
 Submit a Paper
Submit a Paper Propose a Special lssue
Propose a Special lssue Open Access
Open Access
ARTICLE

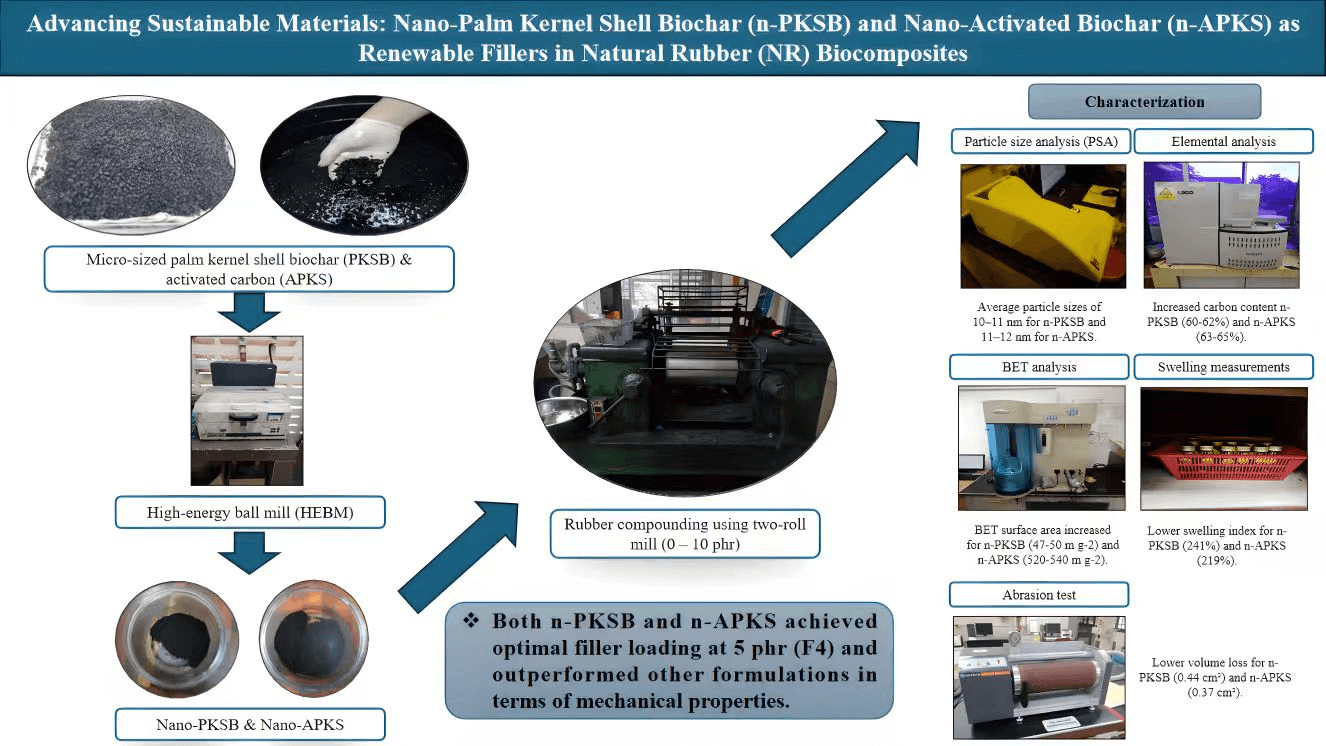
Advancing Sustainable Materials: Nano-Palm Kernel Shell Biochar (n-PKSB) and Nano-Activated Biochar (n-APKS) as Renewable Fillers in Natural Rubber (NR) Biocomposites
1 Faculty of Applied Sciences, Universiti Teknologi MARA, Shah Alam, 40450, Malaysia
2 Centre for Chemical Synthesis and Polymer Technology, Institute of Science, Universiti Teknologi MARA, Shah Alam, 40450, Malaysia
3 Biomass Technology Unit, Engineering and Processing Division, Malaysian Palm Oil Board, No. 6, Persiaran Institusi, Bandar Baru Bangi, Kajang, 43000, Malaysia
* Corresponding Author: Siti Nur Liyana Mamauod. Email:
(This article belongs to the Special Issue: Biomass-based Thermoset and Thermoplastic Polymers for Biomass-based Composites)
Journal of Renewable Materials 2026, 14(6), 3 https://doi.org/10.32604/jrm.2025.02025-0177
Received 11 September 2025; Accepted 25 November 2025; Issue published 29 June 2026
 View Full Text
View Full Text Download PDF
Download PDFAbstract
The palm oil industry is a major contributor to Malaysia’s economy, but its huge production has generated large amounts of oil palm biomass, particularly palm kernel shell (PKS), which poses environmental challenges if not properly managed. Converting PKS into biochar (PKSB) and activated carbon (APKS) offers a sustainable way to valorise this waste as potential bio-fillers in rubber composites. This study investigates the influence of nano-sized PKSB (n-PKSB) and activated PKS (n-APKS) as bio-fillers on the mechanical performance of natural rubber (NR) vulcanizates, with filler loadings ranging from 0 to 10 parts per hundred rubber (phr). The fillers were characterized using particle size analyzer (PSA), elemental analyzer, and Brunauer–Emmett–Teller (BET) analysis, while the filled NR vulcanizates were evaluated through swelling and abrasion tests. The PSA results showed average particle sizes of 10–11 nm for n-PKSB and 11–12 nm for n-APKS. The carbonization-activation process increased the carbon content (63%–65%) and BET surface area (520–540 m g−2) of n-APKS compared to n-PKSB (60%–62% and 47–50 m g−2, respectively). These enhancements promote stronger filler–rubber interfacial bonding and improved stress transfer within the matrix. Consequently, n-APKS-filled NR exhibited lower swelling index (219%) and volume loss (0.37 cm3) than n-PKSB filled NR vulcanizates (241% and 0.44 cm3), indicating better resistance to solvent penetration and abrasive forces. Both fillers achieved their optimal results at 5 phr loading. Thus, n-APKS and n-PKSB have potential as bio-fillers that will enhance rubber properties while reducing palm oil waste and contributing to long-term mitigation of environmental impact.Graphic Abstract
Keywords
The palm oil industry is a key contributor to Malaysia’s economy, positioning the country as one of the leading producers and exporters of palm oil globally. By the end of 2024, Malaysia’s oil palm plantations covered approximately 5.65 million hectares, yielding 1.4 million tonnes of crude palm oil (CPO) and 156, 926 tonnes of palm kernel oil [1]. In 2025, Malaysia’s palm oil industry produced an estimated 1.2 million to 1.8 million metric tonnes of CPO and palm kernel oil with 218,239 tonnes as of July 2025. However, the rapid expansion of this industry generates substantial amounts of biomass residues such as empty fruit bunches (EFB), palm kernel shell (PKS), mesocarp fibers (MF), and palm oil mill effluent (POME), which collectively exceed 85 million tonnes annually [1–3]. While these by-products present opportunities for value-added utilization, a large portion remains underutilized or improperly disposed of, leading to environmental issues such as waste accumulation, pollution and greenhouse gas emissions [4,5].
Among the various types of palm oil-based biomass, palm kernel shell (PKS) has gained growing attention as a promising raw material due to its characteristics like carbon content and its availability throughout the year. Nevertheless, its utilization has been largely limited to low-value applications such as boiler fuel or energy generation. This underutilization highlights a significant opportunity to transform PKS into higher-value products that contribute to sustainable materials development. One effective approach to valorizing PKS is by converting biomass waste into value-added materials, such as bio-fillers for rubber composites. In the rubber industry, fillers are essential for lowering processing costs and reinforcing rubber compounds. Conventional fillers, such as carbon black and silica have long been employed for reinforcement, but their production is energy-intensive and environmentally unsustainable [5,6]. Recently, research has shifted toward bio-based fillers derived from renewable biomass sources, including bamboo, rice husk, coconut shell, and wood as sustainable alternatives for green additives [7–9].
Bio-fillers derived from biomass are becoming increasingly popular due to their biodegradability, cost-effectiveness, availability, and environmental friendliness [10]. Recent studies have explored the use of PKS as a bio-filler in rubber compounding to help reduce biomass waste [7,11]. Although PKS looks promising as a filler material, it exhibits certain limitations in its raw form that restrict its effectiveness as a reinforcing filler. For instance, the carbon content of raw PKS is relatively low, approximately 36%, while the moisture content is typically above 10% [2]. The surface area of raw PKS is also comparatively small around 0.17 m g−2. These characteristics reduce their performance in rubber composite applications, especially in filler reinforcement. Therefore, PKS can be processed through pyrolysis to produce palm kernel shell biochar (PKSB) to overcome these issues. Pyrolysis at high temperatures mainly at 500°C to 700°C, increases the carbon content of PKSB, enhancing its suitability as a bio-filler [12].
Additionally, PKS can also be converted into activated carbon (AC) through carbonization followed by physical activation using steam or CO2 at high temperatures. This process enhances its porosity, carbon content and surface area which are beneficial for reinforcing rubber [13]. Recent studies have explored the use of micro-sized PKSB and activated PKS (APKS) as bio-fillers in natural rubber composites. These bio-fillers exhibit moderate reinforcing capability, improving mechanical properties such as tensile strength and hardness [6,11]. However, their relatively large particle sizes and limited surface interactions with rubber chains restrict their reinforcing ability, classifying them as semi-reinforcing fillers [14]. In the rubber industry, conventional fillers like carbon black or silica are fully reinforced due to their nanoparticle size and high surface area.
This study introduces a novel approach by utilizing nano-sized palm kernel shell biochar (n-PKSB) and nano-sized activated palm kernel shell (n-APKS) as bio-fillers in natural rubber composites. Unlike previous studies that mainly focus on micro-sized PKSB and APKS, this study explores the effect of particle size reduction to nanoscales on the physicochemical and mechanical performance of natural rubber vulcanizates. This study hypothesizes that n-PKSB and n-APKS will exhibit enhanced surface area and improved interfacial interaction with the rubber matrix, leading to better mechanical properties compared to their micro-sized fillers. Furthermore, this study provides a sustainable approach for converting palm oil biomass waste into high-value materials, aligning with circular economy and green technology initiatives.
The study aims to assess the performance of n-PKSB and n-APKS as potential bio-fillers in natural rubber vulcanizates, with filler loadings ranging from 1 to 10 parts per hundred rubbers (phr). This study is divided into two parts, which are Part A focusing on the characterization of n-PKSB and n-APKS, including particle size, Brunauer-Emmett-Teller (BET) surface area analysis and elemental analysis. Part B involves mechanical testing of n-PKSB and n-APKS filled natural rubber (NR) compounds, including swelling measurements and abrasion tests. This study seeks to overcome the limitations of micro-PKSB and APKS, which can only act as semi-reinforcing fillers by demonstrating that nano-sized bio-fillers can also serve as sustainable alternatives as fillers in the rubber industry [15]. The expected outcome of this study is to support green material development that not only enhances the mechanical performance of NR but also promotes valorisation of palm oil biomass and supports the advancement of the circular economy.
This section describes the materials used in this study and the experimental procedures for preparing and characterizing the nano-PKSB, nano-APKS and filled rubber composites.
The natural rubber grade SMR-10 was purchased from Vistec Industries Sdn. Bhd. The PKSB and APKS were obtained from the Malaysian Palm Oil Board (MPOB) in Bangi, Malaysia. The compounding ingredients used in this study—zinc oxide, stearic acid, 2,2,4-trimethyl-1,2-dihydroquinoline (TMQ), 2-2′ dithiobisbenzothiazole (MBTS), 1,3-diphenyl-guanidine (DPG), tetramethylthiuram disulfide (TMTD), dispersing agent, processing oil and sulphur were supplied by Airelastic Industries Sdn. Bhd.
2.2 Preparation of n-PKSB and n-APKS
The large particle of PKSB and APKS obtained from MPOB were washed with distilled water repeatedly to remove any surface impurities until the pH value became neutral (pH 7) and further oven-dried at 80°C for 24 h to remove excess moisture. The distilled water was used to avoid introducing any additional impurities that could interfere with its performance as filler, since PKS typically contains oil residues and dust. The PKSB and APKS were pulverized and sieved into smaller particles using a pulverizer and sieved using a vibratory sieve shaker with a mesh size ranging between 45 to 270 as shown in Fig. 1. The PKSB and APKS were taken from mesh size below 270 to be used in the preparation of nanoparticles.

Figure 1: (a) Pulverizer and (b) Vibrating siever shaker
To achieve nano-size, the sieved PKSB and APKS were processed using a high-energy ball mill (HEBM SPEX SamplePrep 800D Mixer/Mill) as shown in Fig. 2. The ball to powder ratio (BPR) was set at 10:1 with 30 stainless-steel balls consisting of small (0.2 g), medium (2.4 g), and large balls (10.6 g). The speed of milling process was fixed at 1400 rpm. Each sample holder contained 3 g of PKSB and APKS in micro-sized and 30 stainless-steel balls of various sizes. The BPR used in this study was 10:1, which means 3 g of the powder particles were equivalent to 30 stainless-steel balls. The milling process was conducted for 6 h, with time intervals of 90 min run, with a resting time of 30 min between each interval in order to eliminate heat build-up and maintain a constant milling process. Fig. 3a shows the n-PKSB, and Fig. 3b shows the n-APKS obtained from this process.

Figure 2: High-energy ball mill (HEBM)

Figure 3: (a) Nano-PKSB and (b) Nano-APKS
2.3 Part A: Characterization of n-PKSB and n-APKS
The particle size of n-PKSB and n-APKS was measured using a Malvern Zetasizer Nano ZS laser particle size analyzer in accordance with the American Society for Testing and Materials (ASTM D5644) [16]. The samples were first subjected to sonication. During sonication, a small amount of the particles was taken and placed inside a beaker containing deionized water. Then, the beaker was immersed into the ultrasonic cleaner and sonication process was conducted at 50°C for 30 min under high-intensity ultrasonic power (200 W at 50 Hz) to disintegrate the particle clusters. The obtained particles were filtered and transferred into a sample holder using a syringe. The sample holder was inserted into the analyzer, where the particle size was assessed. The refractive index was set at 1.55 to 1.60 for both n-PKSB and n-APKS.
2.3.2 Brunauer-Emmett-Teller Analysis (BET)
This analysis was conducted in accordance with ASTM D5604 [17]. The surface area, pore volume and pore diameter of n-PKSB and n-APKS were measured using gas adsorption with an Automated Gas Sorption Analyzer. The n-PKSB and n-APKS were taken approximately 0.4 g and put inside the sample holder.
This analysis was conducted in accordance with ASTM D5291 [18]. Carbon, hydrogen, and nitrogen contents were determined using a Perkin Elmer Elemental Analyzer LECO CHN628 and 628S, both of which are compatible with the ASTM D5291 procedure. Approximately 0.1 g of n-PKSB and n-APKS were weighed, wrapped and sealed before being introduced into the combustion chamber of the LECO equipment. The combustion process was carried out at 950°C using ultra-high purity oxygen (99.993% purity) and helium as the carrier gas. This analysis was repeated 3 times to ensure the reliability and accuracy of the results.
2.4 Preparation of n-PKSB and n-APKS Filled NR Compounds
The n-PKSB and n-APKS filled NR compounds were prepared according to the formulations in Table 1. Six formulations were prepared in which F1 represents the unfilled NR compound while F2 to F6 correspond to filled NR compounds with varying n-PKSB and n-APKS loadings. These filler loadings (0–10 phr) were chosen to analyze the trends of nanofiller in reinforcement efficiency and mechanical performance. All parts per hundred (phr) values are expressed on a weight basis relative to 100 parts of NR. The compounding process was conducted according to ASTM D3184 using a two-roll mill [19]. The rubber was pre-masticated using a laboratory two-roll mill for 1–2 min to soften the rubber and ensure uniform texture during compounding. Then, the compounding ingredients were added (Refer to Table 1) and constantly mixed for about 10 to 15 min at roll temperature of approximately 60°C to ensure homogenous mixing in rubber compound. The ingredients were added sequentially starting from adding zinc oxide (ZnO), stearic acid, n-PKSB/n-APKS, processing oil, accelerator, antioxidant, dispersing agent and sulphur. The dispersing agent was added in 1/4 increments during the compounding process to ensure uniform distribution of ingredients and facilitate dispersion of n-PKSB and n-APKS. This dispersing agent was added to enhance filler dispersion and minimize agglomeration of the nano-filler particles. The total mixing time was approximately about 10–15 min for each formulation. The n-PKSB and n-APKS filled NR compounds were allowed to rest for about 24 h at room temperature. Then, the filled NR compounds were then compressed at 160°C using a hydraulic hot press machine at their respective cure times, which were previously determined through rheometric analysis [20]. The cure times used correspond to the optimum state of cure obtained from the torque-time curves of the NR compounds. After curing, the NR compounds were allowed to rest for approximately 24 h before undergoing swelling measurements and mechanical tests, including abrasion tests.

2.5 Part B: Characterization of n-PKSB and n-APKS Filled NR Compounds
The swelling measurement of n-PKSB and n-APKS filled NR compounds was conducted to determine the swelling percentage (%) according to ASTM D3616 [21]. The rubber samples, cut to dimensions of 1 cm × 1 cm, were weighed initially. The samples were immersed in 10 mL of toluene for 5 days at room temperature to allow for swelling. The weight of the swelled sample was recorded daily. After 5 days, the samples were weighed again, then dried in an oven at 70°C until the weight remained constant. The swelling index (SI) was calculated using the following Eq. (1):
where Ws is the weight of the swollen sample and Wd is the weight of the dried sample.
The abrasion test of n-PKSB and n-APKS filled NR vulcanizates was conducted using a DIN abrasion tester (DIN 53516) in accordance with ASTM D5963 [22]. The samples were prepared and cut into small pieces using a REXON professional bench drill press. The initial weight and density of each sample were recorded. Each test round lasted approximately one minute. After the test, the weight of the abrasive samples was measured again to determine mass loss. The volume loss (VL) was calculated using the following Eq. (2):
where VL is the volume loss of test rubber, Wloss is the weight loss of test rubber and ρ is the density of test rubber.
This section presents and discusses the results obtained from the characterization of nano-PKSB and nano-APKS, as well as the performance of their filled natural rubber compounds.
3.1 Part A: Characteristics of n-PKSB and n-APKS
3.1.1 Morphology and Particle Size
Fig. 4 shows the scanning electron microscopy (SEM) images of PKSB (Fig. 4a) and APKS (Fig. 4b). The SEM images of PKSB and APKS particles showed irregular particle shapes with rough surfaces and the presence of micropores. As mentioned in previous study, the shape, porosity, size and surface area of particles can significantly influence the performance of rubber compounds [23]. The irregular shape of n-PKSB and n-APKS was due to the mechanical forces involved that were applied to the particles during ball milling process, making the particles smaller and causing uneven surface. These irregular morphology and rough surface of n-PKSB and n-APKS can increase the roughness of the surface, which promotes mechanical interlocking and provides better stress transfer during deformation of the rubber compound. When the rubber is stretched under load, the rough n-PKSB or n-APKS surface resists pull-out, thereby facilitating more stress transfer from the soft rubber matrix to the rigid filler particles. This mechanism can contribute to improving the mechanical properties [24].

Figure 4: SEM image of (a) PKSB and (b) APKS
Furthermore, the rough surface of n-PKSB and n-APKS as detected in SEM images occur due to the release of volatile matter during pyrolysis process that creates cracks and porous structure. The presence of micropores in both particles was attributed to the reduction of size and volatile matter release, resulting in increased specific surface area and providing additional sites for interactions of n-PKSB and n-APKS with NR matrix, thereby enhancing the overall mechanical properties of the NR vulcanizates [24].
The data also shows the particle size distributions for n-PKSB and n-APKS, which are summarized in Table 2. The size distributions of both particles are bimodal, with two distinct peaks each. The peak intensity represents the size distribution of the particles within the samples, with the intensity values indicating the relative concentration of particles at different size ranges. For n-PKSB, the two major peak intensities are at 8.81 nm (69.2%) and 1378 nm (30.8%), with a Z-Average particle size of 10–11 nm. This indicates that n-PKSB predominantly consists of smaller particles, with about 30.8% of the particles being in the larger size range. In contrast, n-APKS has peak intensities at 7.65 nm (58.9%) and 1432 nm (41.1%), with a Z-average particle size of 11–12 nm. This suggests that n-APKS contains a higher proportion of larger particles (41.1%) and has an average particle size that is approximately 1 nm larger compared to n-PKSB.

The bimodal particle size distribution reflects the efficiency of ball milling process while highlighting the difficulties in achieving uniform particle size reduction. This microstructural arrangement where smaller particles tend to occupy space between larger ones can facilitate efficient stress transfer, reduce filler aggregation and contribute to improvement in mechanical properties of filled NR compounds [25]. Whereas the slightly larger average size and higher proportion of large particles in n-APKS compared to n-PKSB was attributed to the activation process, which increased surface porosity and weakened structure of filler particles, leading to partial agglomeration during milling process [26]. Consequently, the n-APKS particle shows a slightly larger average particle size compared to n-PKSB.
Table 3 presents the BET results for n-PKSB and n-APKS. It is observed that n-PKSB has a smaller surface area, ranging from 47 to 50 m g−2, compared to n-APKS, which exhibits a significantly larger surface area of approximately 520 to 540 m g−2. This substantial increase in surface area indicates that the physical activation process enhances the porosity of n-APKS, creating a more developed pore structure and increasing the accessible surface area in comparison with n-PKSB [27]. With more surface area available, the filler particles can bond and interact better with the NR matrix, which improves stress transfer and helps the rubber to reinforce as well as more durable [28,29].

However, the micropore surface area and volume for both particles remained relatively unchanged, with values around 1 to 3 m g−2 and 0.001 to 0.06 cm g−3, respectively. This suggests that the carbonization and activation process does not primarily generate additional micropores but rather enlarges existing pores and develops new mesopores (2–50 nm) and macropores (>50 nm). This shift toward mesopores is beneficial because mesopores provide more accessible surface area for filler-rubber interaction, leading to improved mechanical performance and overall stress distribution in the final rubber compound [30].
Table 4 provides the elemental analysis of n-PKSB and n-APKS, highlighting their elemental compositions. n-APKS exhibits a higher carbon content, ranging from 63% to 65%, compared to n-PKSB’s 60% to 62%. The increased carbon content observed in n-APKS is indeed attributed to the activation process, which removes volatile matter and enhances the fixed carbon content [31]. During pyrolysis, PKS undergoes thermal decomposition, leading to the formation of biochar with a higher carbon concentration compared to raw PKS. The physical activation process of n-APKS further develops the pore structure, increases surface area, and provides the surface with functional groups, which improve the potential for filler–rubber interactions. These functional groups enhance interfacial adhesion by forming secondary bonds with polar sites of rubber matrix, thus promoting better dispersion within the rubber compound and facilitating strong mechanical interlocking [11]. Basically, the carbonization and activation process further enhances carbonization and structural ordering. The higher carbon content of both particles correlates with greater thermal stability, increased hardness and improved in rigidity [6]. Therefore, this enhances their reinforcing ability as bio-fillers when incorporated into the rubber matrix by promoting better stress transfer during deformation.

The hydrogen content in n-APKS is slightly lower (1% to 2%) compared to n-PKSB (2% to 3%), reflecting a higher degree of carbonization in n-APKS. Similarly, the nitrogen content in n-APKS is reduced (0.2% to 0.4%) relative to n-PKSB (0.5% to 0.7%), suggesting the removal of nitrogen-containing compounds during activation. This reduction minimizes surface impurities and potential sites for unwanted side reactions during vulcanization, thus improving filler–rubber compatibility and stability of the rubber vulcanizate. Both materials have similar low sulfur contents (0.03% to 0.05%), which is unlikely to significantly impact their performance. Overall, the variations in elemental composition between n-PKSB and n-APKS, due to the activation process, affect their properties and effectiveness as fillers in rubber vulcanizates.
3.2 Part B: Characterization of n-PKSB and n-APKS Filled NR Vulcanizates
Fig. 5 displays the swelling percentage (%) of natural rubber (NR) vulcanizates incorporating n-PKSB and n-APKS. This metric assesses the vulcanizates’ ability to resist solvent penetration through the rubber’s crosslinked structure [32]. The F1 sample, which lacked both n-PKSB or n-APKS, exhibited the highest % of 267%, reflecting its low resistance to toluene and the rapid absorption of the solvent into the NR matrix [11]. In contrast, the inclusion of 1 phr (F2), 3 phr (F3) and 5 phr (F4) of n-PKSB and n-APKS in the NR compound resulted in a reduction in %, with a decrease of approximately 1%, 6% and 10% for n-PKSB and about 2%, 9% and 18% for n-APKS, respectively. The addition of n-PKSB and n-APKS enhances their interaction with the NR matrix, leading to a denser crosslinked structure. This compact network brings the rubber chains closer together, restricting their movement and increasing resistance to toluene penetration [11,33].

Figure 5: Swelling percentage of n-PKSB and n-APKS filled NR vulcanizates
The n-APKS shows a lower % than n-PKSB, attributed to its higher carbon content and larger surface area, as supported by ultimate and BET analyses. The increased carbon and surface area of n-APKS facilitate the formation of covalent bonds with the NR chains, enhancing the interaction between n-APKS and the NR matrix [34]. When the loading of n-PKSB and n-APKS exceeds 5 phr, the % increases, with increases of 4% and 5% for n-PKSB and 8% and 11% for n-APKS, respectively. This increases likely due to poor particle dispersion and the formation of agglomerates, which hinder effective solvent penetration [35].
Fig. 6 illustrates the volume loss (VL) in NR vulcanizates filled with n-PKSB and n-APKS. The highest VL values, 0.68 cm3 for n-PKSB and 0.65 cm3 for n-APKS, is observed in formulations F6 and F1, where no fillers are present, leading to reduced surface damage resistance [6]. Incorporating n-PKSB and n-APKS into the NR matrix significantly reduces VL in formulations F2 to F4, with reductions of 9%, 23%, and 32% for n-PKSB, and 23%, 26%, and 43% for n-APKS. Formulation F4, containing 5 phr of both fillers, shows the lowest VL values, at 0.44 cm3 for n-PKSB and 0.37 cm3 for n-APKS. This improvement is attributed to the effective interaction and dispersion of the fillers within the NR matrix as demonstrated in Fig. 7a, increasing crosslink density and abrasion resistance, as reflected in the swelling index values [33].

Figure 6: Volume loss of n-PKSB and n-APKS filled NR vulcanizates

Figure 7: (a) Good dispersion particle, (b) agglomeration of particles
n-APKS outperforms n-PKSB due to its higher carbon content, which enables stronger covalent bonding with NR phases, enhancing overall performance [11,34]. Table 4 confirms the higher carbon content of n-APKS. However, when the filler loading exceeds 5 phr (F4), VL increases significantly by 34% and 55% for n-PKSB and by 13% and 24% for n-APKS in F5 and F6, respectively. This increase is due to poor particle dispersion and agglomeration, which reduces the effective contact area between the NR matrix and the fillers, thereby decreasing abrasion resistance [35,36]. The SEM micrographs in Fig. 7b demonstrate how particle agglomeration weakens the interaction between NR and the fillers, leading to diminished abrasion resistance.
In conclusion, this study addressed the utilization of oil palm biomass, especially PKS as value-added additive in the rubber industry, which offers a sustainable way to reduce the biomass and act as an alternative bio-fillers to be utilized in the rubber industry. By converting micro-PKSB and APKS into nano-PKSB and nano-APKS, with particle sizes of 10 to 11 nm and 11 to 12 nm, respectively, demonstrates strong potential nano-bio fillers for NR vulcanizates. The n-APKS has a higher carbon content and superior BET analysis results, indicating greater potential to enhance the mechanical performance of NR vulcanizates compared to n-PKSB. Furthermore, assessments of volume loss (VL) and swelling index (SI) demonstrate that NR vulcanizates filled with n-APKS outperformed those filled with n-PKSB. Both fillers show optimal performance at a 5 phr loading, enhancing the properties of NR compounds, which highlights their significant potential as bio-fillers and their viability for commercial success as semi-reinforcing fillers in the rubber industry.
Acknowledgement: The authors would like to express their gratitude to the Faculty of Applied Sciences and Institute of Science (IOS) at UiTM Shah Alam, the Malaysian Palm Oil Board (MPOB), and Airelastic Industries Sdn. Bhd. for providing the materials and facilities necessary for this research.
Funding Statement: The authors also extend thanks to the Social Innovation Research Grant [600-RMC/GIS 5/3 (004/2023)] and [600-RMC/GIP 5/3 (095/2023)] for their financial support.
Author Contributions: The authors confirm contribution to the paper as follows: Nur ‘Aisyah Ar-Raudhoh Mohammad Tahar and Muhammad Haziq Mohd Fadzli: data analysis and interpretation of results, Nur ‘Aisyah Ar-Raudhoh Mohammad Tahar: draft manuscript preparation, Siti Nur Liyana Mamauod: review, editing and supervise manuscript writing, Nahrul Hayawin Zainal: review and editing. All authors reviewed the results and approved the final version of the manuscript.
Availability of Data and Materials: Not applicable.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest to report regarding the present study.
References
1. Parveez GKA, Leow SS, Kamil NN, Madihah AZ, Ithnin M, Ng MH, et al. Oil palm economic performance in Malaysia and R&D progress in 2023. J Oil Palm Res. 2024;36(2):171–86. doi:10.21894/jopr.2024.0037. [Google Scholar] [CrossRef]
2. Jafri NHS, Jimat DN, Azmin NM, Sulaiman S, Nor YA. The potential of biomass waste in Malaysian palm oil industry: a case study of Boustead Plantation Berhad. IOP Conf Ser Mater Sci Eng. 2021;1192(1):012028. doi:10.1088/1757-899X/1192/012028. [Google Scholar] [CrossRef]
3. Naidu L, Moorthy R. A review of key sustainability issues in Malaysian palm oil industry. Sustainability. 2021;13(19):10839. doi:10.3390/su131910839. [Google Scholar] [CrossRef]
4. Jalani NF, Zainal NH. Sustainable biorefinery concept with valorization and utilization of oil palm biomass for value-added products. In: Palm oil industry: plantation and process towards circular economy. Singapore: Springer Nature; 2024. p. 59–77. [Google Scholar]
5. Judijanto L. From waste to welath: the strategic role of oil palm in advancing circular economy solutions. J Mat Sci Eng Technol. 2025;3(3):1–7. doi:10.61440/JMSET.2025.v3.62. [Google Scholar] [CrossRef]
6. Zainal Abidin Z, Mamauod SNL, Romli AZ, Sarkawi SS, Zainal NH. Synergistic effect of partial replacement of carbon black by palm kernel shell biochar in carboxylated nitrile butadiene rubber composites. Polymers. 2023;15(4):943. doi:10.3390/polym15040943. [Google Scholar] [PubMed] [CrossRef]
7. Kuram E. Advances in development of green composites based on natural fibers: a review. Emergent Mater. 2022;5(3):811–31. doi:10.1007/s42247-021-00279-2. [Google Scholar] [CrossRef]
8. Kaewpruk C, Boopasiri S, Poonsawat C, Sae-Oui P, Siriwong C. Utilization of sawdust and wood ash as a filler in natural rubber composites. ChemistrySelect. 2021;6(3):264–72. doi:10.1002/slct.202004109. [Google Scholar] [CrossRef]
9. Ganapathy T, Uthayakumar G, Raja P, Divakaran D, Suyambulingam I. Eco-friendly fillers for polymer composites: a comprehensive review 2000-2024. In: Proceedings of the International Conference on Eco-Friendly Fibers and Polymeric Materials; 2024 Feb 19–20; Bangkok, Thailand. Singapore: Springer Nature; 2024. p. 839–64. doi:10.1007/978-981-97-7071-7_56. [Google Scholar] [CrossRef]
10. Zhou Y, Fan M, Chen L, Zhuang J. Lignocellulosic fibre mediated rubber composites: an overview. Compos Part B Eng. 2015;76(16):180–91. doi:10.1016/j.compositesb.2015.02.028. [Google Scholar] [CrossRef]
11. Zainal SA, Mamauod SNL, Zainal NH, Ismail H, Mamauod MI. Preparation and characterization of activated palm kernel shell/carboxylated nitrile butadiene rubber (APKS/XNBR) vulcanizate. J Mech Eng. 2024;21(1):217–35. doi:10.24191/jmeche.v21i1.25368. [Google Scholar] [CrossRef]
12. Sallau AA, Jauro A, Kolo AM, Hassan UF, Ekanem EO. Effect of carbonization temperature on properties of char from palm kernel shell. J Sci Math Lett. 2021;9(1):77–88. doi:10.37134/jsml.vol9.1.7.2021. [Google Scholar] [CrossRef]
13. Farida E, Bukit N, Ginting EM, Bukit BF. The effect of carbon black composition in natural rubber compound. Case Stud Therm Eng. 2019;16(1):100566. doi:10.1016/j.csite.2019.100566. [Google Scholar] [CrossRef]
14. Daud S, Ismail H, Abu Bakar A. Soil burial study of palm kernel shell-filled natural rubber composites: the effect of filler loading and presence of silane coupling agent. BioResources. 2016;11(4):8686–702. doi:10.15376/biores.11.4.8686-8702. [Google Scholar] [CrossRef]
15. Karunanayake L, Etampawala T, de Silva DJ, Bandara J, Rajapaksha AU, Vithanage M. Role and potential of biochar as a sustainable alternative reinforcing filler to carbon black in rubber composites. Biochar. 2025;7(1):60. doi:10.1007/s42773-025-00429-3. [Google Scholar] [CrossRef]
16. ASTM D5644-18. Standard test method for rubber—determination of particle size distribution of recycled vulcanizate particulate rubber. West Conshohocken, PA, USA: ASTM International; 2018. doi:10.1520/D5644-18. [Google Scholar] [CrossRef]
17. Consoli NC, Saldanha RB, Scheuermann Filho HC. Short- and long-term effects of sodium chloride on strength and durability of coal fly ash stabilized with carbide lime. Can Geotech J. 2019;56(12):1929–39. doi:10.1139/cgj-2018-0696. [Google Scholar] [CrossRef]
18. ASTM D5291-16. Standard test methods for instrumental determination of carbon, hydrogen, and nitrogen in petroleum products and lubricants. West Conshohocken, PA, USA: ASTM International; 2016. doi:10.1520/D5291-16. [Google Scholar] [CrossRef]
19. ASTM D3184-11. Standard practice for rubber-evaluation of NR (natural rubber). West Conshohocken, PA, USA: ASTM International; 2018. [Google Scholar]
20. Nur ‘Aisyah Ar-Raudhoh MT, Muhamad Haziq MF, Siti Nur Liyana M, Nahrul Hayawin Z. Effect of nano–palm kernel shell biochar on cure, swelling, and mechanical properties of natural rubber vulcanizates. BioResources. 2025;20(2):4330–45. doi:10.15376/biores.20.2.4330-4345. [Google Scholar] [CrossRef]
21. ASTM D3616-95. Standard test method for rubber—determination of gel, swelling index, and dilute solution viscosity. West Conshohocken, PA, USA: ASTM International; 2019. [Google Scholar]
22. ASTM D5963-22. Standard test method for rubber property—abrasion resistance (rotary drum abrader). West Conshohocken, PA, USA: ASTM International; 2022. [Google Scholar]
23. Ginting EM, Bukit N, Frida E, Bukit BF. Microstructure and thermal properties of natural rubber compound with palm oil boilers ash for nanoparticle filler. Case Stud Therm Eng. 2020;17(1):100575. doi:10.1016/j.csite.2019.100575. [Google Scholar] [CrossRef]
24. Anisuzzaman SM, Sinring N, Fran Mansa R. Properties tuning of palm kernel shell biochar granular activated carbon using response surface methodology for removal of methylene blue. J Appl Sci Process Eng. 2021;8(2):1002–19. doi:10.33736/jaspe.3961.2021. [Google Scholar] [CrossRef]
25. Malomo D, Olasupo AD, Adesigbin AM, Egharevba O, Adewuyi SO, Odubunmi JO, et al. Studies on the physicochemical and physico-mechanical properties of activated palm kernel shell blended with carbon black filled NR vulcanizates. FUOYE J Eng Technol. 2020;5(1):95–101. doi:10.46792/fuoyejet.v5i1.478. [Google Scholar] [CrossRef]
26. Mohammed Saleh A, Bahari Alias A, Alias AB, Hamdi Mahdi H, Jawad AH, Shatir A Syed-Hassan S, et al. Characterizing biochar derived from palm kernel shell biomass via slow pyrolysis for adsorption applications. NTU J Renew Energy. 2024;6(1):10–20. doi:10.56286/ntujre.v6i1.729. [Google Scholar] [CrossRef]
27. Kuśmierek K, Świątkowski A. Adsorption of phenols on carbonaceous materials of various origins but of similar specific surface areas. Separations. 2023;10(8):422. doi:10.3390/separations10080422. [Google Scholar] [CrossRef]
28. Mente P, Motaung TE, Hlangothi SP. Natural rubber and reclaimed rubber composites—a systematic review. Polym Sci. 2016;2(1):7. doi:10.4172/2471-9935.100015. [Google Scholar] [CrossRef]
29. Lay M, Rusli A, Abdullah MK, Abdul Hamid ZA, Shuib RK. Converting dead leaf biomass into activated carbon as a potential replacement for carbon black filler in rubber composites. Compos Part B Eng. 2020;201(1–6):108366. doi:10.1016/j.compositesb.2020.108366. [Google Scholar] [CrossRef]
30. Amoke A, Tenebe OG, Ichetaonye SI, Edegbe OC, Ayo MD. Comparison of mechanical properties of natural rubber vulcanizates filled with hybrid fillers (carbon black/palm kernel shell and palm kernel shell/sandbox seed shell). Int J Res Innov Appl Sci. 2021;6(1):2454–6194. [Google Scholar]
31. Zainal NH, Aziz AA, Idris J, Mamat R, Ali Hassan M, Bahrin EK, et al. Microwave-assisted pre-carbonisation of palm kernel shell produced charcoal with high heating value and low gaseous emission. J Clean Prod. 2017;142(23):2945–9. doi:10.1016/j.jclepro.2016.10.176. [Google Scholar] [CrossRef]
32. Nur Ar-Raudhoh MT. Comparative studies on cure characteristics and mechanical properties of oil palm biomass filled natural rubber composites. J Oil Palm Res. 2024;36(1):128–39. doi:10.21894/jopr.2023.0009. [Google Scholar] [CrossRef]
33. Vishvanathperumal S, Anand G. Effect of nanosilica on the mechanical properties, compression set, morphology, abrasion and swelling resistance of sulphur cured EPDM/SBR composites. Silicon. 2022;14(7):3523–34. doi:10.1007/s12633-021-01138-9. [Google Scholar] [CrossRef]
34. Yang J, Wang F, Liang C, Zhou S, Huang J, Zhao G, et al. Enhanced abrasion resistance of NR/BR/TBIR composites through the synergistic reinforcement of carbon black and graphene oxide: structural influence and mechanistic insights. Polym Compos. 2025;46(3):1961–75. doi:10.1002/pc.29093. [Google Scholar] [CrossRef]
35. Liu H, Yang L, Liu X, Cao JP, Zhang J, Luo Z, et al. Silicon dioxide nanoparticle decorated graphene with excellent dispersibility in natural rubber composites via physical mixing for application in green tires. Compos Part B Eng. 2023;258(12):110700. doi:10.1016/j.compositesb.2023.110700. [Google Scholar] [CrossRef]
36. Prakash PC, Srinivasan D, Navaneethakrishnan V, Vishvanathperumal S. Effect of modified nanographene oxide loading on the swelling and compression set behavior of EPDM/SBR nano-composites. J Inorg Organomet Polym Mater. 2024;34(2):593–610. doi:10.1007/s10904-023-02803-9. [Google Scholar] [CrossRef]
Cite This Article
 Copyright © 2026 The Author(s). Published by Tech Science Press.
Copyright © 2026 The Author(s). Published by Tech Science Press.This work is licensed under a Creative Commons Attribution 4.0 International License , which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
 Downloads
Downloads
 Citation Tools
Citation Tools