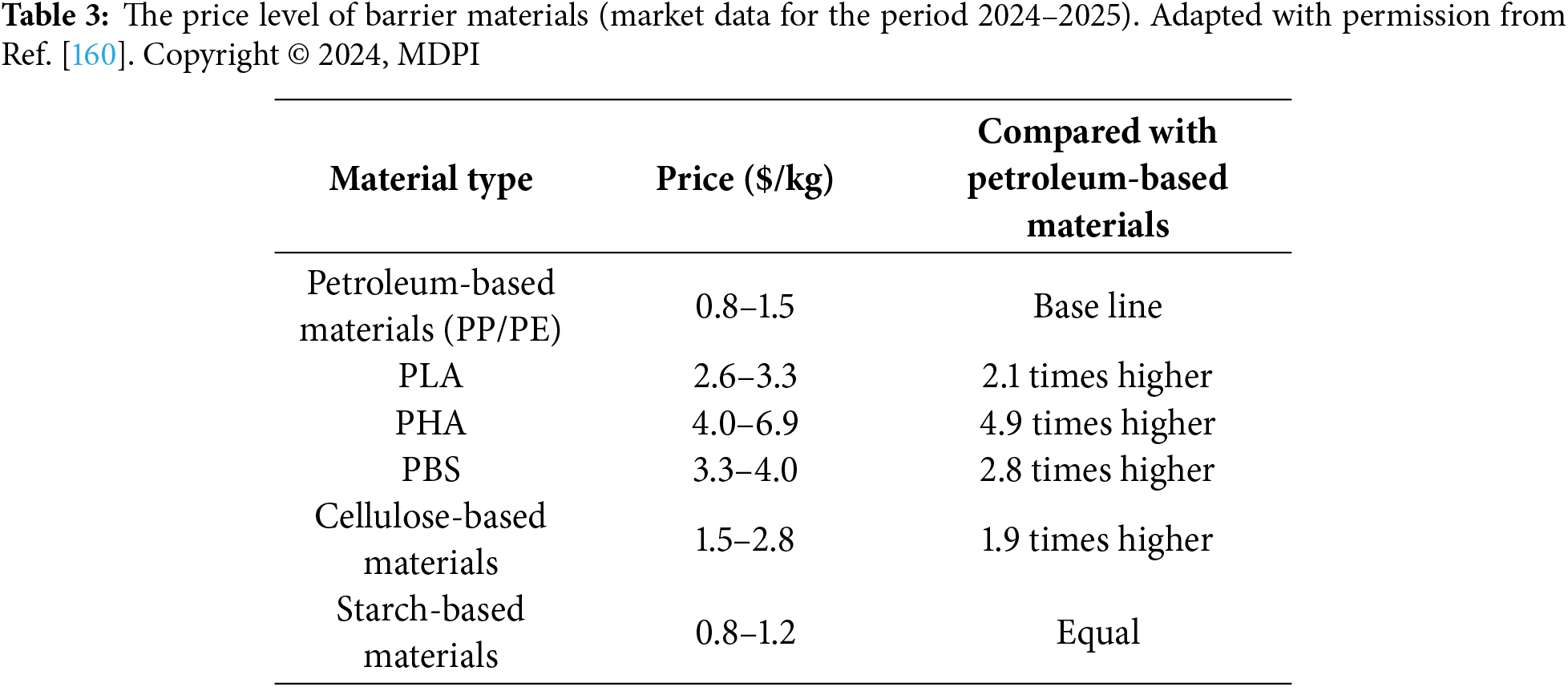
However, bio-based materials can often be obtained from crops such as corn and sugarcane, or from crop waste, as well as through microbial fermentation, while petroleum-based materials are obtained from non-renewable fossil resources. Throughout the production process, the high energy consumption stage of bio-based materials is concentrated on biomass processing, pretreatment (such as pressurized hot water treatment of PLA, microwave irradiation of PHB), and the fermentation process. Petroleum-based materials require high-temperature and high-pressure processes such as crude oil distillation and cracking, which consume extremely high energy and rely entirely on fossil energy, resulting in much higher carbon emissions than bio-based materials. For example, the global warming potential of PLA is 512 kg CO2 eq/t, and that of PHB is 345 kg CO2 eq/t, while the carbon emissions of petroleum-based plastics are approximately 3500 kg CO2 eq/t [160].
Furthermore, the pollutants produced during the production of bio-based materials mainly come from pretreatment wastewater and fermentation waste. Although there are aquatic and terrestrial ecological toxicities, they are lower than the chemical pollution caused by petroleum-based materials. Petroleum-based material production, on the other hand, releases a large amount of volatile organic compounds, heavy metals, and other toxic substances, causing severe pollution to the atmosphere, water bodies, and soil. Moreover, bio-based materials are biodegradable and can naturally decompose under specific conditions, unlike petroleum-based materials, which leave long-term residues during use and cause “white pollution”. By conducting a comprehensive life cycle assessment of both, it can be concluded that bio-based materials, due to their resource renewability, biodegradability, and significantly lower environmental impact compared to petroleum-based materials, are an important alternative to petroleum-based materials.
Although bio-based materials are more in line with the future development direction, there is still a need to break through technical barriers in the following areas to promote their wider application.
(1) The current literature can only improve the single-barrier performance. However, with the increasing diversity of barrier materials, the single barrier performance cannot meet the multi-functional requirements of the current field. In the future, it is necessary to develop multifunctional composite materials that possess functions such as barrier, antibacterial, antioxidant, and intelligent response (such as pH/temperature sensitive). For example, using lignin and nanocellulose as the core, by integrating multi-functional units through dynamic covalent bonds, the application potential of these materials in various fields can be expanded.
(2) At present, the research on most bio-based biodegradable barrier materials requires the use of some petroleum-based compatibilizers, crosslinking agents, and hydrophobic modifiers, which are essentially still not completely biodegradable. Future developments may include bio-based alternatives such as sodium lignosulfonate as a solubilizer, citric acid-nanofiber crystals as a crosslinking agent, and bacterial cellulose-lauric acid ester as a hydrophobic modifier. These will promote greener and fully biodegradable barrier materials that are environmentally friendly.
(3) At present, most high-barrier films that perform well in laboratories have drawbacks such as high application costs and complex processes when applied to large-scale preparation processes and practical applications. In the future, continuous innovation and development of production technology and equipment will still be needed to solve this problem. The industrialization barrier can be overcome through technological innovations (such as adopting multi-layer co-extrusion—combined use of bidirectional stretching and continuous coating technologies, etc.), simplification of processes, and production decarbonization.
In conclusion, the future development of bio-based biodegradable barrier materials should be centered on the triple balance of “performance-cost-environment”, and through cross-disciplinary innovation and full industrial chain collaboration, break through technical barriers, and ultimately achieve the leap from “substitutes” to “preferred solutions”.
This review comprehensively presents the research progress of bio-based biodegradable barrier materials as a key green alternative solution to address the challenges of oil resource shortage and environmental pollution. Its core value lies in integrating renewable raw material sources, environmental degradability, and the continuously improving functional barrier performance.
The research has found that through scientific material design and modification strategies, the performance of bio-based barrier materials in various aspects, such as oxygen, water vapor, oil, ultraviolet rays, and flames, has achieved significant breakthroughs. Based on the sources and synthesis pathways (biomass extraction types such as starch, cellulose, chitosan, lignin; chemical synthesis types such as PLA, PBS; microbial synthesis types such as PHA, BC), the material systems have their own characteristics, providing diverse options for different application scenarios. Key modification techniques—including optimizing component complementarity for blending, constructing gradient barriers through multi-layer extrusion, regulating molecular structure and polarity through chemical modification, filling with nanomaterials to extend diffusion paths, and strengthening interface protection through surface coating technology have been proven to be effective ways to synergistically enhance the comprehensive performance (barrier properties, mechanical strength, thermal stability) of the materials, and have shown practical application potential in food packaging, agricultural mulching films, and medical protection fields. However, this field still faces key challenges in moving towards large-scale industrial application: it is difficult to balance high performance and low cost (such as the cost issue of high-barrier PHA), insufficient maturity of large-scale processing technologies (such as production efficiency of complex multi-layer structures), and some modification strategies relying on non-fully biodegradable additives (such as petroleum-based compatibilizers/hydrophobics) may weaken their environmental friendliness.
Acknowledgement: None.
Funding Statement: This work was supported by the Science and Technology Research Project of Henan Province (222102230031), Key Scientific Research Projects of Colleges and Universities in Henan Province (23A430018), and Natural Science Foundation of Henan (252300420267).
Author Contributions: The author confirms the following contributions to this article: Conceptualization and data collection: Qingyuan Niu and Shuaifei Li. Draft preparation: Qingyuan Niu and Shuaifei Li. Writing of the final commentary article: Kezheng Gao and Xiaojing Zhang. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials: Data availability is not applicable to this review paper because there are no new data and materials that were generated or analyzed.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest to report regarding the present study.
References
1. Dey A, Dhumal CV, Sengupta P, Kumar A, Pramanik NK, Alam T. Challenges and possible solutions to mitigate the problems of single-use plastics used for packaging food items: a review. J Food Sci Technol. 2021;58(9):3251–69. doi:10.1007/s13197-020-04885-6. [Google Scholar] [PubMed] [CrossRef]
2. Priyadarshini S. A tour of India’s waste mountain. Nature. 2018;555(7696):308–9. doi:10.1038/d41586-018-03012-y. [Google Scholar] [CrossRef]
3. Rochman CM, Browne MA, Halpern BS, Hentschel BT, Hoh E, Karapanagioti HK, et al. Classify plastic waste as hazardous. Nature. 2013;494(7436):169–71. doi:10.1038/494169a. [Google Scholar] [PubMed] [CrossRef]
4. Go AJA, Calero JAR, Silva GMV, Manlulu REM, Aviso KB, Choi AES. Multi-objective fuzzy optimization of cassava starch-based biodegradable plastic: balancing elongation and cost. Ind Crops Prod. 2025;232:121286. doi:10.1016/j.indcrop.2025.121286. [Google Scholar] [CrossRef]
5. Gowthaman NSK, Lim HN, Sreeraj TR, Amalraj A, Gopi S. Chapter 15—Advantages of biopolymers over synthetic polymers: social, economic, and environmental aspects. In: Thomas S, Gopi S, Amalraj A, editors. Biopolymers and their industrial applications. Amsterdam, The Netherlands: Elsevier; 2021. p. 351–72. doi:10.1016/B978-0-12-819240-5.00015-8. [Google Scholar] [CrossRef]
6. Gibb BC. Plastics are forever. Nat Chem. 2019;11(5):394–5. doi:10.1038/s41557-019-0260-7. [Google Scholar] [PubMed] [CrossRef]
7. Aigaje E, Riofrio A, Baykara H. Processing, properties, modifications, and environmental impact of nanocellulose/biopolymer composites: a review. Polymers. 2023;15(5):1219. doi:10.3390/polym15051219. [Google Scholar] [PubMed] [CrossRef]
8. Wu F, Misra M, Mohanty AK. Challenges and new opportunities on barrier performance of biodegradable polymers for sustainable packaging. Prog Polym Sci. 2021;117:101395. doi:10.1016/j.progpolymsci.2021.101395. [Google Scholar] [CrossRef]
9. Reddy MM, Vivekanandhan S, Misra M, Bhatia SK, Mohanty AK. Biobased plastics and bionanocomposites: current status and future opportunities. Prog Polym Sci. 2013;38(10–11):1653–89. doi:10.1016/j.progpolymsci.2013.05.006. [Google Scholar] [CrossRef]
10. Mohanty AK, Vivekanandhan S, Pin JM, Misra M. Composites from renewable and sustainable resources: challenges and innovations. Science. 2018;362(6414):536–42. doi:10.1126/science.aat9072. [Google Scholar] [PubMed] [CrossRef]
11. Oliver-Cuenca V, Salaris V, Muñoz-Gimena PF, Agüero Á, Peltzer MA, Montero VA, et al. Bio-based and biodegradable polymeric materials for a circular economy. Polymers. 2024;16(21):3015. doi:10.3390/polym16213015. [Google Scholar] [PubMed] [CrossRef]
12. Duncan TV. Applications of nanotechnology in food packaging and food safety: barrier materials, antimicrobials and sensors. J Colloid Interface Sci. 2011;363(1):1–24. doi:10.1016/j.jcis.2011.07.017. [Google Scholar] [PubMed] [CrossRef]
13. Song HG, Choi I, Lee JS, Chang Y, Yoon CS, Han J. Whey protein isolate coating material for high oxygen barrier properties: a scale-up study from laboratory to industrial scale and its application to food packaging. Food Packag Shelf Life. 2022;31:100765. doi:10.1016/j.fpsl.2021.100765. [Google Scholar] [CrossRef]
14. Huang HD, Ren PG, Zhong GJ, Olah A, Li ZM, Baer E, et al. Promising strategies and new opportunities for high barrier polymer packaging films. Prog Polym Sci. 2023;144:101722. doi:10.1016/j.progpolymsci.2023.101722. [Google Scholar] [CrossRef]
15. Wang XY, Tang SW, Wu ZG, Fang JW, Qin XQ, Wei LS. Research status of biomass-based composite films with high barrier properties. J For Eng. 2021;6(6):13–22. (In Chinese). doi:10.13360/j.issn.2096-1359.202102002. [Google Scholar] [CrossRef]
16. Zhou S, Yang Y, Zhu Z, Xie Z, Sun X, Jia C, et al. Preparation of a halogen-free flame retardant and its effect on the poly(L-lactic acid) as the flame retardant material. Polymer. 2021;229:124027. doi:10.1016/j.polymer.2021.124027. [Google Scholar] [CrossRef]
17. Chi K, Wang H, Catchmark JM. Sustainable starch-based barrier coatings for packaging applications. Food Hydrocoll. 2020;103:105696. doi:10.1016/j.foodhyd.2020.105696. [Google Scholar] [CrossRef]
18. Abitbol T, Ahniyaz A, Álvarez-Asencio R, Fall A, Swerin A. Nanocellulose-based hybrid materials for UV blocking and mechanically robust barriers. ACS Appl Bio Mater. 2020;3(4):2245–54. doi:10.1021/acsabm.0c00058. [Google Scholar] [PubMed] [CrossRef]
19. Kishore ASMA, Kumar P, Singh A, Kumari K, Kumar N. Innovative packaging strategies for freshness and safety of food products: a review. Packag Technol Sci. 2024;37(5):399–427. doi:10.1002/pts.2800. [Google Scholar] [CrossRef]
20. Ibrahim Garba A. Food preservation packaging. In: Food processing and packaging technologies-recent advances. London: IntechOpen; 2023. doi:10.5772/intechopen.110043. [Google Scholar] [CrossRef]
21. Muzeza C, Ngole-Jeme V, Msagati TAM. The mechanisms of plastic food-packaging monomers’ migration into food matrix and the implications on human health. Foods. 2023;12(18):3364. doi:10.3390/foods12183364. [Google Scholar] [PubMed] [CrossRef]
22. Chowdhury RA, Nuruddin M, Clarkson C, Montes F, Howarter J, Youngblood JP. Cellulose nanocrystal (CNC) coatings with controlled anisotropy as high-performance gas barrier films. ACS Appl Mater Interfaces. 2019;11(1):1376–83. doi:10.1021/acsami.8b16897. [Google Scholar] [PubMed] [CrossRef]
23. Dong S, Lü K, Wang Y, Zeng J, Yuan J, Jiang J, et al. High-temperature corrosion of HfSiO4 environmental barrier coatings exposed to water vapor/oxygen atmosphere and molten calcium magnesium aluminosilicate. Corros Sci. 2022;197:110081. doi:10.1016/j.corsci.2021.110081. [Google Scholar] [CrossRef]
24. Zhan X, Si C, Zhou J, Sun Z. MXene and MXene-based composites: synthesis, properties and environment-related applications. Nanoscale Horiz. 2020;5(2):235–58. doi:10.1039/c9nh00571d. [Google Scholar] [CrossRef]
25. Cao L, Ge T, Meng F, Xu S, Li J, Wang L. An edible oil packaging film with improved barrier properties and heat sealability from Cassia gum incorporating carboxylated cellulose nano crystal whisker. Food Hydrocoll. 2020;98:105251. doi:10.1016/j.foodhyd.2019.105251. [Google Scholar] [CrossRef]
26. Pang J, Mendes RG, Bachmatiuk A, Zhao L, Ta HQ, Gemming T, et al. Applications of 2D MXenes in energy conversion and storage systems. Chem Soc Rev. 2019;48(1):72–133. doi:10.1039/c8cs00324f. [Google Scholar] [PubMed] [CrossRef]
27. Wang H, Pan Y, Han Y, Chen Z, Liu T, Zhang L, et al. Large-area gravure-printed AgNWs electrode on water/oxygen barrier substrate for long-term stable large-area flexible organic solar cells. Chin J Chem. 2024;42(5):478–84. doi:10.1002/cjoc.202300479. [Google Scholar] [CrossRef]
28. Lee WJ, Cho TY, Choa SH, Cho SK. Environmental reliability and moisture barrier properties of silicon nitride and silicon oxide films using roll-to-roll plasma enhanced chemical vapor deposition. Thin Solid Films. 2021;720:138524. doi:10.1016/j.tsf.2021.138524. [Google Scholar] [CrossRef]
29. Perera KY, Sharma S, Duffy B, Pathania S, Jaiswal AK, Jaiswal S. An active biodegradable layer-by-layer film based on chitosan-alginate-TiO2 for the enhanced shelf life of tomatoes. Food Packag Shelf Life. 2022;34:100971. doi:10.1016/j.fpsl.2022.100971. [Google Scholar] [CrossRef]
30. Liu H, Guo L, Hu S, Peng F, Zhang X, Yang H, et al. Scalable fabrication of highly breathable cotton textiles with stable fluorescent, antibacterial, hydrophobic, and UV-blocking performance. ACS Appl Mater Interfaces. 2022;14(29):34049–58. doi:10.1021/acsami.2c07670. [Google Scholar] [PubMed] [CrossRef]
31. Ning H, Lu L, Zhang Y, Pan L, Lu L. Development of novel sodium alginate-based light-responsive controlled-release active packaging film. Int J Biol Macromol. 2025;304(Pt 1):140780. doi:10.1016/j.ijbiomac.2025.140780. [Google Scholar] [PubMed] [CrossRef]
32. Yang H, Yu B, Xu X, Bourbigot S, Wang H, Song P. Lignin-derived bio-based flame retardants toward high-performance sustainable polymeric materials. Green Chem. 2020;22(7):2129–61. doi:10.1039/d0gc00449a. [Google Scholar] [CrossRef]
33. Gu JW, Zhang GC, Dong SL, Zhang QY, Kong J. Study on preparation and fire-retardant mechanism analysis of intumescent flame-retardant coatings. Surf Coat Technol. 2007;201(18):7835–41. doi:10.1016/j.surfcoat.2007.03.020. [Google Scholar] [CrossRef]
34. Bharathi VSK, Jayas DS. Evolution of bionanocomposites: innovations and applications in food packaging. Foods. 2024;13(23):3787. doi:10.3390/foods13233787. [Google Scholar] [PubMed] [CrossRef]
35. Amaregouda Y, Kamanna K, Kamath A. Multifunctional bionanocomposite films based on chitosan/polyvinyl alcohol with ZnO NPs and Carissa carandas extract anthocyanin for smart packaging materials. ACS Food Sci Technol. 2023;3(9):1411–22. doi:10.1021/acsfoodscitech.3c00065. [Google Scholar] [CrossRef]
36. Yang Y, Li P, Jiao J, Yang Z, Lv M, Li Y, et al. Renewable sourced biodegradable mulches and their environment impact. Sci Hortic. 2020;268:109375. doi:10.1016/j.scienta.2020.109375. [Google Scholar] [CrossRef]
37. Riseh RS, Vazvani MG, Kennedy JF. The application of chitosan as a carrier for fertilizer: a review. Int J Biol Macromol. 2023;252:126483. doi:10.1016/j.ijbiomac.2023.126483. [Google Scholar] [PubMed] [CrossRef]
38. Zhang Q, Song M, Xu Y, Wang W, Wang Z, Zhang L. Bio-based polyesters: recent progress and future prospects. Prog Polym Sci. 2021;120:101430. doi:10.1016/j.progpolymsci.2021.101430. [Google Scholar] [CrossRef]
39. Taherimehr M, Bagheri R, Taherimehr M. In-vitro evaluation of thermoplastic starch/beta-tricalcium phosphate nano-biocomposite in bone tissue engineering. Ceram Int. 2021;47(11):15458–63. doi:10.1016/j.ceramint.2021.02.111. [Google Scholar] [CrossRef]
40. Ashrafizadeh M, Hushmandi K, Mirzaei S, Bokaie S, Bigham A, Makvandi P, et al. Chitosan-based nanoscale systems for doxorubicin delivery: exploring biomedical application in cancer therapy. Bioeng Transl Med. 2022;8(1):e10325. doi:10.1002/btm2.10325. [Google Scholar] [PubMed] [CrossRef]
41. Candido A, Amiri A, Junnila S, Pittau F. Mycelium-wood composites as a circular material for building insulation. Front Sustain Cities. 2024;6:1412247. doi:10.3389/frsc.2024.1412247. [Google Scholar] [CrossRef]
42. Bozó É, Ervasti H, Halonen N, Shokouh SHH, Tolvanen J, Pitkänen O, et al. Bioplastics and carbon-based sustainable materials, components, and devices: toward green electronics. ACS Appl Mater Interfaces. 2021;13(41):49301–12. doi:10.1021/acsami.1c13787. [Google Scholar] [PubMed] [CrossRef]
43. Gumienna M, Górna B. Antimicrobial food packaging with biodegradable polymers and bacteriocins. Molecules. 2021;26(12):3735. doi:10.3390/molecules26123735. [Google Scholar] [PubMed] [CrossRef]
44. Aaliya B, Sunooj KV, John NE, Navaf M, Akhila PP, Sudheesh C, et al. Impact of microwave irradiation on chemically modified talipot starches: a characterization study on heterogeneous dual modifications. Int J Biol Macromol. 2022;209(Pt B):1943–55. doi:10.1016/j.ijbiomac.2022.04.172. [Google Scholar] [PubMed] [CrossRef]
45. Reotutar AMR, Mamuad RY, Choi AES. Production of chemically modified bio-based wood adhesive from camote and cassava peels. Polymers. 2024;16(4):523. doi:10.3390/polym16040523. [Google Scholar] [PubMed] [CrossRef]
46. Falua KJ, Pokharel A, Babaei-Ghazvini A, Ai Y, Acharya B. Valorization of starch to biobased materials: a review. Polymers. 2022;14(11):2215. doi:10.3390/polym14112215. [Google Scholar] [PubMed] [CrossRef]
47. Venkatesh G, Nyflött Å, Bonnerup C, Lestelius M. An economic-environmental analysis of selected barrier-coating materials used in packaging food products: a Swedish case study. Environ Dev Sustain. 2018;20(4):1483–97. doi:10.1007/s10668-017-9948-2. [Google Scholar] [CrossRef]
48. Ebile PA, Opata J, Hegele S. Evaluating suitable low-cost agar substitutes, clarity, stability, and toxicity for resource-poor countries’ tissue culture media. Vitro Cell Dev Biol Plant. 2022;58(6):989–1001. doi:10.1007/s11627-022-10285-6. [Google Scholar] [CrossRef]
49. Wang Z, Tian H, Wang X, Yu J, Jia S, Han L, et al. Study on thermal, rheological, mechanical, morphological, and barrier properties of poly(butylene adipate-co-terephthalate)/thermoplastic starch/poly(propylene carbonate) biodegradable blown films. J Therm Anal Calorim. 2023;148(5):1853–65. doi:10.1007/s10973-022-11858-8. [Google Scholar] [CrossRef]
50. Zhao YC, Wang J, Jin LP, Ding Y. Properties of starch-chitosan composite films based on different starches. Packag Eng. 2021;42(7):151–8. (In Chinese). doi:10.19554/j.cnki.1001-3563.2021.07.020. [Google Scholar] [CrossRef]
51. Ashogbon AO. Dual modification of various starches: synthesis, properties and applications. Food Chem. 2021;342:128325. doi:10.1016/j.foodchem.2020.128325. [Google Scholar] [PubMed] [CrossRef]
52. Abedi-Firoozjah R, Chabook N, Rostami O, Heydari M, Kolahdouz-Nasiri A, Javanmardi F, et al. PVA/starch films: an updated review of their preparation, characterization, and diverse applications in the food industry. Polym Test. 2023;118:107903. doi:10.1016/j.polymertesting.2022.107903. [Google Scholar] [CrossRef]
53. Bajer D. Eco-friendly, biodegradable starch-based packaging materials with antioxidant features. Polymers. 2024;16(7):958. doi:10.3390/polym16070958. [Google Scholar] [PubMed] [CrossRef]
54. Zhang S, Guo H, Li H, Qiao X, Wu P, Li Y, et al. A starch-based composite film with dual-modality essential oil controlled-release for perishable fruit preservation. Food Packag Shelf Life. 2025;52:101606. doi:10.1016/j.fpsl.2025.101606. [Google Scholar] [CrossRef]
55. Jiang T, Duan Q, Zhu J, Liu H, Yu L. Starch-based biodegradable materials: challenges and opportunities. Adv Ind Eng Polym Res. 2020;3(1):8–18. doi:10.1016/j.aiepr.2019.11.003. [Google Scholar] [CrossRef]
56. Ilyas RA, Sapuan SM, Ibrahim R, Abral H, Ishak MR, Zainudin ES, et al. Thermal, biodegradability and water barrier properties of bio-nanocomposites based on plasticised sugar palm starch and nanofibrillated celluloses from sugar palm fibres. J Biobased Mat Bioenergy. 2020;14(2):234–48. doi:10.1166/jbmb.2020.1951. [Google Scholar] [CrossRef]
57. Dong M, Mastroianni G, Bilotti E, Zhang H, Papageorgiou DG. Biodegradable starch-based nanocomposite films with exceptional water and oxygen barrier properties. ACS Sustainable Chem Eng. 2024;12(29):11056–66. doi:10.1021/acssuschemeng.4c04198. [Google Scholar] [CrossRef]
58. Garrido-Romero M, Aguado R, Moral A, Brindley C, Ballesteros M. From traditional paper to nanocomposite films: analysis of global research into cellulose for food packaging. Food Packag Shelf Life. 2022;31:100788. doi:10.1016/j.fpsl.2021.100788. [Google Scholar] [CrossRef]
59. Calvino C, Macke N, Kato R, Rowan SJ. Development, processing and applications of bio-sourced cellulose nanocrystal composites. Prog Polym Sci. 2020;103:101221. doi:10.1016/j.progpolymsci.2020.101221. [Google Scholar] [CrossRef]
60. Zeng J, Ma Y, Li P, Zhang X, Gao W, Wang B, et al. Development of high-barrier composite films for sustainable reduction of non-biodegradable materials in food packaging application. Carbohydr Polym. 2024;330:121824. doi:10.1016/j.carbpol.2024.121824. [Google Scholar] [PubMed] [CrossRef]
61. Meng L, Xi J, Bian H, Xiao H, Wu W. Nanocellulose/natural rubber latex composite film with high barrier and preservation properties. Sustain Chem Pharm. 2024;37:101399. doi:10.1016/j.scp.2023.101399. [Google Scholar] [CrossRef]
62. Xu X, Su Y, Zhang Y, Wu S, Wu K, Fu Q. A dual-crosslinked and anisotropic regenerated cellulose/boron nitride nanosheets film with high thermal conductivity, mechanical strength, and toughness. Front Bioeng Biotechnol. 2020;8:602318. doi:10.3389/fbioe.2020.602318. [Google Scholar] [PubMed] [CrossRef]
63. Paudel S, Regmi S, Janaswamy S. Effect of glycerol and sorbitol on cellulose-based biodegradable films. Food Packag Shelf Life. 2023;37:101090. doi:10.1016/j.fpsl.2023.101090. [Google Scholar] [CrossRef]
64. Huo Y, Liu Y, Xia M, Du H, Lin Z, Li B, et al. Nanocellulose-based composite materials used in drug delivery systems. Polymers. 2022;14(13):2648. doi:10.3390/polym14132648. [Google Scholar] [PubMed] [CrossRef]
65. Li M, Li D, Wang LJ, Adhikari B. Creep behavior of starch-based nanocomposite films with cellulose nanofibrils. Carbohydr Polym. 2015;117:957–63. doi:10.1016/j.carbpol.2014.10.023. [Google Scholar] [PubMed] [CrossRef]
66. Panaitescu DM, Frone AN, Ghiurea M, Chiulan I. Influence of storage conditions on starch/PVA films containing cellulose nanofibers. Ind Crops Prod. 2015;70:170–7. doi:10.1016/j.indcrop.2015.03.028. [Google Scholar] [CrossRef]
67. Hu L, Wang L, Xu W, Wang X, Toivakka M, Gustafsson J, et al. In situ polymerization of lignin in cellulose nanofibrils aqueous dispersion for fully bio-based barrier coating in packaging. Cellulose. 2025;32(9):5389–405. doi:10.1007/s10570-025-06562-3. [Google Scholar] [CrossRef]
68. Chen Y, Tan L, Dai Y, Xu J, Qiu F, Zhang T. Biodegradable cellulose-base aerogel films with high solar emissivity for agricultural thermal management. Cellulose. 2024;31(4):2447–59. doi:10.1007/s10570-024-05751-w. [Google Scholar] [CrossRef]
69. Ishak SA, Murshed MF, Md Akil H, Ismail N, Md Rasib SZ, Ali Saeed Al-Gheethi A. The application of modified natural polymers in toxicant dye compounds wastewater: a review. Water. 2020;12(7):2032. doi:10.3390/w12072032. [Google Scholar] [CrossRef]
70. Luo X, Peng Y, Qin Z, Tang W, Duns GJ, Dessie W, et al. Chitosan-based packaging films with an integrated antimicrobial peptide: characterization, in vitro release and application to fresh pork preservation. Int J Biol Macromol. 2023;231:123209. doi:10.1016/j.ijbiomac.2023.123209. [Google Scholar] [PubMed] [CrossRef]
71. Liu X, Zhang X, Zhao Y, Cheng Y, Hu X, Zhang H. Study on improving water vapor and oxygen barrier properties of paper-based materials by Chitosan/Beeswax. Zhongguo Zaozhi Xuebao/Trans China Pulp Paper. 2023;(1):9–17. doi:10.11981/j.issn.1000-6842.2023.01.09. [Google Scholar] [CrossRef]
72. Tardy BL, Lizundia E, Guizani C, Hakkarainen M, Sipponen MH. Prospects for the integration of lignin materials into the circular economy. Mater Today. 2023;65:122–32. doi:10.1016/j.mattod.2023.04.001. [Google Scholar] [CrossRef]
73. Sun RC. Lignin source and structural characterization. ChemSusChem. 2020;13(17):4385–93. doi:10.1002/cssc.202001324. [Google Scholar] [PubMed] [CrossRef]
74. Hu X, Lu C, Tang H, Pouri H, Joulin E, Zhang J. Active food packaging made of biopolymer-based composites. Materials. 2023;16(1):279. doi:10.3390/ma16010279. [Google Scholar] [PubMed] [CrossRef]
75. He XF, Nie GZ, Guo FQ, Xie YQ, Ge TJ, Liu PH. Research progress of PBAT enhancement modification. Plastics Sci Technol/Suliao Ke-Ji. 2024;52(3). doi:10.15925/j.cnki.issn1005-3360.2024.03.022. [Google Scholar] [CrossRef]
76. Phùng TTT, Đinh HN, Ureña M, Oliete B, Denimal E, Dupont S, et al. Sodium Alginate as a promising encapsulating material for extremely-oxygen sensitive probiotics. Food Hydrocoll. 2025;160:110857. doi:10.1016/j.foodhyd.2024.110857. [Google Scholar] [CrossRef]
77. Jing X, Li X, Jiang Y, Lou J, Liu Z, Ding Q, et al. Degradable collagen/sodium alginate/polyvinyl butyral high barrier coating with water/oil-resistant in a facile and effective approach. Carbohydr Polym. 2022;278:118962. doi:10.1016/j.carbpol.2021.118962. [Google Scholar] [PubMed] [CrossRef]
78. Tyuftin AA, Kerry JP. Gelatin films: study review of barrier properties and implications for future studies employing biopolymer films. Food Packag Shelf Life. 2021;29:100688. doi:10.1016/j.fpsl.2021.100688. [Google Scholar] [CrossRef]
79. Joseph B, Mavelil Sam R, Balakrishnan P, Maria J, Gopi H, Volova S, et al. Extraction of nanochitin from marine resources and fabrication of polymer nanocomposites: recent advances. Polymers. 2020;12(8):1664. doi:10.3390/polym12081664. [Google Scholar] [PubMed] [CrossRef]
80. Liu S, Qiao S, Zhu J, Yang Y, Chen H, Dai H, et al. Enhanced barrier and antioxidant properties of gelatin films by structural-colored bioactive materials for food packaging. Food Hydrocoll. 2024;150:109744. doi:10.1016/j.foodhyd.2024.109744. [Google Scholar] [CrossRef]
81. Hosseini SF, Javidi Z, Rezaei M. Efficient gas barrier properties of multi-layer films based on poly(lactic acid) and fish gelatin. Int J Biol Macromol. 2016;92:1205–14. doi:10.1016/j.ijbiomac.2016.08.034. [Google Scholar] [PubMed] [CrossRef]
82. Warkoyo, Purnomo I, Siskawardani DD, Husna A. The effect of konjac glucomannan and Aloe vera gel concentration on physicaland mechanical properties of edible film. Food Res. 2022;6(3):298–305. doi:10.26656/fr.2017.6(3).415. [Google Scholar] [CrossRef]
83. Zubair M, Ali Pradhan R, Arshad M, Ullah A. Recent advances in lipid derived bio-based materials for food packaging applications. Macromol Mater Eng. 2021;306(7):2000799. doi:10.1002/mame.202000799. [Google Scholar] [CrossRef]
84. Bora NS, Kalita P, Mary SE, Roy S. Lipid-based food packaging film/coating in postharvest fruit preservation. Food Packag Shelf Life. 2025;50:101569. doi:10.1016/j.fpsl.2025.101569. [Google Scholar] [CrossRef]
85. Rastogi VK, Samyn P. Synthesis of polyhydroxybutyrate particles with micro-to-nanosized structures and application as protective coating for packaging papers. Nanomaterials. 2016;7(1):5. doi:10.3390/nano7010005. [Google Scholar] [PubMed] [CrossRef]
86. Butt MS, Akhtar M, Maan AA, Asghar M. Fabrication and characterization of carnauba wax-based films incorporated with sodium alginate/whey protein. J Food Meas Charact. 2023;17(1):694–705. doi:10.1007/s11694-022-01636-3. [Google Scholar] [CrossRef]
87. Chevalier E, Chaabani A, Assezat G, Prochazka F, Oulahal N. Casein/wax blend extrusion for production of edible films as carriers of potassium sorbate—a comparative study of waxes and potassium sorbate effect. Food Packag Shelf Life. 2018;16:41–50. doi:10.1016/j.fpsl.2018.01.005. [Google Scholar] [CrossRef]
88. Siracusa V, Karpova S, Olkhov A, Zhulkina A, Kosenko R, Iordanskii A. Gas transport phenomena and polymer dynamics in PHB/PLA blend films as potential packaging materials. Polymers. 2020;12(3):647. doi:10.3390/polym12030647. [Google Scholar] [PubMed] [CrossRef]
89. Yang Y, Shen J, Hu E, Fang Y, Xu Z, Li J. Preparation of biodegradable poly(lactic acid)/poly [(butylene diglycolate)-co-furandicarboxylate] blends with excellent toughness and gas barrier performance. Polym Int. 2025;74(6):538–48. doi:10.1002/pi.6692. [Google Scholar] [CrossRef]
90. Qiu S, Zhou Y, Waterhouse GIN, Gong R, Xie J, Zhang K, et al. Optimizing interfacial adhesion in PBAT/PLA nanocomposite for biodegradable packaging films. Food Chem. 2021;334:127487. doi:10.1016/j.foodchem.2020.127487. [Google Scholar] [PubMed] [CrossRef]
91. Zhang J, Wang Z, Wang Z, Yang H, Guo W. Enhancement of toughness and gas barrier properties of PLA-based films through bio-based isosorbide dioctate: synthesis, characterization, and application. Polym Eng Sci. 2025;65(1):315–26. doi:10.1002/pen.27011. [Google Scholar] [CrossRef]
92. Priyadarsini P, Biswal M, Mohanty S. Preparation and property analysis of extruded blown Guar gum based PBAT/PLA composite film: approach towards sustainable packaging. Mater Today Commun. 2024;40:109399. doi:10.1016/j.mtcomm.2024.109399. [Google Scholar] [CrossRef]
93. Kulkarni A, Narayan R. Effects of modified thermoplastic starch on crystallization kinetics and barrier properties of PLA. Polymers. 2021;13(23):4125. doi:10.3390/polym13234125. [Google Scholar] [PubMed] [CrossRef]
94. Ewurum N, McDonald AG. Lignin reinforcement in polybutylene succinate copolymers. Polymers. 2025;17(2):194. doi:10.3390/polym17020194. [Google Scholar] [PubMed] [CrossRef]
95. Helanto K, Talja R, Rojas OJ. Mineral-filled biopolyester coatings for paperboard packaging materials: barrier, sealability, convertability and biodegradability properties. Nord Pulp Pap Res J. 2022;37(1):212–21. doi:10.1515/npprj-2021-0076. [Google Scholar] [CrossRef]
96. Ma Z, Yin T, Jiang Z, Weng Y, Zhang C. Bio-based epoxidized soybean oil branched cardanol ethers as compatibilizers of polybutylene succinate (PBS)/polyglycolic acid (PGA) blends. Int J Biol Macromol. 2024;259(Pt 2):129319. doi:10.1016/j.ijbiomac.2024.129319. [Google Scholar] [PubMed] [CrossRef]
97. Messin T, Marais S, Follain N, Guinault A, Gaucher V, Delpouve N, et al. Biodegradable PLA/PBS multinanolayer membrane with enhanced barrier performances. J Membr Sci. 2020;598:117777. doi:10.1016/j.memsci.2019.117777. [Google Scholar] [CrossRef]
98. Pulikkalparambil H, Phothisarattana D, Promhuad K, Harnkarnsujarit N. Effect of silicon dioxide nanoparticle on microstructure, mechanical and barrier properties of biodegradable PBAT/PBS food packaging. Food Biosci. 2023;55:103023. doi:10.1016/j.fbio.2023.103023. [Google Scholar] [CrossRef]
99. Charlon S, Follain N, Chappey C, Dargent E, Soulestin J, Sclavons M, et al. Improvement of barrier properties of bio-based polyester nanocomposite membranes by water-assisted extrusion. J Membr Sci. 2015;496:185–98. doi:10.1016/j.memsci.2015.08.043. [Google Scholar] [CrossRef]
100. Cosquer R, Pruvost S, Gouanvé F. Improvement of barrier properties of biodegradable polybutylene succinate/graphene nanoplatelets nanocomposites prepared by melt process. Membranes. 2021;11(2):151. doi:10.3390/membranes11020151. [Google Scholar] [PubMed] [CrossRef]
101. Arrieta MP, Fortunati E, Dominici F, Rayón E, López J, Kenny JM. Multifunctional PLA-PHB/cellulose nanocrystal films: processing, structural and thermal properties. Carbohydr Polym. 2014;107:16–24. doi:10.1016/j.carbpol.2014.02.044. [Google Scholar] [PubMed] [CrossRef]
102. Ibrahim MI, Alsafadi D, Alamry KA, Hussein MA. Properties and applications of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) biocomposites. J Polym Environ. 2021;29(4):1010–30. doi:10.1007/s10924-020-01946-x. [Google Scholar] [CrossRef]
103. Sanchez-Garcia MD, Gimenez E, Lagaron JM. Morphology and barrier properties of nanobiocomposites of poly(3-hydroxybutyrate) and layered silicates. J Appl Polym Sci. 2008;108(5):2787–801. doi:10.1002/app.27622. [Google Scholar] [CrossRef]
104. Martínez-Abad A, González-Ausejo J, Lagarón JM, Cabedo L. Biodegradable poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/thermoplastic polyurethane blends with improved mechanical and barrier performance. Polym Degrad Stab. 2016;132:52–61. doi:10.1016/j.polymdegradstab.2016.03.039. [Google Scholar] [CrossRef]
105. Paul V, Rai S, Vikranta U, Nandan A, Agarwal A, Tripathi AD. Starch-PHA blend-based biopolymers with potential food applications. Starch Stärke. 2024;76(11–12):2300131. doi:10.1002/star.202300131. [Google Scholar] [CrossRef]
106. Xu P, Yang W, Niu D, Yu M, Du M, Dong W, et al. Multifunctional and robust polyhydroxyalkanoate nanocomposites with superior gas barrier, heat resistant and inherent antibacterial performances. Chem Eng J. 2020;382:122864. doi:10.1016/j.cej.2019.122864. [Google Scholar] [CrossRef]
107. Melendez-Rodriguez B, Torres-Giner S, Angulo I, Pardo-Figuerez M, Hilliou L, Escuin JM, et al. High-oxygen-barrier multilayer films based on polyhydroxyalkanoates and cellulose nanocrystals. Nanomaterials. 2021;11(6):1443. doi:10.3390/nano11061443. [Google Scholar] [PubMed] [CrossRef]
108. Mo Y, Huang X, Yue M, Hu L, Hu C. Preparation of nanocellulose and application of nanocellulose polyurethane composites. RSC Adv. 2024;14(26):18247–57. doi:10.1039/d4ra01412j. [Google Scholar] [PubMed] [CrossRef]
109. Dhamodharan D, Dhinakaran V, Ghoderao PN, Byun HS, Wu L. Synergistic effect of cellulose nanocrystals-graphene oxide as an effective nanofiller for enhancing properties of solventless polymer nanocomposites. Compos Part B Eng. 2022;238:109918. doi:10.1016/j.compositesb.2022.109918. [Google Scholar] [CrossRef]
110. Wang K, Zhang R. Production of polyhydroxyalkanoates (PHA) by Haloferax mediterranei from food waste derived nutrients for biodegradable plastic applications. J Microbiol Biotechnol. 2021;31(2):338–47. doi:10.4014/jmb.2008.08057. [Google Scholar] [PubMed] [CrossRef]
111. Pal AK, Wu F, Misra M, Mohanty AK. Reactive extrusion of sustainable PHBV/PBAT-based nanocomposite films with organically modified nanoclay for packaging applications: compression moulding vs. cast film extrusion. Compos Part B Eng. 2020;198:108141. doi:10.1016/j.compositesb.2020.108141. [Google Scholar] [CrossRef]
112. Öner M, Keskin G, Kızıl G, Pochat-Bohatier C, Bechelany M. Development of poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/boron nitride bionanocomposites with enhanced barrier properties. Polym Compos. 2019;40(1):78–90. doi:10.1002/pc.24603. [Google Scholar] [CrossRef]
113. Öner M, Kızıl G, Keskin G, Pochat-Bohatier C, Bechelany M. The effect of boron nitride on the thermal and mechanical properties of poly(3-hydroxybutyrate-co-3-hydroxyvalerate). Nanomaterials. 2018;8(11):940. doi:10.3390/nano8110940. [Google Scholar] [PubMed] [CrossRef]
114. Meng S, Zhang Y, Wu N, Peng C, Huang Z, Lin Z, et al. Ultrasoft, sensitive fiber-like sensor by assembly of bacterial cellulose (BC) nanofibrils and BC molecules for biocompatible strain sensing. Nano Res. 2023;16(3):4067–76. doi:10.1007/s12274-022-5040-9. [Google Scholar] [CrossRef]
115. Silva FAGS, Branco S, Dourado F, Neto B, Gama M. Life cycle assessment of bacterial cellulose and comparison to other cellulosic sources. J Clean Prod. 2025;493:144876. doi:10.1016/j.jclepro.2025.144876. [Google Scholar] [CrossRef]
116. Kumar N, Janbade A, Bharadwaj S, Gupta MKA. Exploring the potential of bacterial cellulose as a reinforcing additive for enhanced strength in food packaging papers. IPPTA: Quarterly J Indian Pulp Paper Techn Assoc. 2023;(2):92–6 [cited 2025 Jan 1]. Available from: https://ippta.co/wp-content/uploads/2023/08/92-96.pdf. [Google Scholar]
117. Tian D, Guo Y, Huang M, Zhao L, Deng S, Deng O, et al. Bacterial cellulose/lignin nanoparticles composite films with retarded biodegradability. Carbohydr Polym. 2021;274:118656. doi:10.1016/j.carbpol.2021.118656. [Google Scholar] [PubMed] [CrossRef]
118. Abral H, Pratama AB, Handayani D, Mahardika M, Aminah I, Sandrawati N, et al. Antimicrobial edible film prepared from bacterial cellulose nanofibers/starch/chitosan for a food packaging alternative. Int J Polym Sci. 2021;2021:6641284. doi:10.1155/2021/6641284. [Google Scholar] [CrossRef]
119. Papadaki A, Manikas AC, Papazoglou E, Kachrimanidou V, Lappa I, Galiotis C, et al. Whey protein films reinforced with bacterial cellulose nanowhiskers: improving edible film properties via a circular economy approach. Food Chem. 2022;385:132604. doi:10.1016/j.foodchem.2022.132604. [Google Scholar] [PubMed] [CrossRef]
120. Cazón P, Velázquez G, Vázquez M. Characterization of bacterial cellulose films combined with chitosan and polyvinyl alcohol: evaluation of mechanical and barrier properties. Carbohydr Polym. 2019;216:72–85. doi:10.1016/j.carbpol.2019.03.093. [Google Scholar] [PubMed] [CrossRef]
121. Yang S, Jiang Y, Han W, Jing X, Ding Q, Lou J, et al. Thermoplastic collagen fiber films improved by bacterial cellulose with high barrier properties. Ind Crops Prod. 2023;202:117034. doi:10.1016/j.indcrop.2023.117034. [Google Scholar] [CrossRef]
122. Sun Q, Mekonnen T, Misra M, Mohanty AK. Novel biodegradable cast film from carbon dioxide based copolymer and poly(lactic acid). J Polym Environ. 2016;24(1):23–36. doi:10.1007/s10924-015-0743-6. [Google Scholar] [CrossRef]
123. Pan H, Hao Y, Zhao Y, Lang X, Zhang Y, Wang Z, et al. Improved mechanical properties, barrier properties and degradation behavior of poly(butylenes adipate-co-terephthalate)/poly(propylene carbonate) films. Korean J Chem Eng. 2017;34(5):1294–304. doi:10.1007/s11814-017-0066-5. [Google Scholar] [CrossRef]
124. Naseem R, Montalbano G, German MJ, Ferreira AM, Gentile P, Dalgarno K. Influence of PCL and PHBV on PLLA thermal and mechanical properties in binary and ternary polymer blends. Molecules. 2022;27(21):7633. doi:10.3390/molecules27217633. [Google Scholar] [PubMed] [CrossRef]
125. Sabet SS, Katbab AA. Interfacially compatibilized poly(lactic acid) and poly(lactic acid)/polycaprolactone/organoclay nanocomposites with improved biodegradability and barrier properties: effects of the compatibilizer structural parameters and feeding route. J Appl Polym Sci. 2009;111(4):1954–63. doi:10.1002/app.29210. [Google Scholar] [CrossRef]
126. Ding J, Zhao H, Wei M, Wang H, Chu Q, Lu W, et al. Overcoming strength-toughness trade-off of furandicarboxylic acid-based polyester via nanoconfined crystallization. ACS Nano. 2025;19(28):26229–38. doi:10.1021/acsnano.5c09387. [Google Scholar] [PubMed] [CrossRef]
127. Wang Q, Wang J, Dong Y, Zhang X, Hu H, OYoung L, et al. Synthesis of 2, 5-furandicarboxylic acid-based biodegradable copolyesters with excellent gas barrier properties composed of various aliphatic diols. Eur Polym J. 2022;181:111677. doi:10.1016/j.eurpolymj.2022.111677. [Google Scholar] [CrossRef]
128. Zhou W, Wang X, Yang B, Xu Y, Zhang W, Zhang Y, et al. Synthesis, physical properties and enzymatic degradation of bio-based poly(butylene adipate-co-butylene furandicarboxylate) copolyesters. Polym Degrad Stab. 2013;98(11):2177–83. doi:10.1016/j.polymdegradstab.2013.08.025. [Google Scholar] [CrossRef]
129. Kim H, Kim T, Choi S, Jeon H, Oh DX, Park J, et al. Remarkable elasticity and enzymatic degradation of bio-based poly(butylene adipate-co-furanoatereplacing terephthalate. Green Chem. 2020;22(22):7778–87. doi:10.1039/d0gc01688h. [Google Scholar] [CrossRef]
130. Peng S, Wu B, Wu L, Li BG, Dubois P. Hydrolytic degradation of biobased poly(butylene succinate-co-furandicarboxylate) and poly(butylene adipate-co-furandicarboxylate) copolyesters under mild conditions. J Appl Polym Sci. 2017;134(15):44674. doi:10.1002/app.44674. [Google Scholar] [CrossRef]
131. Hu H, Li J, Luo S, Tian Y, Wang J, Zhao YL, et al. Design of 2, 5-furandicarboxylic based polyesters degraded in different environmental conditions: comprehensive experimental and theoretical study. J Hazard Mater. 2022;425:127752. doi:10.1016/j.jhazmat.2021.127752. [Google Scholar] [PubMed] [CrossRef]
132. La Fuente Arias CI, Kubo MTK, Tadini CC, Augusto PED. Bio-based multilayer films: a review of the principal methods of production and challenges. Crit Rev Food Sci Nutr. 2023;63(14):2260–76. doi:10.1080/10408398.2021.1973955. [Google Scholar] [PubMed] [CrossRef]
133. de Mello Soares CT, Ek M, Östmark E, Gällstedt M, Karlsson S. Recycling of multi-material multilayer plastic packaging: current trends and future scenarios. Resour Conserv Recycl. 2022;176:105905. doi:10.1016/j.resconrec.2021.105905. [Google Scholar] [CrossRef]
134. Costa A, Encarnação T, Tavares R, Todo Bom T, Mateus A. Bioplastics: innovation for green transition. Polymers. 2023;15(3):517. doi:10.3390/polym15030517. [Google Scholar] [PubMed] [CrossRef]
135. Zhang J, Wang Y, Dewar DA, Verma A, Haque N, Franjul R, et al. Biobased multilayer flexible packaging with enhanced gas barrier properties due to cellulose nanocrystals (CNCs). ACS Appl Polym Mater. 2025;7(11):6774–88. doi:10.1021/acsapm.4c03954. [Google Scholar] [CrossRef]
136. Cunha M, Fernandes B, Covas JA, Vicente AA, Hilliou L. Film blowing of PHBV blends and PHBV-based multilayers for the production of biodegradable packages. J Appl Polym Sci. 2016;133(2):42165. doi:10.1002/app.42165. [Google Scholar] [CrossRef]
137. Abdullah, Cai J, Hafeez MA, Wang Q, Farooq S, Huang Q, et al. Biopolymer-based functional films for packaging applications: a review. Front Nutr. 2022;9:1000116. doi:10.3389/fnut.2022.1000116. [Google Scholar] [PubMed] [CrossRef]
138. Yoshida K, Hsu YI, Sugimoto M, Uyama H. Synthesis of poly(lactic acid) multiblock copolymers with improved properties using 3-hydroxybutyrate diol. Polym Degrad Stab. 2025;241:111570. doi:10.1016/j.polymdegradstab.2025.111570. [Google Scholar] [CrossRef]
139. Qu G, Wei Y, Zhao L, Liu J, Liu X, He H, et al. Physical modifications of cellulose nanocrystals by poly(d-lactic acid) and poly(ethylene glycol) (PDLA-PEG-PDLA) block copolymer to improve the mechanical properties of polylactide. Polymer. 2024;292:126609. doi:10.1016/j.polymer.2023.126609. [Google Scholar] [CrossRef]
140. Sharma V, Kaur M, Sandhu KS, Godara SK. Effect of cross-linking on physico-chemical, thermal, pasting, in vitro digestibility and film forming properties of Faba bean (Vicia faba L.) starch. Int J Biol Macromol. 2020;159:243–9. doi:10.1016/j.ijbiomac.2020.05.014. [Google Scholar] [PubMed] [CrossRef]
141. Bajer D. Hypophosphite cross-linked starch succinate/chitosan membranes as alternative for packaging and pharmaceutical application. Int J Biol Macromol. 2023;249:126103. doi:10.1016/j.ijbiomac.2023.126103. [Google Scholar] [PubMed] [CrossRef]
142. Mylkie K, Chełminiak-Dudkiewicz D, Młynarczyk DT, Smolarkiewicz-Wyczachowski A, Ziegler-Borowska M. Starch films cross-linked with boronated chitosan enriched with Cannabis oil as food packaging material. Polym Test. 2025;150:108910. doi:10.1016/j.polymertesting.2025.108910. [Google Scholar] [CrossRef]
143. Paramitha T, Wonoputri VD, Sitompul DS, Woo Lee H, Sitompul PJ. Properties of clays reinforced PLA nanocomposites by melt extrusion technique. Mal J Fund Appl Sci. 2020;16(4):453–7. doi:10.11113/mjfas.v16n4.1534. [Google Scholar] [CrossRef]
144. Crétois R, Follain N, Dargent E, Soulestin J, Bourbigot S, Marais S, et al. Poly(3-hydroxybutyrate-co-4-hydroxybutyrate) based nanocomposites: influence of the microstructure on the barrier properties. Phys Chem Chem Phys. 2015;17(17):11313–23. doi:10.1039/c4cp05524a. [Google Scholar] [PubMed] [CrossRef]
145. Rodríguez Contreras A. Study for poly [(R)-3-hydroxybutyrate] production by bacterial strains and its modification for drug delivery systems [thesis]. Barcelona, Spain: Universitat Politècnica de Catalunya; 2013. [Google Scholar]
146. Feijoo P, Samaniego-Aguilar K, Sánchez-Safont E, Torres-Giner S, Lagaron JM, Gamez-Perez J, et al. Development and characterization of fully renewable and biodegradable polyhydroxyalkanoate blends with improved thermoformability. Polymers. 2022;14(13):2527. doi:10.3390/polym14132527. [Google Scholar] [PubMed] [CrossRef]
147. Vandewijngaarden J, Wauters R, Murariu M, Dubois P, Carleer R, Yperman J, et al. Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate)/organomodified montmorillonite nanocomposites for potential food packaging applications. J Polym Environ. 2016;24(2):104–18. doi:10.1007/s10924-016-0751-1. [Google Scholar] [CrossRef]
148. Akin O, Tihminlioglu F. Effects of organo-modified clay addition and temperature on the water vapor barrier properties of polyhydroxy butyrate Homo and copolymer nanocomposite films for packaging applications. J Polym Environ. 2018;26(3):1121–32. doi:10.1007/s10924-017-1017-2. [Google Scholar] [CrossRef]
149. Marano S, Laudadio E, Minnelli C, Stipa P. Tailoring the barrier properties of PLA: a state-of-the-art review for food packaging applications. Polymers. 2022;14(8):1626. doi:10.3390/polym14081626. [Google Scholar] [CrossRef]
150. Livi S, Lins LC, Peter J, Benes H, Kredatusova J, Donato RK, et al. Ionic liquids as surfactants for layered double hydroxide fillers: effect on the final properties of poly(butylene adipate-co-terephthalate). Nanomaterials. 2017;7(10):297. doi:10.3390/nano7100297. [Google Scholar] [PubMed] [CrossRef]
151. Jost V. Packaging related properties of commercially available biopolymers—an overview of the status quo. Express Polym Lett. 2018;12(5):429–35. doi:10.3144/expresspolymlett.2018.36. [Google Scholar] [CrossRef]
152. Othman SH, Nordin N, Azman NAA, Tawakkal ISMA, Basha RK. Effects of nanocellulose fiber and thymol on mechanical, thermal, and barrier properties of corn starch films. Int J Biol Macromol. 2021;183:1352–61. doi:10.1016/j.ijbiomac.2021.05.082. [Google Scholar] [PubMed] [CrossRef]
153. Han J, Salmieri S, Le Tien C, Lacroix M. Improvement of water barrier property of paperboard by coating application with biodegradable polymers. J Agric Food Chem. 2010;58(5):3125–31. doi:10.1021/jf904443n. [Google Scholar] [PubMed] [CrossRef]
154. Atarés L, Chiralt A, González-Martínez C, Vargas M. Production of polyhydroxyalkanoates for biodegradable food packaging applications using Haloferax mediterranei and agrifood wastes. Foods. 2024;13(6):950. doi:10.3390/foods13060950. [Google Scholar] [PubMed] [CrossRef]
155. Dilkes-Hoffman LS, Pratt S, Lant PA, Levett I, Laycock B. Polyhydroxyalkanoate coatings restrict moisture uptake and associated loss of barrier properties of thermoplastic starch films. J Appl Polym Sci. 2018;135(25):46379. doi:10.1002/app.46379. [Google Scholar] [CrossRef]
156. Hernández-García E, Freitas PAV, Zomeño P, González-Martínez C, Torres-Giner S. Multilayer sheets based on double coatings of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) on paper substrate for sustainable food packaging applications. Appl Sci. 2023;13(1):179. doi:10.3390/app13010179. [Google Scholar] [CrossRef]
157. Kim M, Lim T, Park H, Baek KY, Jeong Y, Sohn D, et al. Nanocellulose-based optical and radio frequency transparent barrier coating for food packaging. Cellulose. 2024;31(8):5185–97. doi:10.1007/s10570-024-05915-8. [Google Scholar] [CrossRef]
158. Zhu R, Fu X, Jin S, Ma R, He Z, Zhang D, et al. Water and oil-resistant paper materials based on sodium alginate/hydroxypropyl methylcellulose/polyvinyl butyral/nano-silica with biodegradable and high barrier properties. Int J Biol Macromol. 2023;225:162–71. doi:10.1016/j.ijbiomac.2022.10.104. [Google Scholar] [PubMed] [CrossRef]
159. Andrzejewski J, Das S, Lipik V, Mohanty AK, Misra M, You X, et al. The development of poly(lactic acid) (PLA)-based blends and modification strategies: methods of improving key properties towards technical applications-review. Materials. 2024;17(18):4556. doi:10.3390/ma17184556. [Google Scholar] [PubMed] [CrossRef]
160. Senila L, Kovacs E, Resz MA, Senila M, Becze A, Roman C. Life cycle assessment (LCA) of bioplastics production from lignocellulosic waste (study case: PLA and PHB). Polymers. 2024;16(23):3330. doi:10.3390/polym16233330. [Google Scholar] [PubMed] [CrossRef]
Cite This Article
 Copyright © 2025 The Author(s). Published by Tech Science Press.
Copyright © 2025 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools